



Kula na tokarce G71


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
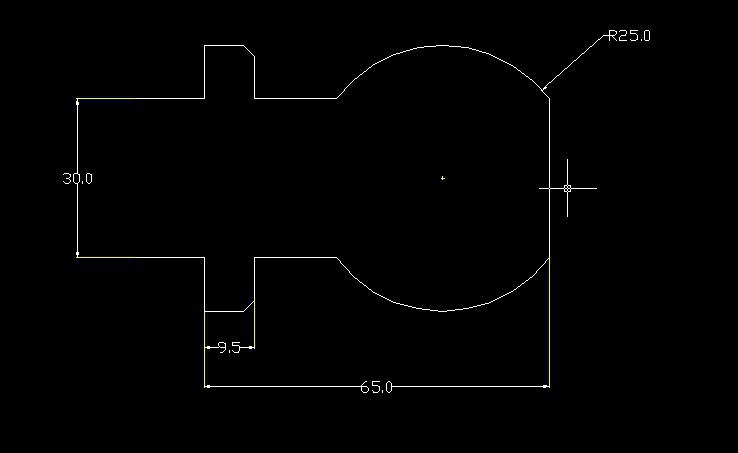
luk237 pisze:... Mam do zrobienia kulę i problem zaczyna się po zrobieniu pierwszego R. Pierwsza strona wychodzi idealnie a drugą ścina na raz korzystam z cyklu G71
G71 U1 R1
G71 P1 Q2 UO.5 WO.O2 F0.18
N1 GO X0
G1 Z0
G3 X20 Z-10 R10
N2 G3 X0 Z-20 R10
...
.... , ale w ostatniej wypowiedzi widzę , że wymiary i kształt kuli nagle się zmienia.luk237 pisze:Czyli znowu temat odbiega od pytania. Panowie czy istnieje jakiś cykl którym będę mógł toczyć w dół po zrobieniu promienia ???
Poniżej masz cykl G71 na Fanuc
https://zapodaj.net/91787ead27579.jpg.html
..... , Twoja maszyna tego cyklu nie ogarnia , czy masz problem z poprawnym napisaniem programu?
https://zapodaj.net/a3aa08d3077b9.jpg.html
....
G71 U1 R1
G71 P10 Q50 U0.5 F0.18
N10 ....
N20 ....
N30 ....
N40 ....
N50 ....
....
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
luk237
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 7
- Posty: 22
- Rejestracja: 17 cze 2015, 18:26
- Lokalizacja: Rybnik
Hej no może namieszałem troszkę, ten rysunek gdzieś znalazłem do przykładu. Mój problem polega na tym, iż jestem w stanie napisać cykl G71 od X0 do góry czyli x100 nie zależnie jaki kontur jaki promień. Problem zaczyna się gdy muszę napisać coś w dół czyli od x100 do x50 wtedy na maszynie wyskakuje błąd konturu. Może faktycznie czegoś nie rozumiem i źle pisze program
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
U mnie na Haas przy cyklu G71 obowiązuje pewna regułaluk237 pisze:Hej no może namieszałem troszkę, ten rysunek gdzieś znalazłem do przykładu. Mój problem polega na tym, iż jestem w stanie napisać cykl G71 od X0 do góry czyli x100 nie zależnie jaki kontur jaki promień. Problem zaczyna się gdy muszę napisać coś w dół czyli od x100 do x50 wtedy na maszynie wyskakuje błąd konturu. Może faktycznie czegoś nie rozumiem i źle pisze program
https://zapodaj.net/65f7986aa5d2f.jpg.html
.... , u Ciebie też tak jest.
p.s.
Pobierz załącznik i poczytaj.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
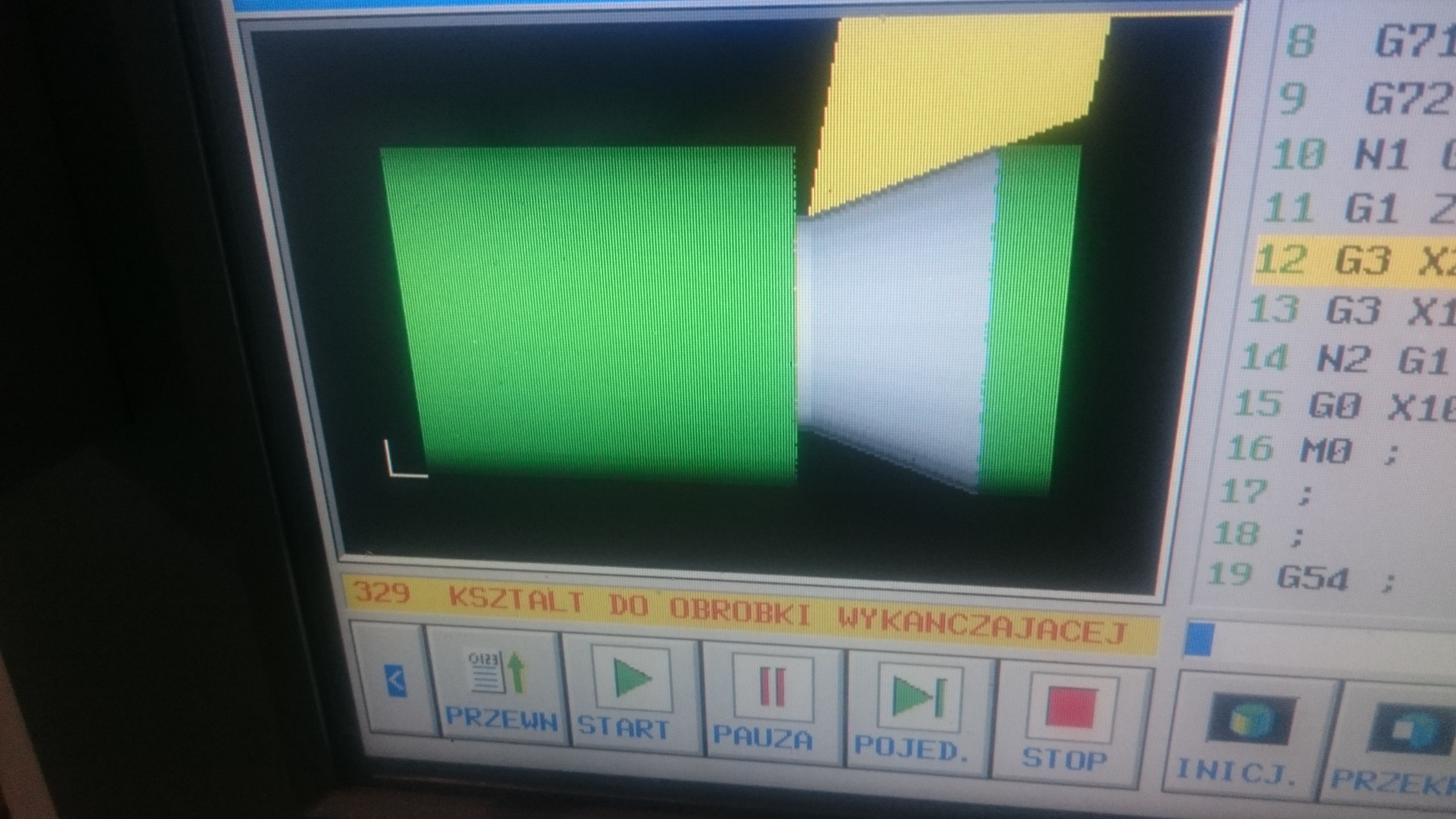
Program nic nie wniesie nowego do tematu.luk237 pisze:Czy mógłbyś napisać program na ten rysunek, który wcześniej dodałem, żebym mógł porównać.
Taki błąd jest u mnie na tokarce
.... mój pierwszy , jaki Tobie przedstawiłem z symulacją jest OK.
Problem u Ciebie polega na tym , że (przynajmniej widać to na symulacji) użyłeś niewłaściwego noża.
Takim jak wyżej widać w życiu tej kuli nie zrobisz.
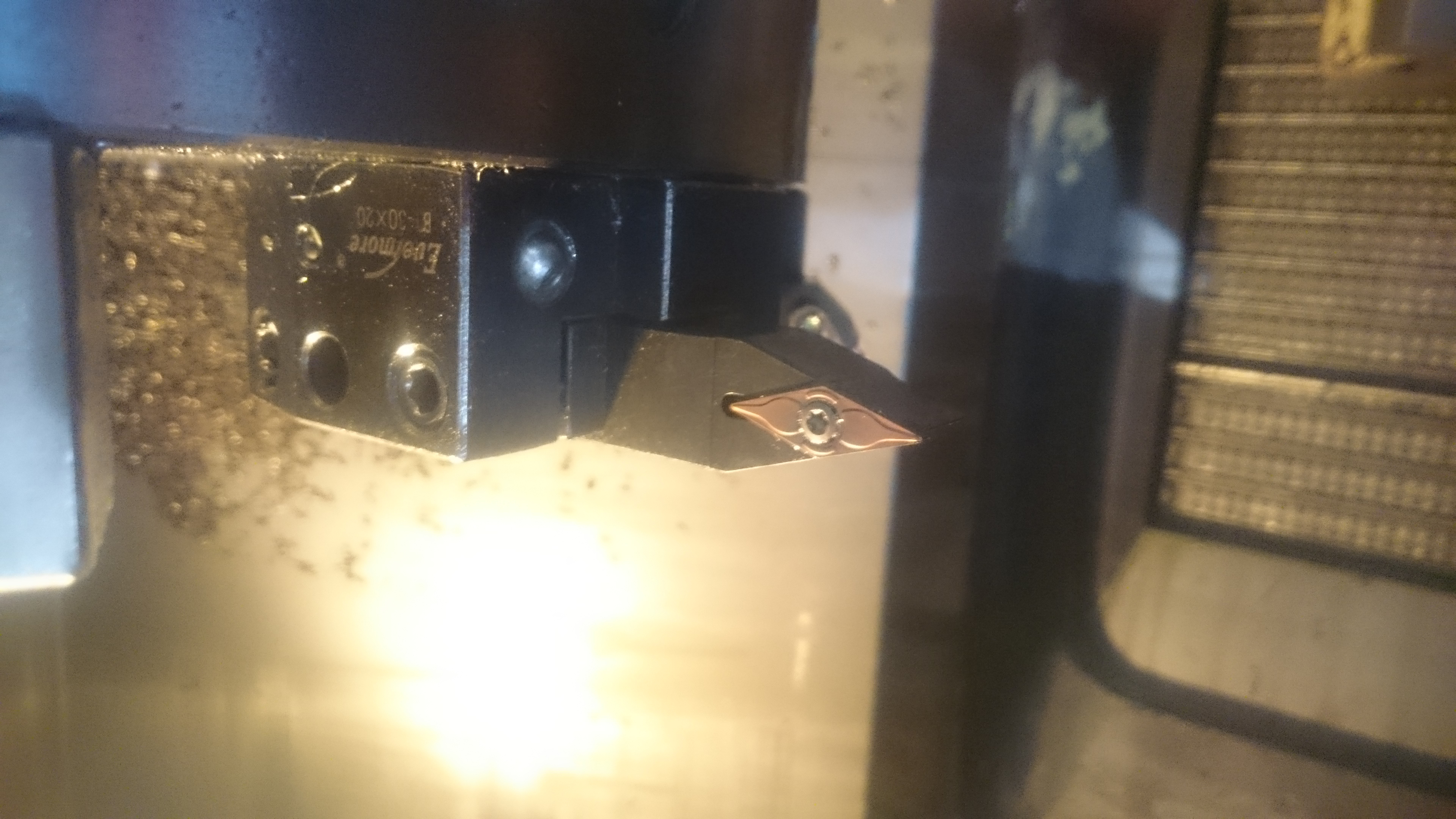
Jaką ma geometrię i kąty nóż , który używasz?
Foto mile widziane.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
luk237
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 7
- Posty: 22
- Rejestracja: 17 cze 2015, 18:26
- Lokalizacja: Rybnik
Hej dla mnie to jest kwestia tylko i wyłącznie cyklu G71, nie jestem w stanie w tym cyklu pójść w dół nie zależnie czy to kula czy jakaś faza. Pracowałem już na kilku tokarkach ze sterowaniem fanuc i zawsze problem jest ten sam nawet na starszych sterowaniach bez symulacji. Więc albo źle piszę program, że nie jestem w stanie pójść w dół albo cykl G71 nie jest w stanie po prostu już nie wiem. Sprawdziłem ustawienia i różne noże i jest lipa 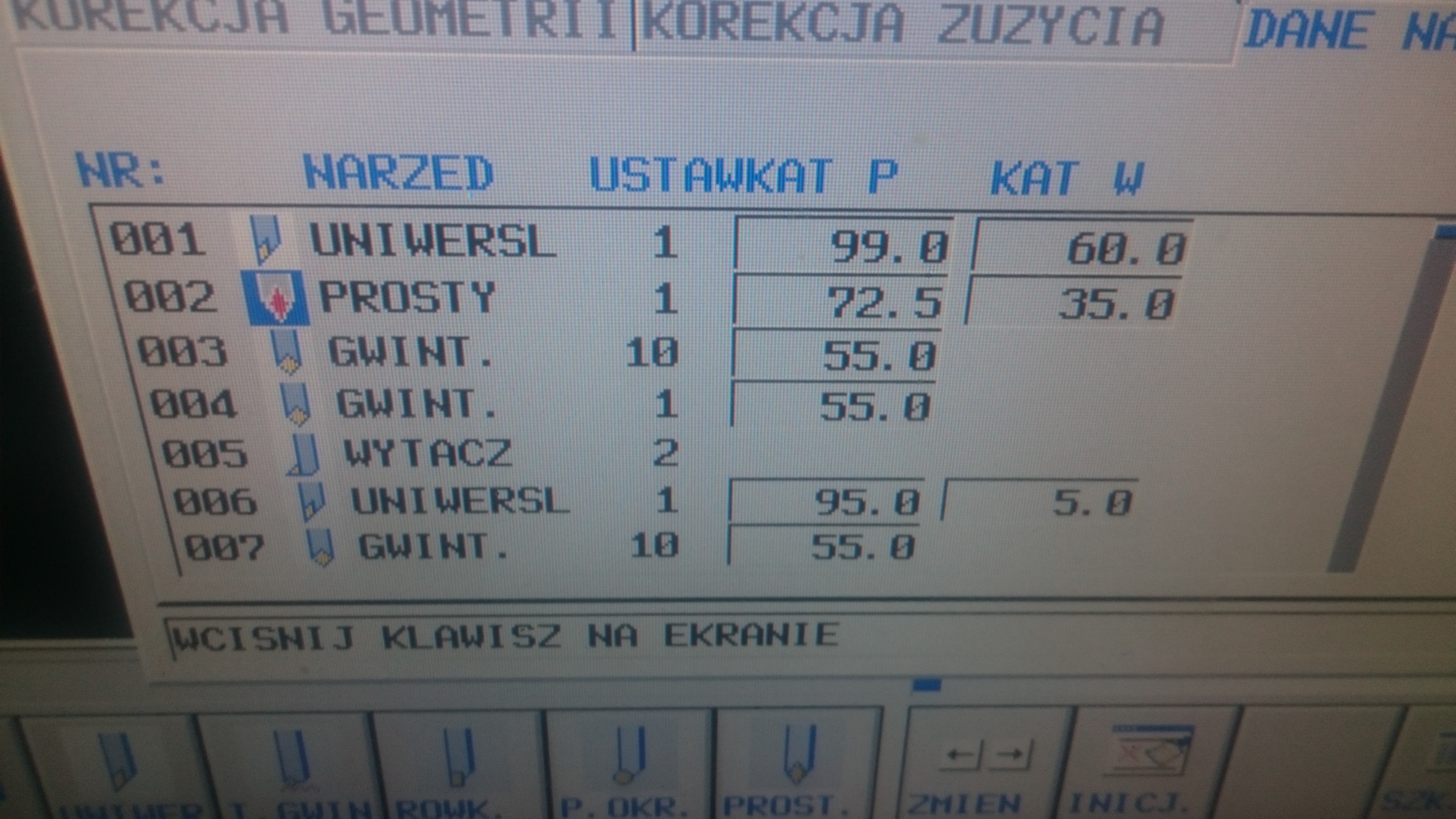
-
mateu5
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
kolego luk237 twój program na kulę jest ok, brakuje mu jedynie w bloku N1 współrzędnej "Z", jest ona wymagana jeśli wykonujemy wcięcia w materiał. Oczywiście musisz pamiętać, że G71 nie używa korekcji i musisz trochę zmodyfikować swój kontur żeby Ci nie wzięło za dużo, ale o tym już pisałem.
Poniżej książkowy przykład obróbki z wcięciem.
O001
N1 T0101
N2 G54
N3 G92 S3000
N4 G96 S200 M4
N5 G0 X86 Z3 M8
N6 G71 U2 R1
N7 G71 P8 Q17 U0 W0 F0.35
N8 G0 X56 Z2
N9 G1 Z0
N10 X60 Z-2
N11 Z-30
N12 X40 A210
N13 Z-130
N14 X76
N15 X80 Z-132
N16 Z-133
N17 X83
N18 G0 X200 Z200 M5
N19 M30
A książka na temat wcięć w cyklu mówi:
- części w cieniu może być maksymalnie 10
- pierwszy blok opisu profilu (blok po drugim G71) musi zawierać w swym wnętrzu zarówno X jak i Z
- pamiętać, że CNC w obróbce części w cieniu, nie bierze pod uwagę kompensacji promienia narzędzia.
Widzę kolego po zdjęciach, że masz manual guide, dlaczego więc nie wykorzystasz cykli właśnie z tej nakładki ? Są znacznie lepsze.
Poniżej książkowy przykład obróbki z wcięciem.
O001
N1 T0101
N2 G54
N3 G92 S3000
N4 G96 S200 M4
N5 G0 X86 Z3 M8
N6 G71 U2 R1
N7 G71 P8 Q17 U0 W0 F0.35
N8 G0 X56 Z2
N9 G1 Z0
N10 X60 Z-2
N11 Z-30
N12 X40 A210
N13 Z-130
N14 X76
N15 X80 Z-132
N16 Z-133
N17 X83
N18 G0 X200 Z200 M5
N19 M30
A książka na temat wcięć w cyklu mówi:
- części w cieniu może być maksymalnie 10
- pierwszy blok opisu profilu (blok po drugim G71) musi zawierać w swym wnętrzu zarówno X jak i Z
- pamiętać, że CNC w obróbce części w cieniu, nie bierze pod uwagę kompensacji promienia narzędzia.
Widzę kolego po zdjęciach, że masz manual guide, dlaczego więc nie wykorzystasz cykli właśnie z tej nakładki ? Są znacznie lepsze.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Tu przykład z Haas .... , ale nic nie szkodzi - przy tym cyklu reguły są takie same jak w Fanuc.
https://zapodaj.net/dbf4502cca7d3.jpg.html
https://zapodaj.net/d2caf7539a618.jpg.html
Mariusz.
https://zapodaj.net/dbf4502cca7d3.jpg.html
https://zapodaj.net/d2caf7539a618.jpg.html
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}