Avalyah pisze: ↑07 maja 2023, 23:02
Malaxis pisze:do ładu z frezowaniem gwintów i ta metoda będzie wystarczająca do moich potrzeb.
A jaka tam filozofia? Przecież to zwykła spirala, jeśli tylko CAM wygeneruje kod to nie powinno być żadnego problemu.
No to muszę się tylko nauczyć jak się ten kod generuje i będzie maszyna gwintować

Jeśli chodzi o moment wrzeciona w zależności od obrotów to mam tylko takie dane:
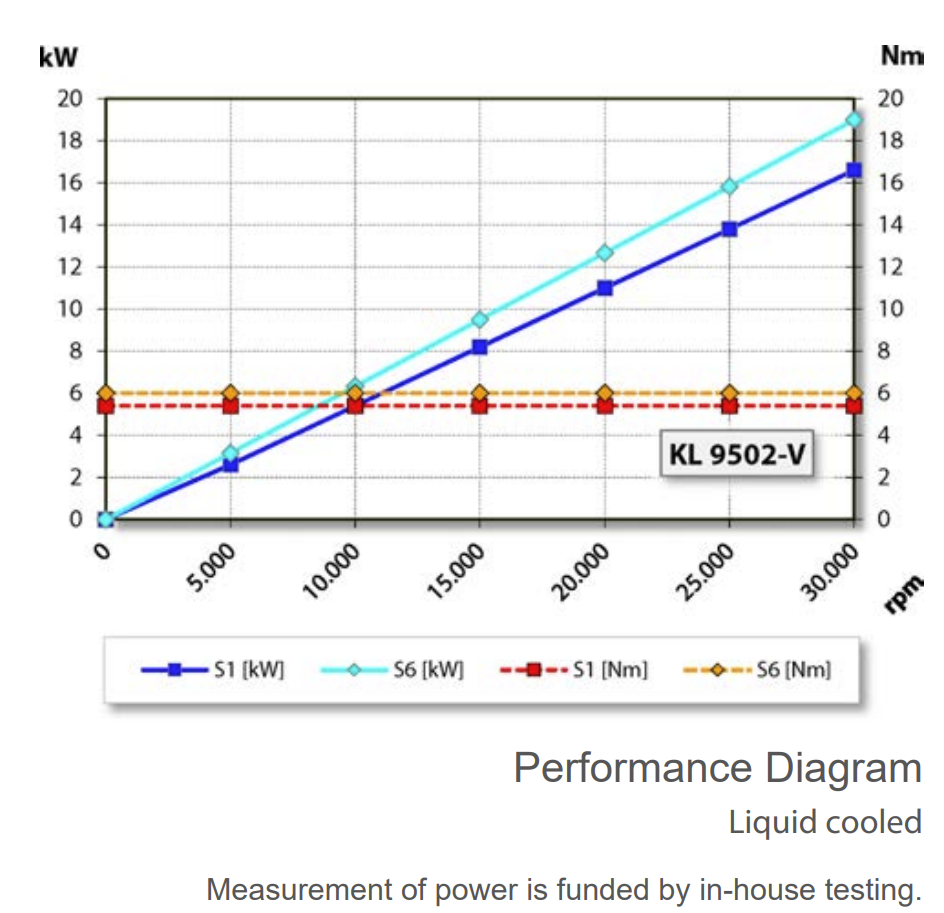
Dodatkowo, dowiedziałem się od poprzedniego właściciela że oryginalnie falownik do tego wrzeciona nie pozwalał na zejście na niższe obroty niż ~2000rpm więc raczej ciężko będzie z gwintowaniem na sztywno. Oprócz momentu obrotowego pojawia się też inny problem, nie jestem wstanie sprzęgnąć falownik wrzeciona z SZGH w taki sposób aby była możliwość synchronizacji wrzeciona z posuwami. Właściwie to falownik który mam da się tylko podłączyć do SZGH poprzez sygnał analogowy (Wymiany falownika na razie nie przewiduję) i tu też pojawiły mi się trudności.
Wykorzystałem PIN25_CN3 (0-10v) i PIN13_CN3 w SZGH do podpięcia pod wejście analogowe w falowniku:
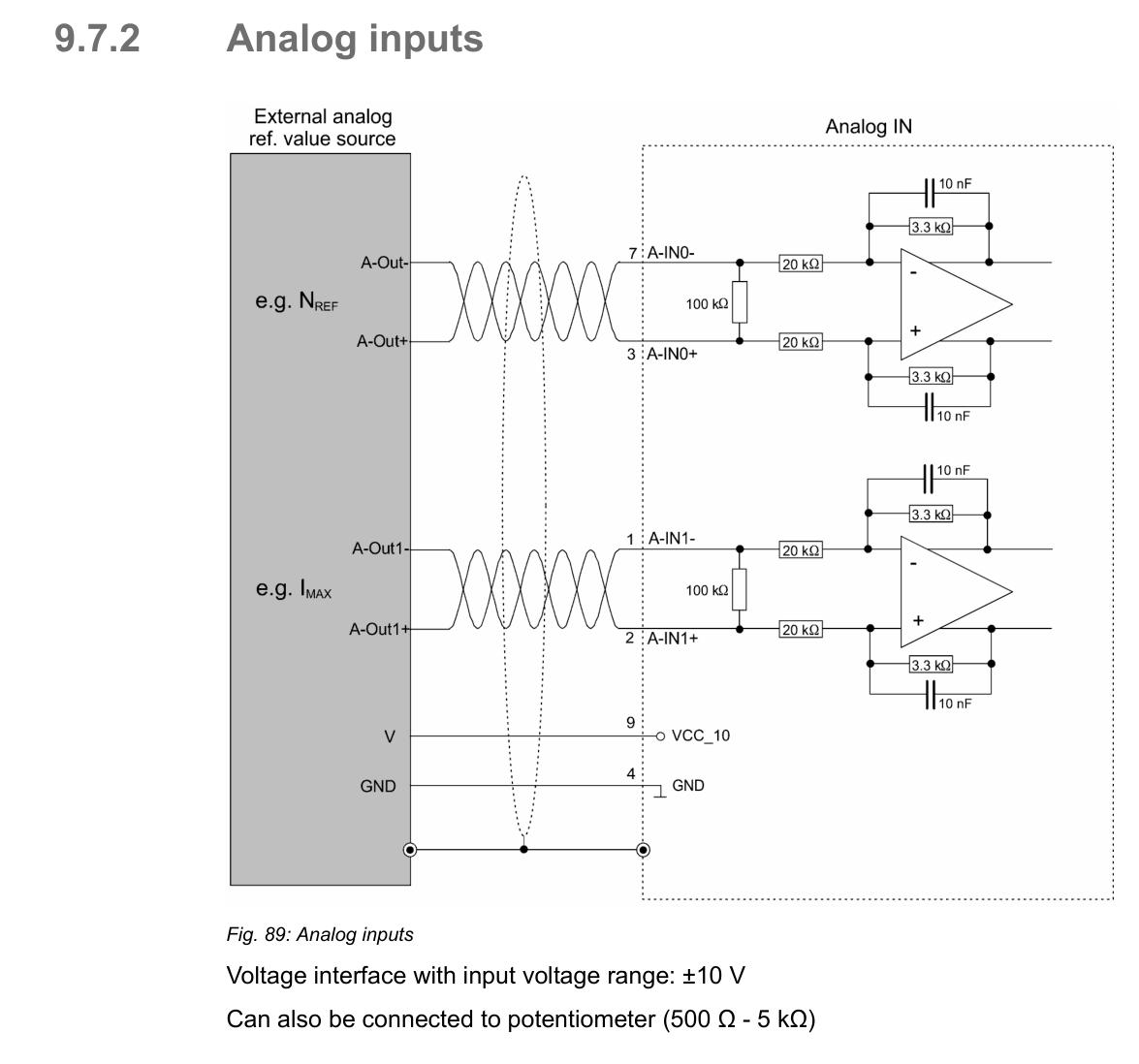
PIN25_CN3 <-> PIN3 A.IN0+
PIN13_CN3 <-> PIN7 A.IN0-
Skonfigurowałem parametr P42 tak że 10V = 30 000rpm oraz załączyłem komendę M41.
No i wrzeciono ruszyło
Ale...
Czy to jest poprawne podłączenie to nie mam pojęcia, SZGH nie grzeszy jakością dokumentacji w tej materii, może ktoś taki temat przerabiał i jest w stanie podesłać jakieś wskazówki?
Coś namieszałem elektrycznie, bo przy takim podłączeniu zauważyłem że SZGH przestało reagować na czujniki krańcowe (Na szczęście podłączyłem też krańcówki do serwopacków)




")




")
")







