Powinno być (na przykład) :
Kod: Zaznacz cały
G0 z3
G0 x45 y25
G0 z0
G1 z-5Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
")
Ja to napisałem tak na próbę i chciałbym to wyfrezować.Tak jak napisał MIKI żebym zapisał to jako plik w katalogu nc files.Tylko gdzie mam to napisać aby zapisać(ale namieszałem)MlKl pisze:To już ci się wykona. Numerowanie linii można zapisać przez Nxxx, albo całkowicie pominąć, program sam sobie je policzy. Dla ruchu roboczego trzeba jeszcze podawać parametr f - szybkość posuwu roboczego. Można raz na całą operację, albo w każdej linijce z G1, G2 albo G3.Kod: Zaznacz cały
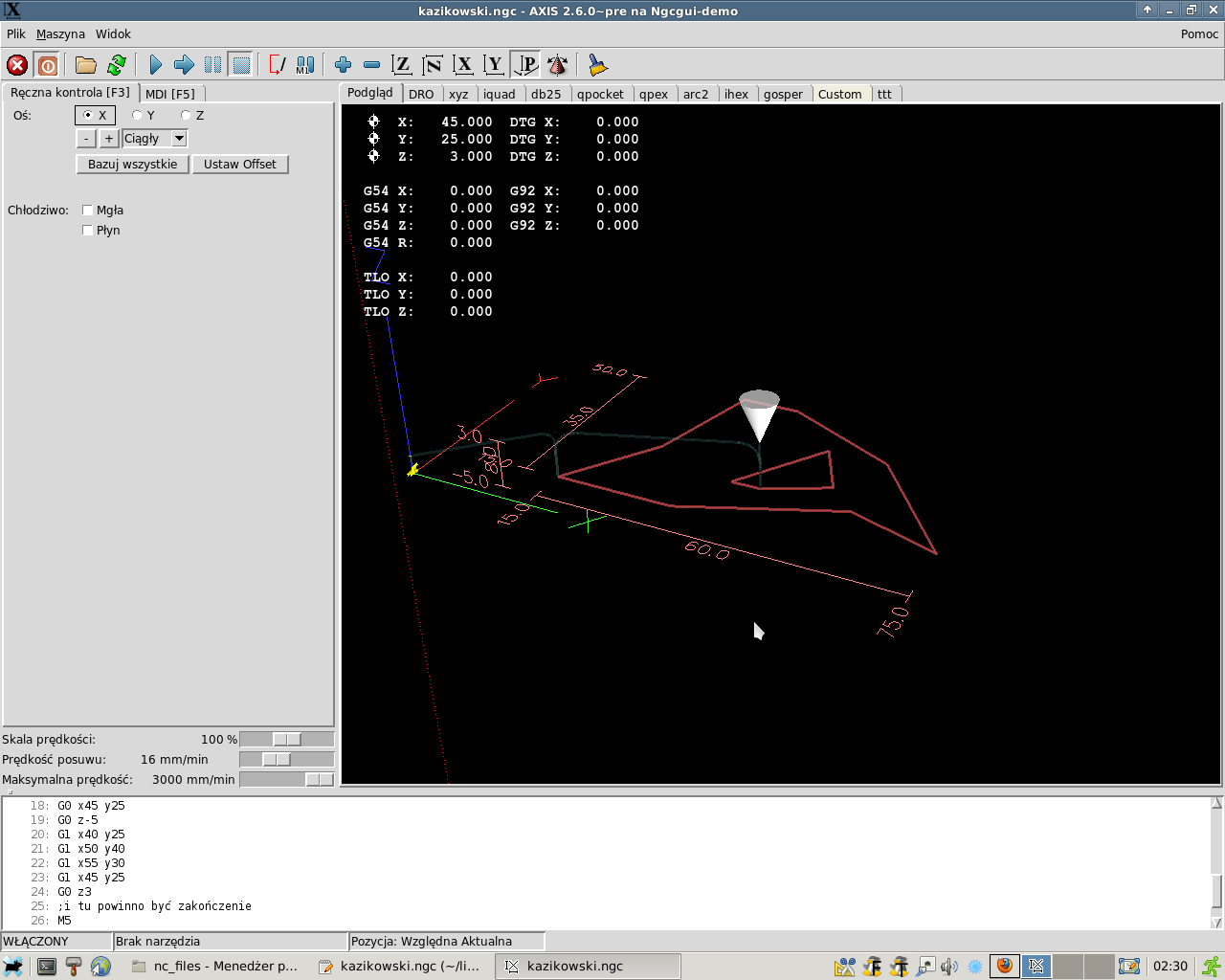
G21 G90 G0 z3 G17 M3 S10000 G0 x15 y15 G0 z-5 G1 x25 y30 f100 G1 x30 y50 G1 x40 G1 x60 y40 G1 x75 y20 G1 x60 y25 G1 x35 y15 G1 x15 y15 G0 z3 G0 x45 y25 G0 z-5 G1 x40 y25 G1 x50 y40 G1 x55 y30 G1 x45 y25 G0 z3 ;i tu powinno być zakończenie M5 M2
Zapisujesz to jako plik w katalogu nc_files i wciągasz do LinuxCNC poprzez naciśnięcie klawisza O i wybranie tego pliku. Plik ma mieć rozszerzenie .ngc czyli np plik.ngc będzie poprawną nazwą.

")
Po pierwsze popraw te zjazdy w dół.kazikowski pisze: Ja to napisałem tak na próbę i chciałbym to wyfrezować.Tak jak napisał MIKI żebym zapisał to jako plik w katalogu nc files.Tylko gdzie mam to napisać aby zapisać(ale namieszałem)
Kod: Zaznacz cały
G0 z-5Kod: Zaznacz cały
G0 z0
G1 z-5Kod: Zaznacz cały
G0 z0
F100
G1 z-5
F200Kod: Zaznacz cały
gedit