




")
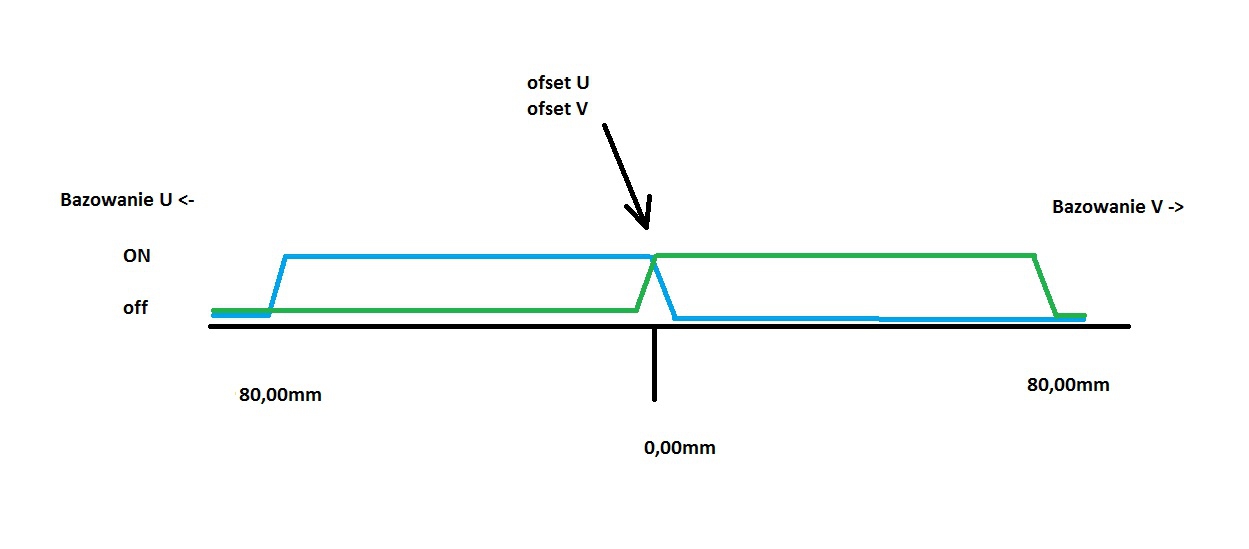
Jedna robi za Home druga za indeks niby enkodera?kamar pisze:Drugi dzień walczymy z bazowaniem osi na dwóch krańcówkach jednocześnie.
Czy:
Punk bazowania Home jest punktem przełączenia krańcówek stan niski na wysoki_|¯ i drugiej stan wysoki na niski ¯|_ ??
Jak rozwiązujesz problem histerezy krańcówek?


")
")
")







