")
Postaram się na bierząco opisywać postępy prac. Więcej będzie jednak zdjęć niż opisów bo jednak więcej one tłumaczą. O projekt nie pytać - zarys całości jest w głowie conajwyżej rysunki blach są w dwg.
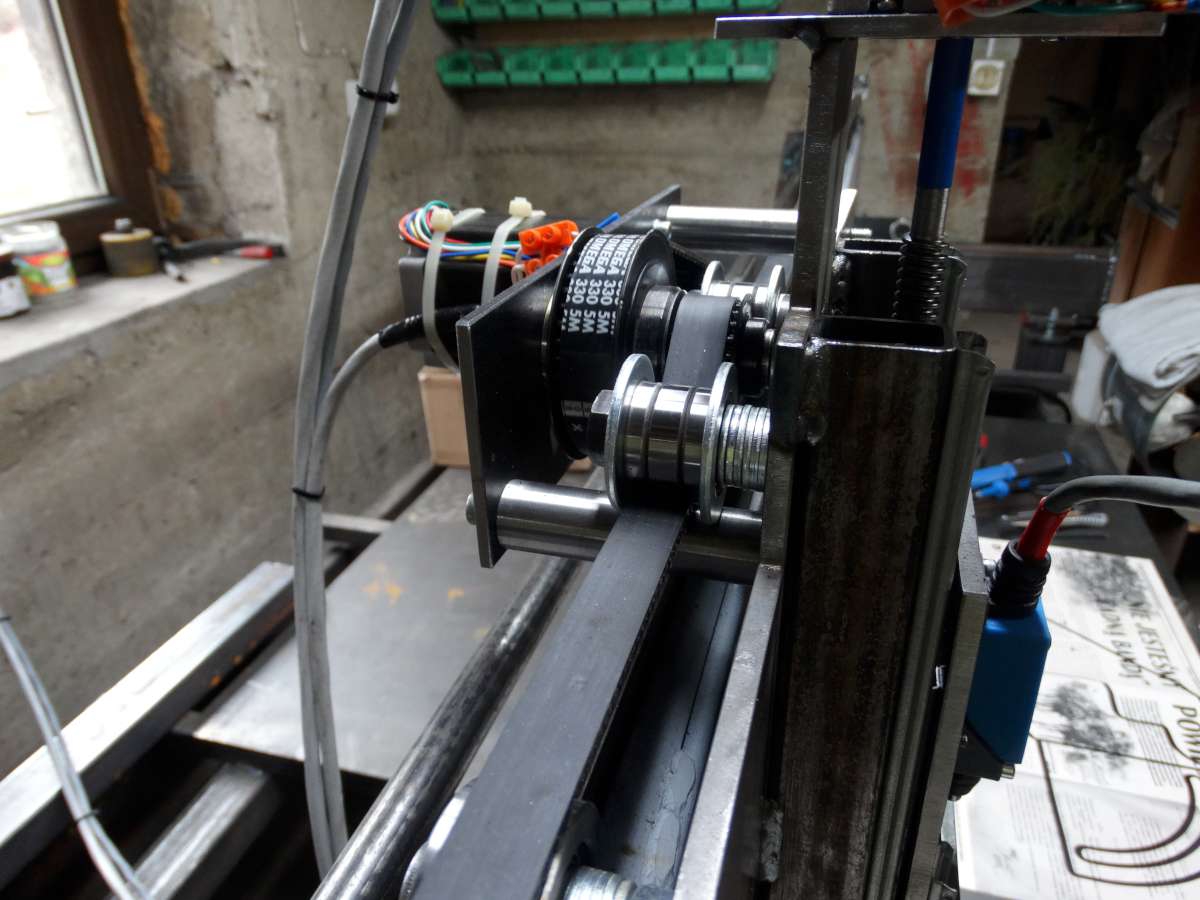
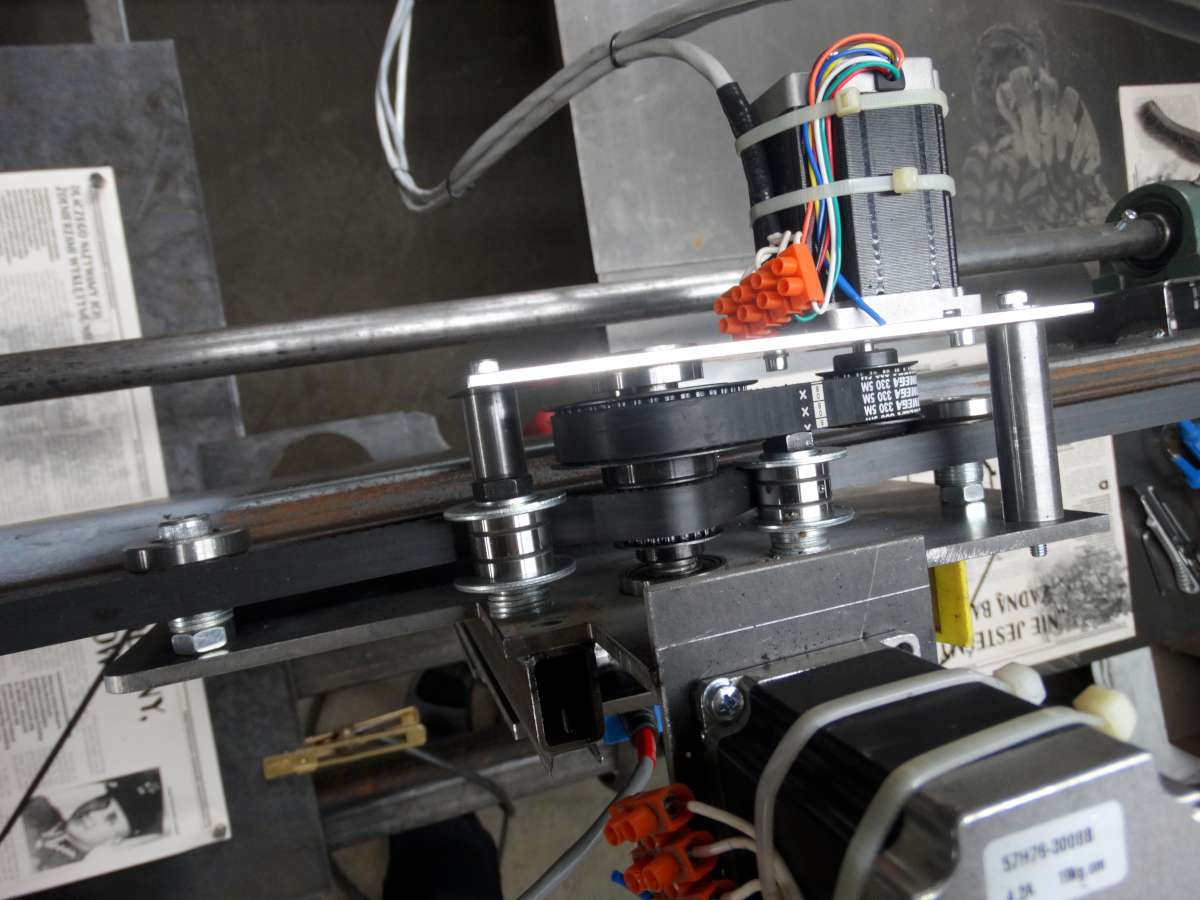
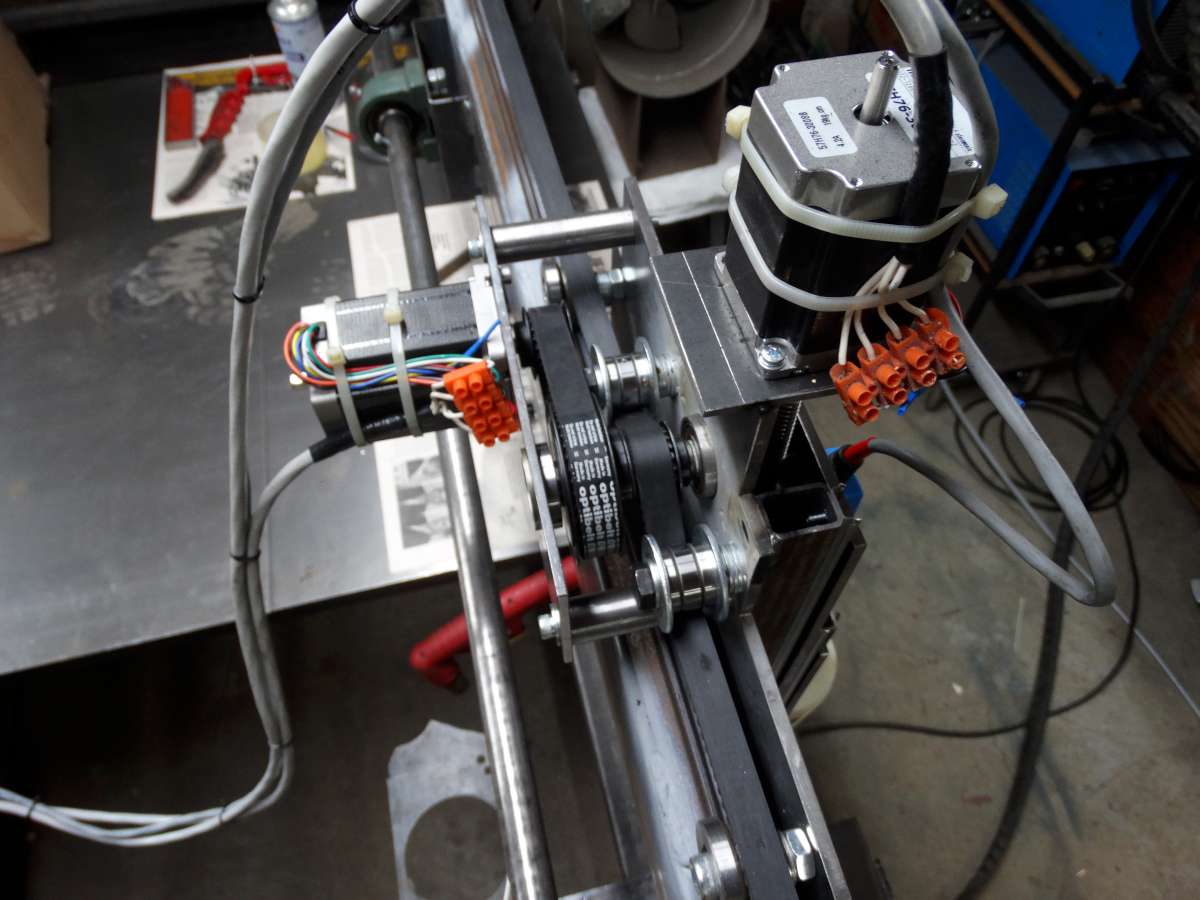
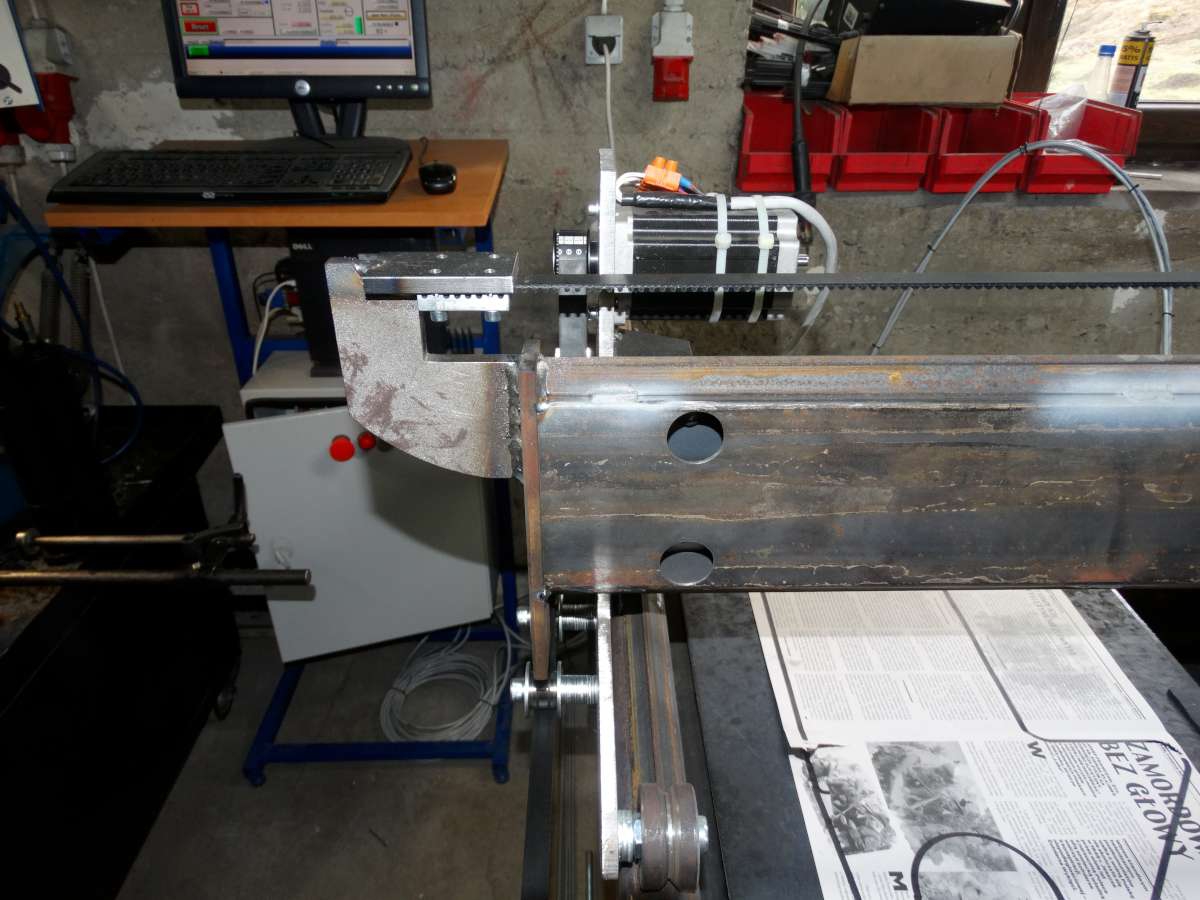
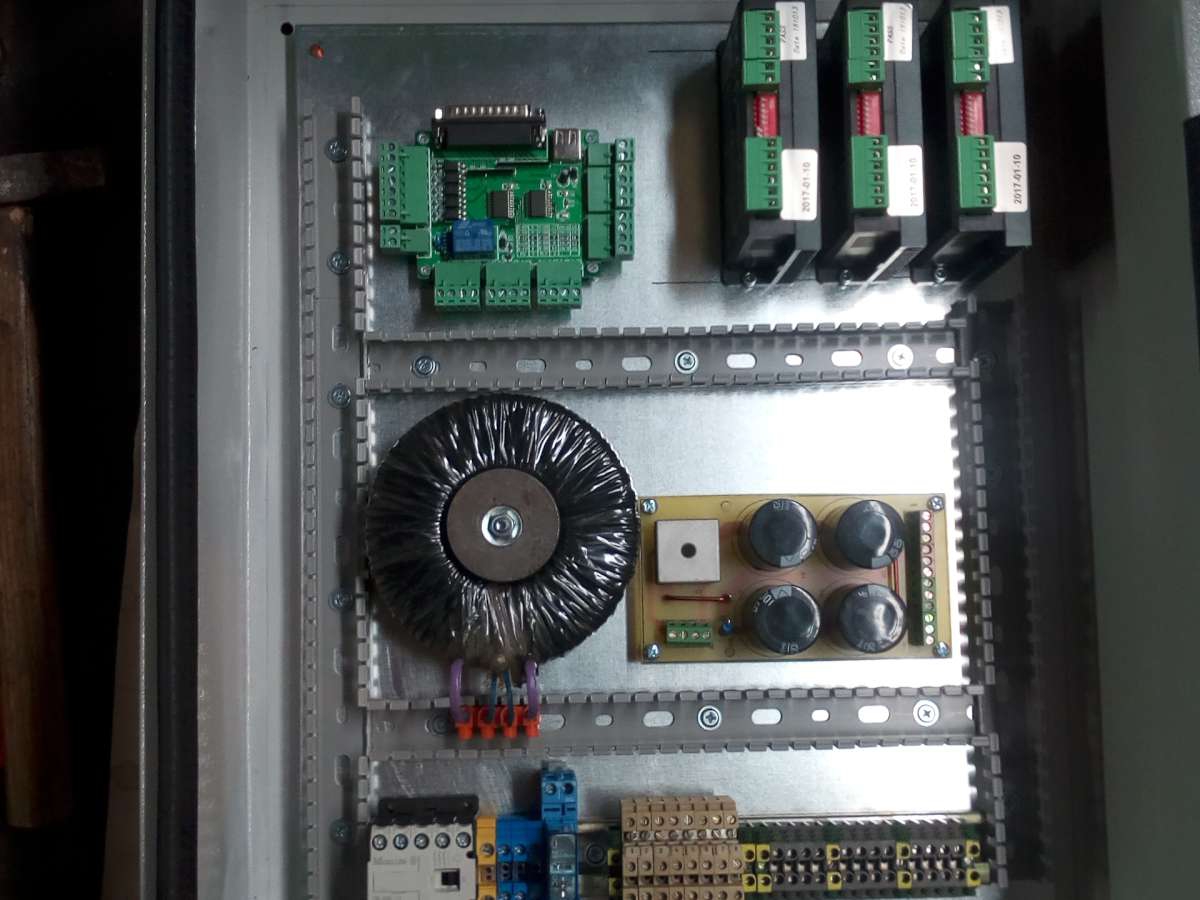
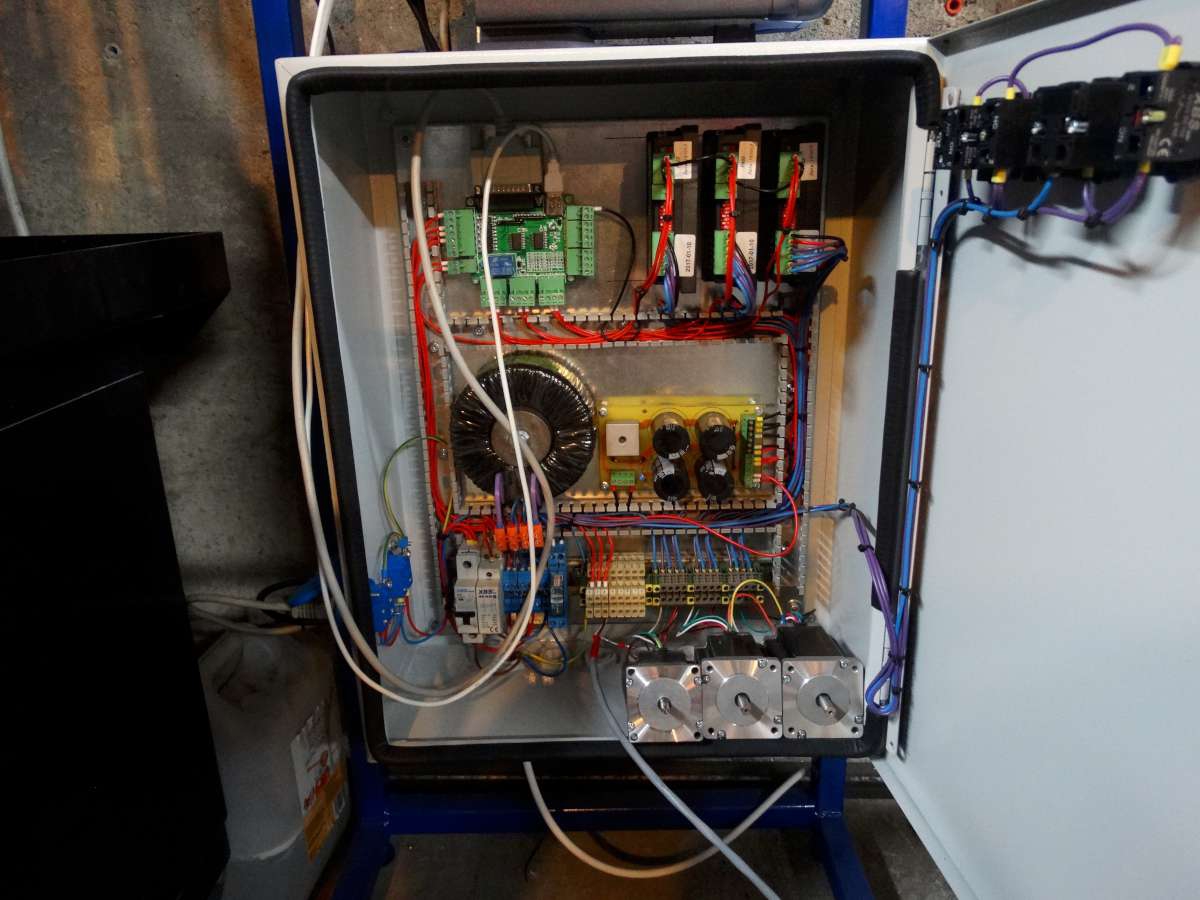
Sterowniki i silniki od Marka, płyta główna – padło na 5 osi z CNCprofi. Na napęd bramy (Y) 4,2 Nm z przekładnią 2:1, na karetkę (X) 3Nm z przekładnią 2:1, na Z-ce 1,9 Nm ze śrubą trapezową 12x3. W elektryce wykorzystałem maksymalnie zawartość własnych szafek żeby koszty obniżyć.



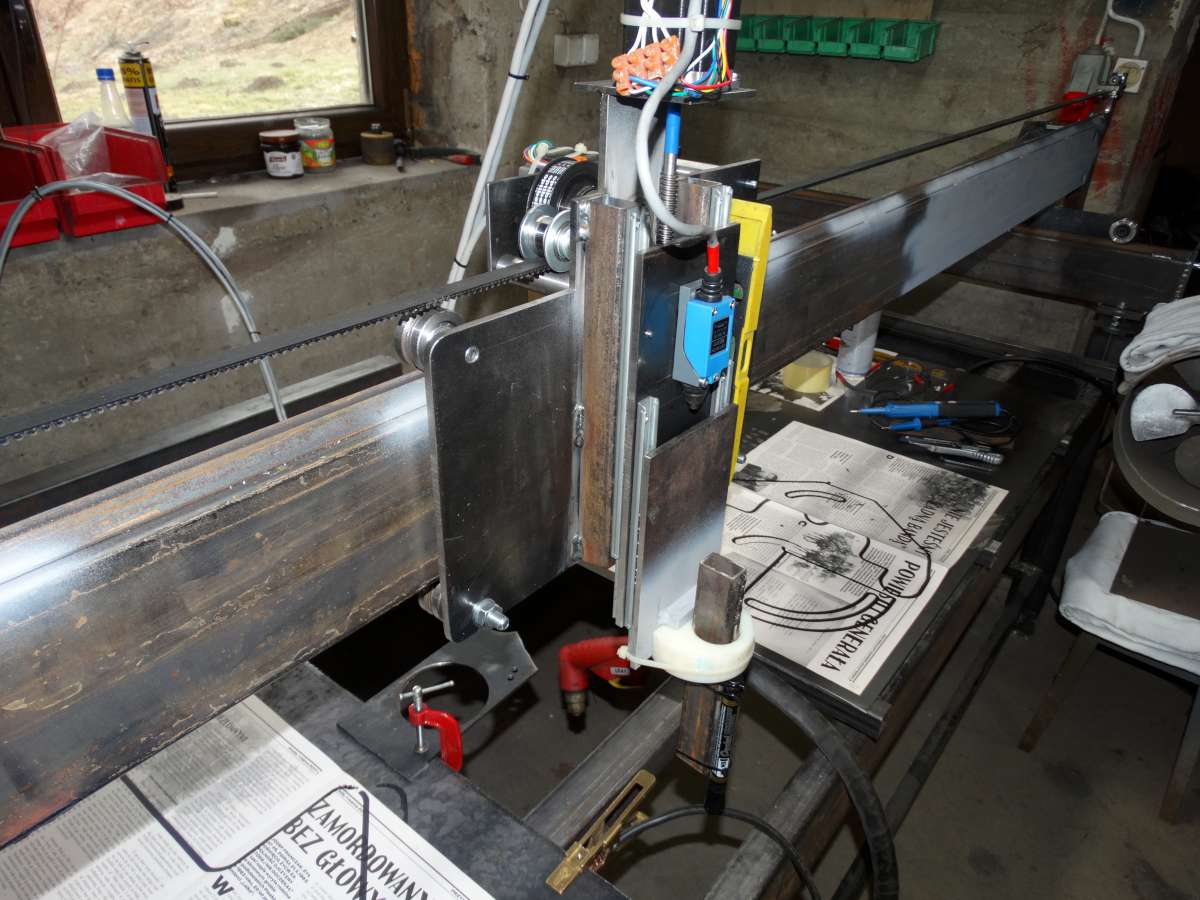
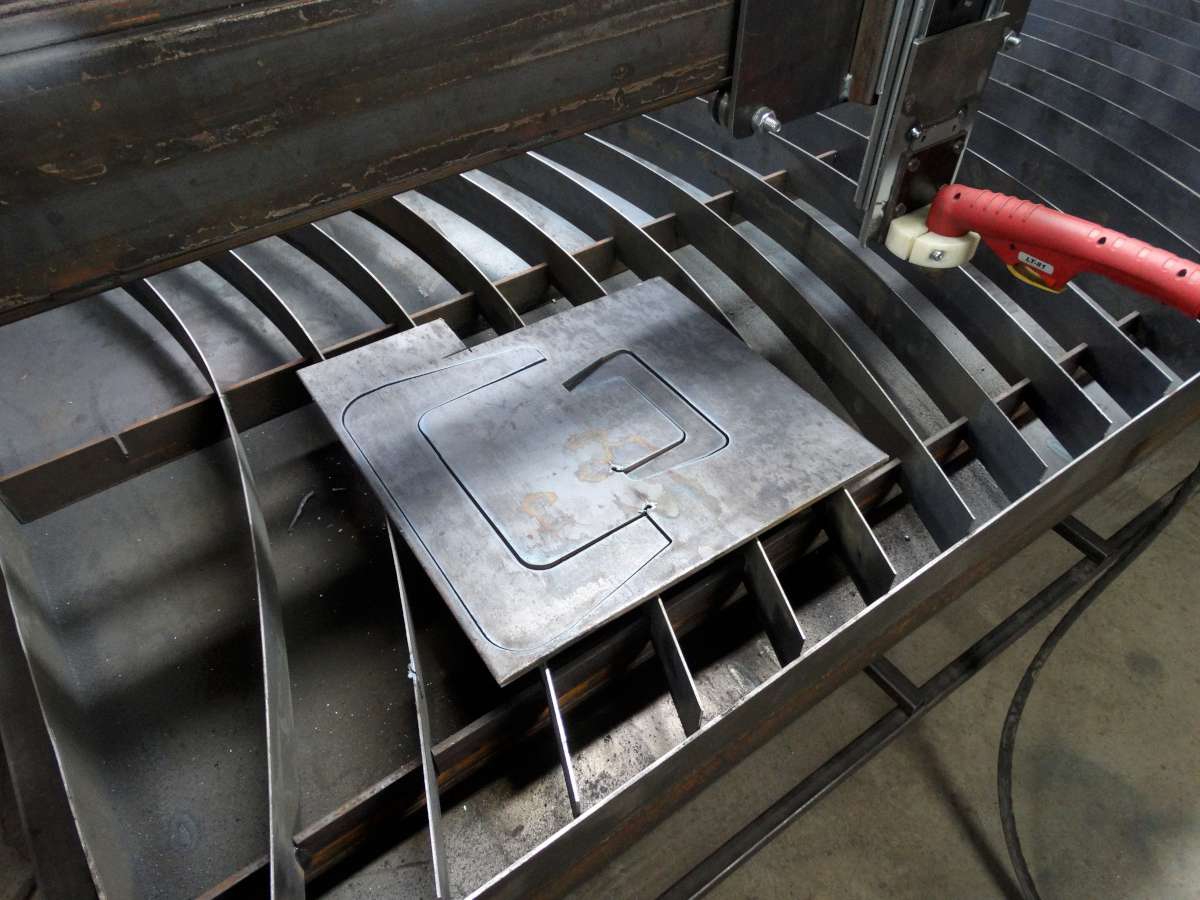
Rama nośna powstała z profili 80x80x4 i 120x40x5. Poziomowana jest na regulowanych stopach. Pod wannę powstała kratownica która jest odizolowana od reszty konstrukcji dystansami z poliamidu. Wanna dopiero w planie.




Prowadnice liniowe to postawiony w pryzmę kątownik 20x20. Brama i karetka będzie poruszać się na rolkach z V-rowkiem. Z-ta na prowadnicach szufladowych. Pływająca głowica.

Brama to profil 120x40x2 waga docelowa powinna się zamknąć w 45-50kg.








Tyle na dziś aktualizacja nastąpi a cały projekt planuję zamknąć do końca marca.



")
")