



A kto powiedział że to frezem potniemy? Ja sie skłaniałem raczej ku drutówce.
Wg mnie punkt podparcia jest w porzadku, w momencie podnoszenia oprawki sily sa male, dopiero realna sila jest jak juz oprawka jest na miejscu, a wtedy styk jest dobry.
Wrzeciono na ER lub ISO30. Projekty do realizacji


-
Zanixi
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 48
- Posty: 593
- Rejestracja: 12 kwie 2011, 16:07
- Lokalizacja: Siedlce
Najlepiej to by było ponacinać to frezem a na drutówce tylko poprzecinać takie mostki. Było by od razu spasowane i było by jak na tym zdjęciu z filmiku. No i wyszło by taniej.
pomysł na co?Mam jeszcze jeden pomysł, jak to nie zadziała to poszukam pomocy sąsiednich forach. Od jutra będę miał trochę mniej czasu, ale postaram się działać.
-
Dudi1203
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 108
- Posty: 1349
- Rejestracja: 07 sty 2009, 18:42
- Lokalizacja: Pabianice
Nie mam przekonania do freza, wolałbym to obrobic cieplnie i dopiero rozcinać, na dodatek jako parowane. Wg mnie tak będzie lepiej. Koszta kosztami ale sa miejsca w których na jakosci nie mozna oszczędzać. A widze tego pana mietka przy piecu w hartowni jak numeruje elementy i pieczołowicie odklada je we własciwe przegrodki pudeleczka 
-
Zanixi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 48
- Posty: 593
- Rejestracja: 12 kwie 2011, 16:07
- Lokalizacja: Siedlce
Lepiej będzie rozciąć frezem, rozciąć na drutówce mostki i potem nawęglić. Jaki jest problem z frezami? Toć to frezy...
Pprzy naprężeniach wewnętrznych potem okaże się, że te 0,2mm styka się w dwóch miejscach na zero i będzie problem. Tak to masz z 2mm przerwy pomiędzy każdym z ramion i problemu nie będzie.
Przy frezie jeżeli ramiona chwytaka zrobi się odpowiednio cienkie w odpowiednich miejscach to wszystko się ładnie spasuje i będzie grać. Te ramiona powinny mieć mieć też możliwość jakiegoś odkształcenia sprężystego.
. Jeżeli ma się zmieścić w 3tys to trzeba oszczędzać. Ot co.
Pprzy naprężeniach wewnętrznych potem okaże się, że te 0,2mm styka się w dwóch miejscach na zero i będzie problem. Tak to masz z 2mm przerwy pomiędzy każdym z ramion i problemu nie będzie.
Przy frezie jeżeli ramiona chwytaka zrobi się odpowiednio cienkie w odpowiednich miejscach to wszystko się ładnie spasuje i będzie grać. Te ramiona powinny mieć mieć też możliwość jakiegoś odkształcenia sprężystego.
< pod to podpisuje się prawie wszystko w elektrowrzecionie które ma być dobreKoszta kosztami ale sa miejsca w których na jakosci nie mozna oszczędzać.
Wystarczy rysikiem przed obróbką nanieść oznaczenia. Pan Miecio nie będzie się tym zajmował przecież.. A widze tego pana mietka przy piecu w hartowni jak numeruje elementy i pieczołowicie odklada je we własciwe przegrodki pudeleczka
-
Dudi1203
- ELITA FORUM (min. 1000)
- Posty w temacie: 108
- Posty: 1349
- Rejestracja: 07 sty 2009, 18:42
- Lokalizacja: Pabianice
Szerokosc ciecia rzedu 2mm uwazam za niedopuszczalną. Absolutne maksimum wg mnie to 1mm. Bo okaze sie, że po złożeniu większosc grzybka "trzymane" jest przez powietrze a nie przez chwytak. Wystarczy spojrzeć na zdjęcia gotowych, ze te cięcia są na prawde cienke

[ Dodano: 2014-01-01, 19:12 ]
Analizuje i macie sporo racji zeby robic rozcięcia frezem i zostawic mostki do przeciecia na drucie. Przyjmiemy cięcia frezem 1 albo 1,5mm. Musze szykowac os obrotową, potne sam, bedzie taniej
[ Dodano: 2014-01-01, 19:12 ]
Analizuje i macie sporo racji zeby robic rozcięcia frezem i zostawic mostki do przeciecia na drucie. Przyjmiemy cięcia frezem 1 albo 1,5mm. Musze szykowac os obrotową, potne sam, bedzie taniej
-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 72
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy
moim zdaniem w zależności od grubości łapek zależna jest przerwa. Możemy powiększyć przekrój łapek i powiększyć średnicę na stożku tak aby dało się zmątować.
Jest kilka opcji jak to rozwiązać
[ Dodano: 2014-01-01, 19:16 ]
Jeśli łapki wytrzymają naprężenie siły sprężyn itp to stosując odpowiednią ich grubość możemy kombinować z przerwą
[ Dodano: 2014-01-01, 19:50 ]
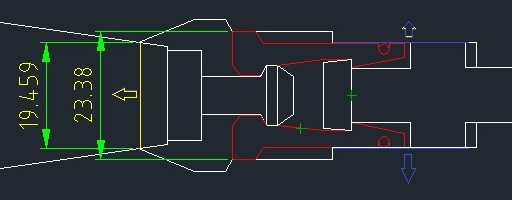
Adekwatnie do tego rysunku Można zrobić tak samo

Jest kilka opcji jak to rozwiązać
[ Dodano: 2014-01-01, 19:16 ]
Jeśli łapki wytrzymają naprężenie siły sprężyn itp to stosując odpowiednią ich grubość możemy kombinować z przerwą
[ Dodano: 2014-01-01, 19:50 ]
Adekwatnie do tego rysunku Można zrobić tak samo
-
Zanixi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 48
- Posty: 593
- Rejestracja: 12 kwie 2011, 16:07
- Lokalizacja: Siedlce
Łapki nie mogą być zbyt grube - to powinno być dosyć giętkie. Będzie giętkie - będzie się stykać większą powierzchnią.
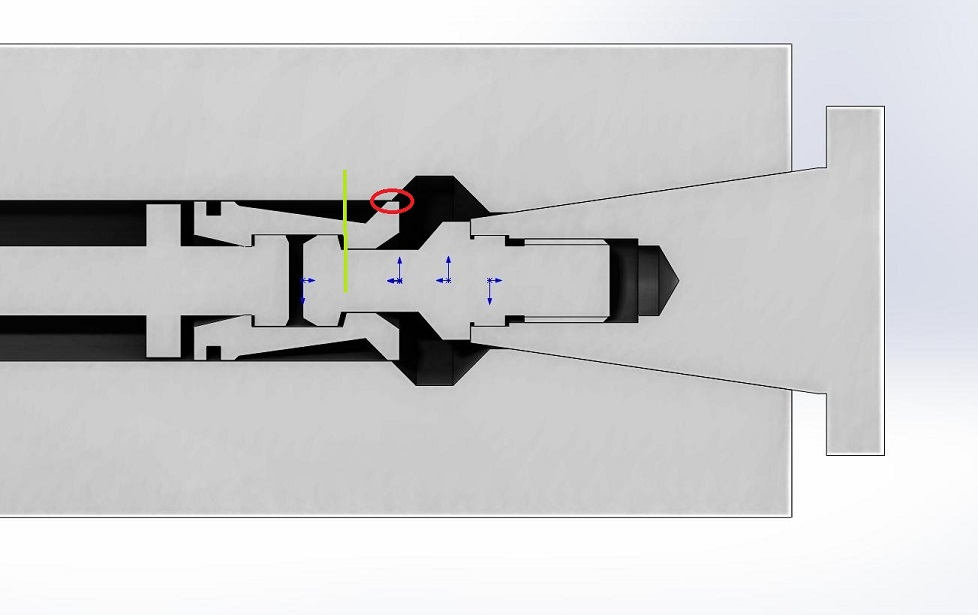
Czerwone kółko - powierzchnia powinna być dosyć duża, wtedy wszystko ładnie będzie przylegać i nie będzie się wyginać w niepożądany sposób.
Zielona linia - w tym miejscu w zasadzie powinna być ta powierzchnia z czerwonego kółeczka - tak jak u kolegi majkel1987. W tej chwili jest tam nie potrzebny karb < nie potrzebne skupisko naprężeń. Te łapki które pokazuje majkel1987 są o wiele bardziej technologiczne.
Z takimi jak są na rysunkach dragon44 jest szansa, że to się wypracuje i pęknie (przy założeniu, że mają jakoś tam pracować sprężyście - jak będą przesztywnione to problem marginalny.
. Powierzchnia i tak zostaje solidna. frez 1,3-1,6mm byłby w sam raz. Nie za cienki - nie za gruby.
Czerwone kółko - powierzchnia powinna być dosyć duża, wtedy wszystko ładnie będzie przylegać i nie będzie się wyginać w niepożądany sposób.
Zielona linia - w tym miejscu w zasadzie powinna być ta powierzchnia z czerwonego kółeczka - tak jak u kolegi majkel1987. W tej chwili jest tam nie potrzebny karb < nie potrzebne skupisko naprężeń. Te łapki które pokazuje majkel1987 są o wiele bardziej technologiczne.
Z takimi jak są na rysunkach dragon44 jest szansa, że to się wypracuje i pęknie (przy założeniu, że mają jakoś tam pracować sprężyście - jak będą przesztywnione to problem marginalny.
Bez przesadySzerokosc ciecia rzedu 2mm uwazam za niedopuszczalną. Absolutne maksimum wg mnie to 1mm.
-
majkel1987
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 72
- Posty: 461
- Rejestracja: 07 lut 2012, 11:26
- Lokalizacja: Wyspy
Jak już ktoś wspomniał o moich łapkach to mogę napisać że na chwilę obecną mój projekt przewiduje szparki równe 2mm tak mniej więcej na styk.
Jak na rysunku widać w najcieńszym miejscu łapki nają 2.9mm można je dać do 4mm powiększając średnicę gniazda o R=1mm.
Powiększając średnicę na stożku uzyskujemy następujące wartości:
Przy orginale 19.45mm możemy dać przecięcia na 2mm, mamy zapas ok0.05, można też lekko spiłować łapki od góry.
Przesunięcie o 2mm w lewo daje nam 20.03mm , szparka 1.7mm
, szparka 1.7mm
Przesunięcie o 5mm od orginalnej daje nam 20.89mm, szparka 1,3mm (ta opcja dla mnie zabiera zbyt dużo powierzchni ze stożka)
W każdej opcji można zgolić zewnętrzne części łapek o jakieś 0,5mm co daje nam możliwość zmniejszenia szparek między łapkami. Trzeba tylko pamiętać aby zmniejszyć odpowiednio średnicę gniazda o tyle ile zgolimy łapki, ale tylko na długości 4,22mm resztę zostawić tak jak jest.
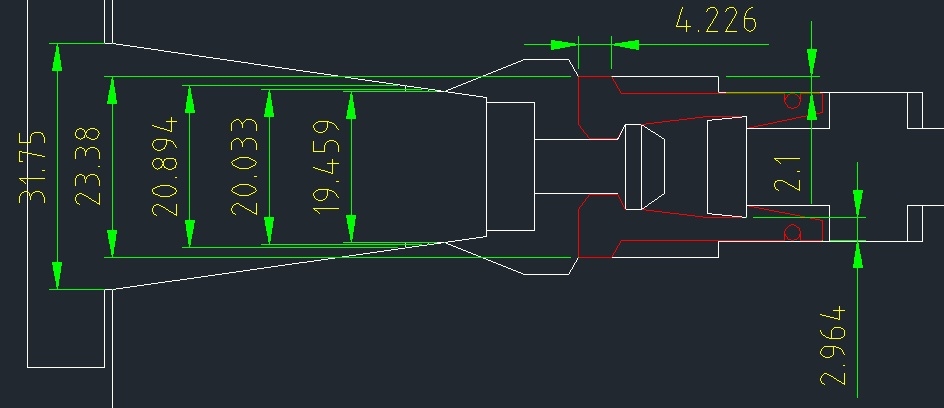
A to jest to zwężenie co mam na myśli kiedy zgolimy łapki. Nie będzie trzeba przesówać średnicy na stożku tak bardzo (jeśli w ogóle)

Ale poczekajmy może kolega dragon coś wykombinował ze swoim projektem. Czekamy
Jak na rysunku widać w najcieńszym miejscu łapki nają 2.9mm można je dać do 4mm powiększając średnicę gniazda o R=1mm.
Powiększając średnicę na stożku uzyskujemy następujące wartości:
Przy orginale 19.45mm możemy dać przecięcia na 2mm, mamy zapas ok0.05, można też lekko spiłować łapki od góry.
Przesunięcie o 2mm w lewo daje nam 20.03mm
Przesunięcie o 5mm od orginalnej daje nam 20.89mm, szparka 1,3mm (ta opcja dla mnie zabiera zbyt dużo powierzchni ze stożka)
W każdej opcji można zgolić zewnętrzne części łapek o jakieś 0,5mm co daje nam możliwość zmniejszenia szparek między łapkami. Trzeba tylko pamiętać aby zmniejszyć odpowiednio średnicę gniazda o tyle ile zgolimy łapki, ale tylko na długości 4,22mm resztę zostawić tak jak jest.
A to jest to zwężenie co mam na myśli kiedy zgolimy łapki. Nie będzie trzeba przesówać średnicy na stożku tak bardzo (jeśli w ogóle)
Ale poczekajmy może kolega dragon coś wykombinował ze swoim projektem. Czekamy






