Pomoc w doborze tokarki narzedziowej CNC
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 9
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 16
- Posty: 17213
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Każdy zna swoje potrzeby i mozliwości. Ja tylko wyraziłem opinie że kupowanie tokarki uniwersalnej, tyle ze ze sterowaniem CNC , za prawie pół miliona nowych złotych do narzędziowni, uwazam za mało uzasadnione. To nie kombajn produkcyjny, który po krótszym czy dłuzszym czasie się zwróci. W narzędziowni ma robić dokładnie i w miare wygodnie ale czas wykonania nie jest najważniejszy. Sztywny panel sterowniczy z lewej strony nie ułatwia np. wjazdu nożem w srodek świeżo wylanej tulei ze stopem łożyskowym.
Pewnie napiszesz że do tego ma korbki ale to jakoś mało koszerne
A nowa maszyna to ile jest nowa ? Rok, dwa ?
Pewnie napiszesz że do tego ma korbki ale to jakoś mało koszerne
A nowa maszyna to ile jest nowa ? Rok, dwa ?
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
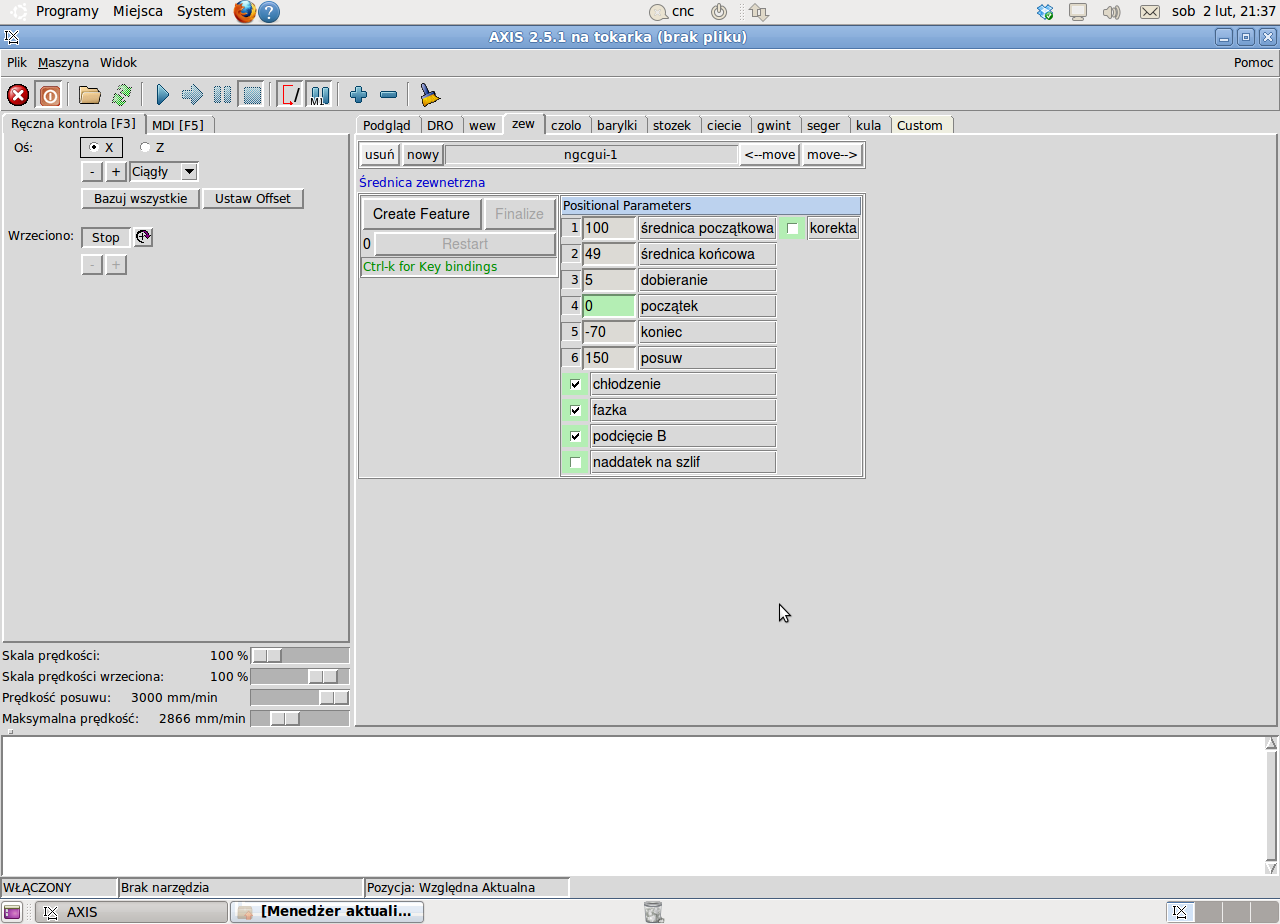
Taką filozofię działania akurat przyjąłem, pisząc procedurę. Chodzi między innymi o swobodę doboru noży w zależności od tego, co się aktualnie wykonuje.wieslawbarek pisze:No to widzę że EMC składa tak jakby kontur z pojedyńczych elementów czyli tam widzę najpierw planuje potem np. toczy wzdłużnie potem fazy itp??
Jest gotowy zestaw procedur, które jadą cały zaplanowany kontur na raz, ale jeszcze tego nie wypróbowałem.
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
No to widzę że użytkownicy Macha na tokarce trochę zazdroszczą ja na tokarce Macha nie mam ale z tego co widziałem tam są jakies pojedyncze elementy które trzeba poskładać w kupę .
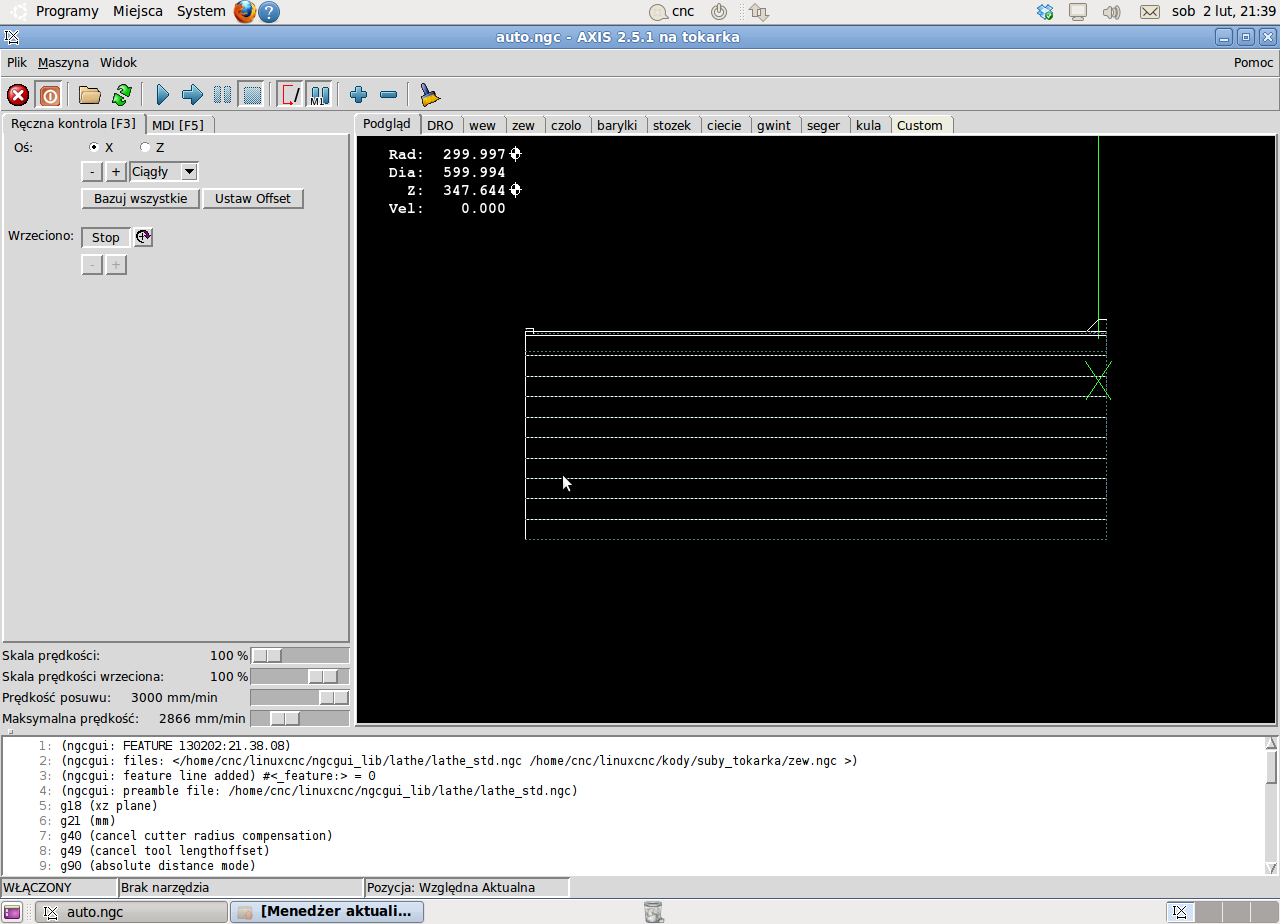
A teraz co do porównania funkcjonalności EMC i profesjonalnych sterowań jak mówił klasyk błogosławieni co nie widzieli a uwierzyli(kurcze jak się to pisze ) taki profil to wykonuję na tokarce za pomocą cyklu G71 niby to się nazywa cykl obróbki zgróbnej ale u mnie obrabia na gotowo i nie trzeba wypełniać tyle okienek
A teraz co do porównania funkcjonalności EMC i profesjonalnych sterowań jak mówił klasyk błogosławieni co nie widzieli a uwierzyli(kurcze jak się to pisze ) taki profil to wykonuję na tokarce za pomocą cyklu G71 niby to się nazywa cykl obróbki zgróbnej ale u mnie obrabia na gotowo i nie trzeba wypełniać tyle okienek
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 18
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Przy robocie przeciętnie wypełniam 5 - 8 pozycji formularza jednorazowo, co pozwala mi zrobić splanowanie czoła, przetoczenie surówki na żądany wymiar fi, i wykonać czop, również stożkowy, oraz dowolnie ukształtowane fazki na czopie i na wale. O takich pierdułkach jak podcięcia według norm nie wspominając. Ze dwa miesiące już zupełnie nie tykam G-code.