




metoda łapania śladów przez alvara dobra
ale skrobak to pilnik wygiety jak pogrzebacz pod katem prostym, więc nic dziwnego ze go łapki bolą, a gdzie fotka z kwadratem pomiarowym ?
jesli proste powerzchnie to fakt wpierw warto wrzucic je na szlifierke a potem doskrobac
jesli chodzi o chinskie zeliwo - hym, smierdzi i sie sypie jak najgorszej jakości odlew o bardzo cienkich sciankach
a było zabezpieczone tym obrzydliwym czerwonym smarem ? a zielony pająk był w środku ?
Wiertarko-frezarka Bernardo FM45 na CNC


-
 Alvar4
Alvar4
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 30
- Posty: 1361
- Rejestracja: 18 sie 2010, 10:58
- Lokalizacja: Okolice Łodzi
Jak bym miał szlifierkę to bym wrzucił. A woził tego na szlifierkę nie będę bo to są koszty a budżet jest raczej niewielki i potem wyjdę na zero albo zostanę z maszyną  . Zostaje mi skrobanka. Ale i tak się cieszę że coś poprawię w tym urządzeniu bo mizernie to wyglądało a i obawy miałem czy mi się uda poprawić doleganie bo jam ino amator miziania jestem.
. Zostaje mi skrobanka. Ale i tak się cieszę że coś poprawię w tym urządzeniu bo mizernie to wyglądało a i obawy miałem czy mi się uda poprawić doleganie bo jam ino amator miziania jestem.
W sumie najbardziej się obawiam samego stołu bo jaskółka pod nim to tylko przefrezowana jest i powierzchnia jak tarka. Akurat tego normalnie nie widać a kupującemu by do głowy nie przyszło żeby patrzeć od spodu stołu czy prowadnica jest ładnie wyskrobana.
Maszynka jest już trochę używana bo ma jakieś 3 lata ale raczej niewiele popracowała. Smar był ale już nasz zwykły zielony. Zielonego pająka nie było.
W sumie najbardziej się obawiam samego stołu bo jaskółka pod nim to tylko przefrezowana jest i powierzchnia jak tarka. Akurat tego normalnie nie widać a kupującemu by do głowy nie przyszło żeby patrzeć od spodu stołu czy prowadnica jest ładnie wyskrobana.
Maszynka jest już trochę używana bo ma jakieś 3 lata ale raczej niewiele popracowała. Smar był ale już nasz zwykły zielony. Zielonego pająka nie było.

-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
popatrz na to..Alvar4 pisze:W sumie najbardziej się obawiam samego stołu bo jaskółka pod nim to tylko przefrezowana jest i powierzchnia jak tarka.
http://www.chipmaker.ru/topic/126278/page__st__200
http://www.chipmaker.ru/topic/126278/page__st__220
pozdrawiam,
Roman
Roman
")



-
Alvar4
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 30
- Posty: 1361
- Rejestracja: 18 sie 2010, 10:58
- Lokalizacja: Okolice Łodzi
Frezarka którą przerabiam i poprawiam ma docelowo pracować frezami 4mm w stalach jakościowych i tytanie. Nie będzie na niej orane głowiczkami na płytki tylko dziubdziane takimi piździkami. Detale cięte też nie muszą być w mikronowej tolerancji. Ja tam jestem dobrej myśli. Kilka terapii skrobakiem i wyprowadzi się ją na prostą.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Tu co prawda optium http://awknives.blogspot.com/2014/09/ma ... gning.html ale wrzeciono po 4h się podobno bardzo mocno nagrzewa i trzeba robić przerwy w pracy. Ja stawiam na kiepskie łożyska i sądząc po skrobance, to coś zrobić równie trzeba będzie z tym bernardo...
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 12309
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
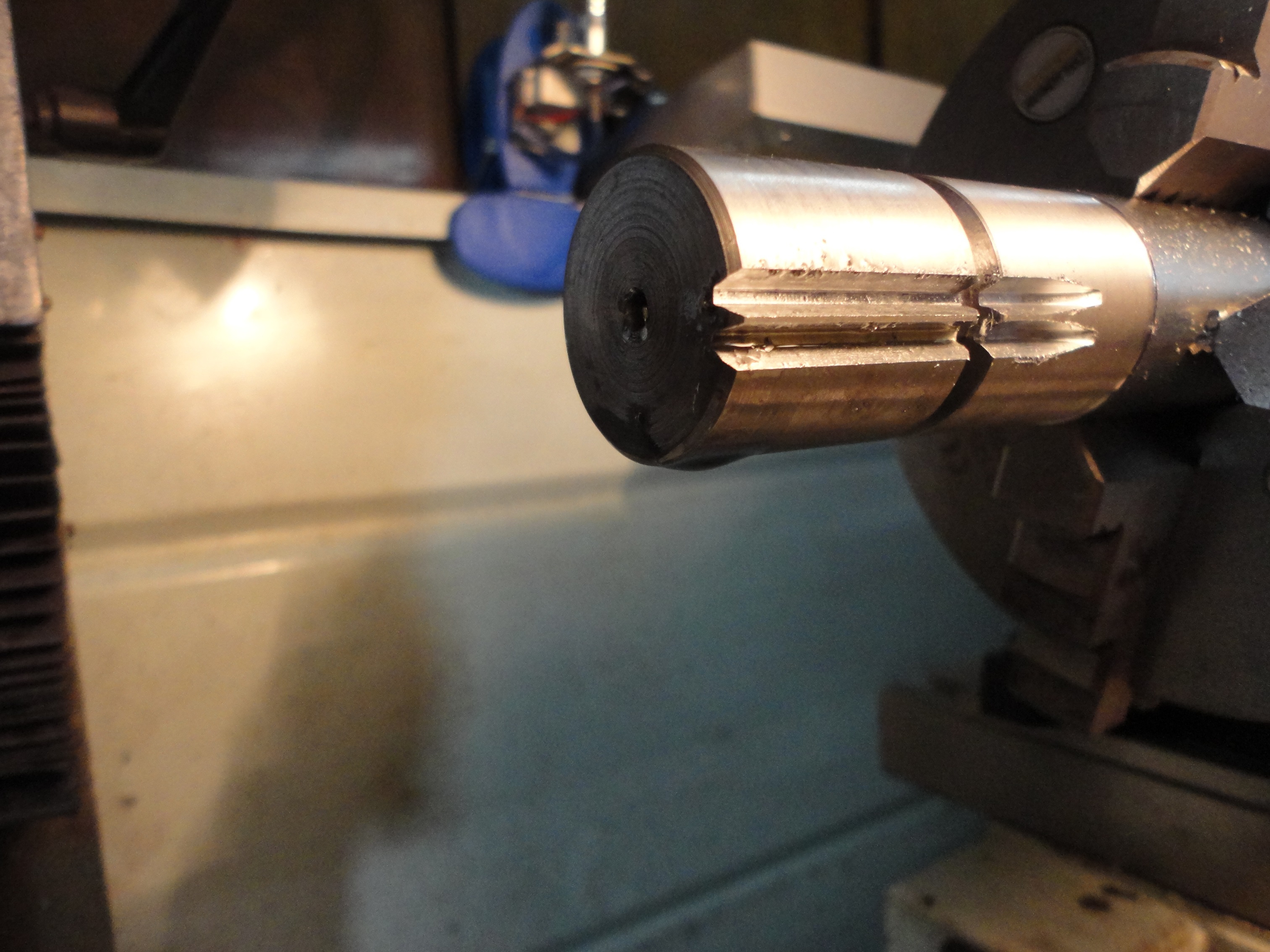
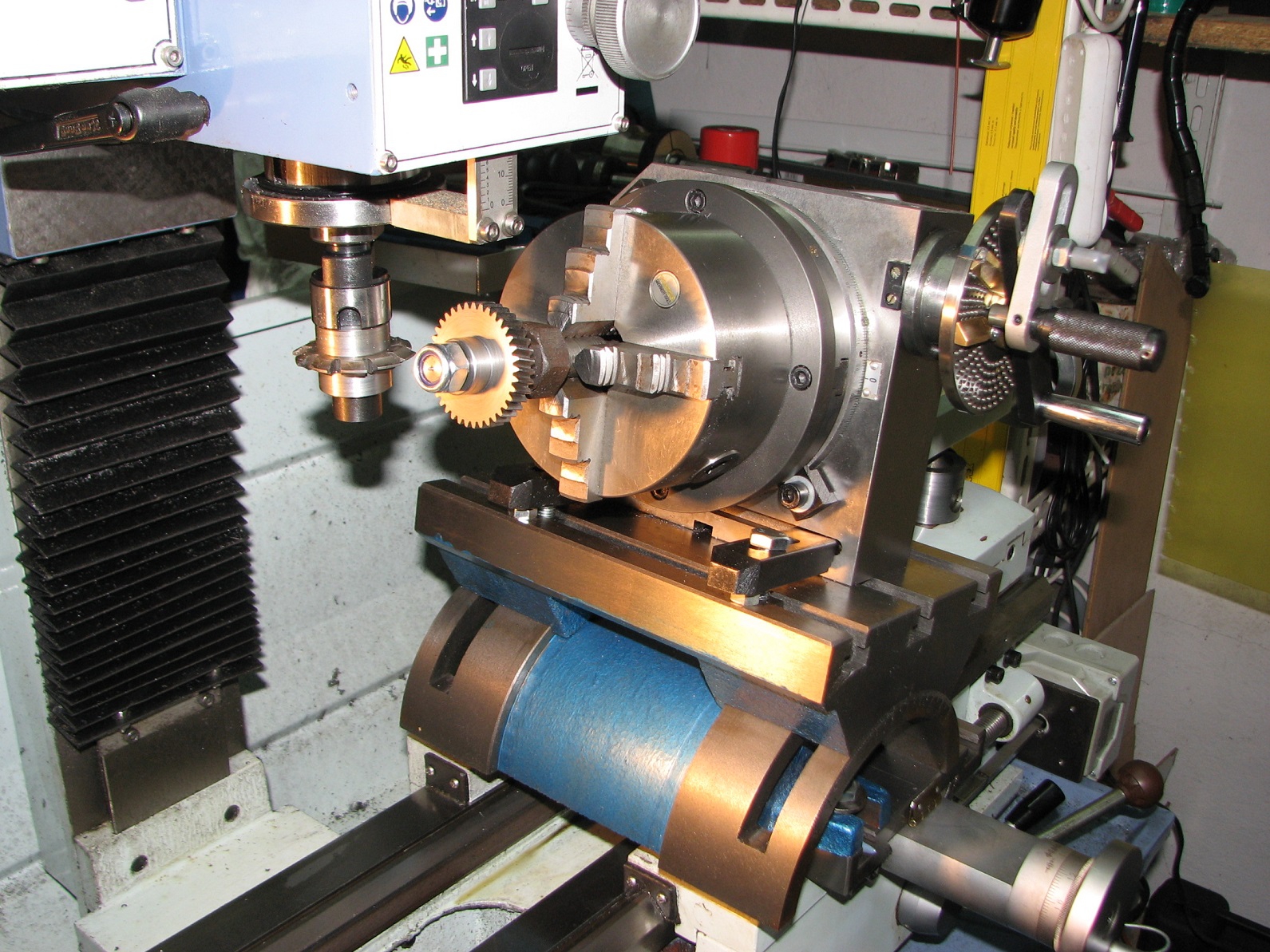
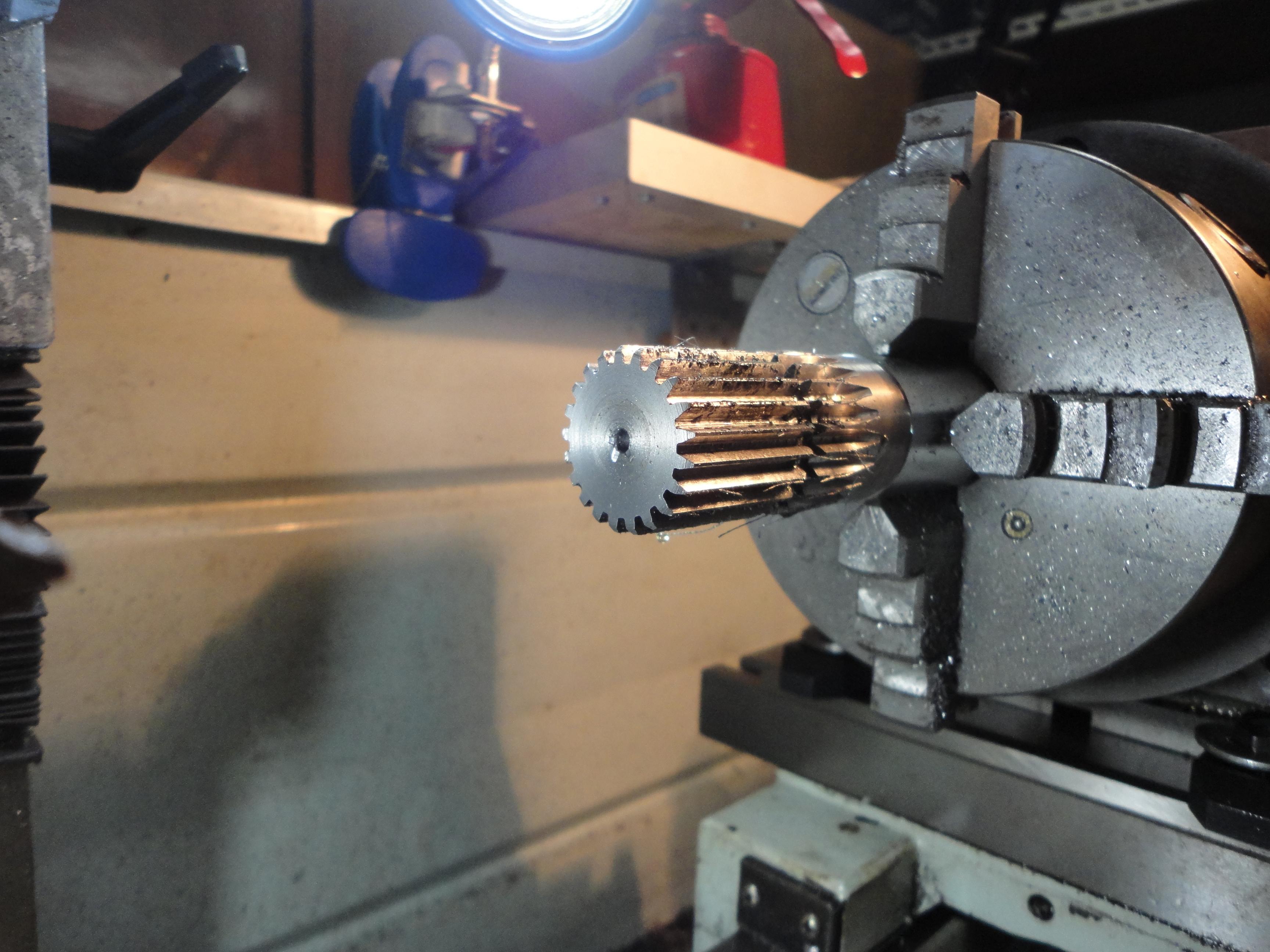
u mnie z początku też się grzał wrzeciennik(potem po dosmarowaniu przestał), ale wydawało mi się, że bardziej mogły to być łożyska kulkowe przekładni L-H (podaję też linki do foto, bo wklejone z netu zdjęcia jakoś znikają i zostaje po nich tylko{ALT}?)syntetyczny pisze: wrzeciono po 4h się podobno bardzo mocno nagrzewa i trzeba robić przerwy w pracy.

lub sprzężonego z nią zabieraka wałka wielowypustowego wrzeciona,

niż łożyska stożkowe wrzeciona osadzone w samej tulei wysuwnej

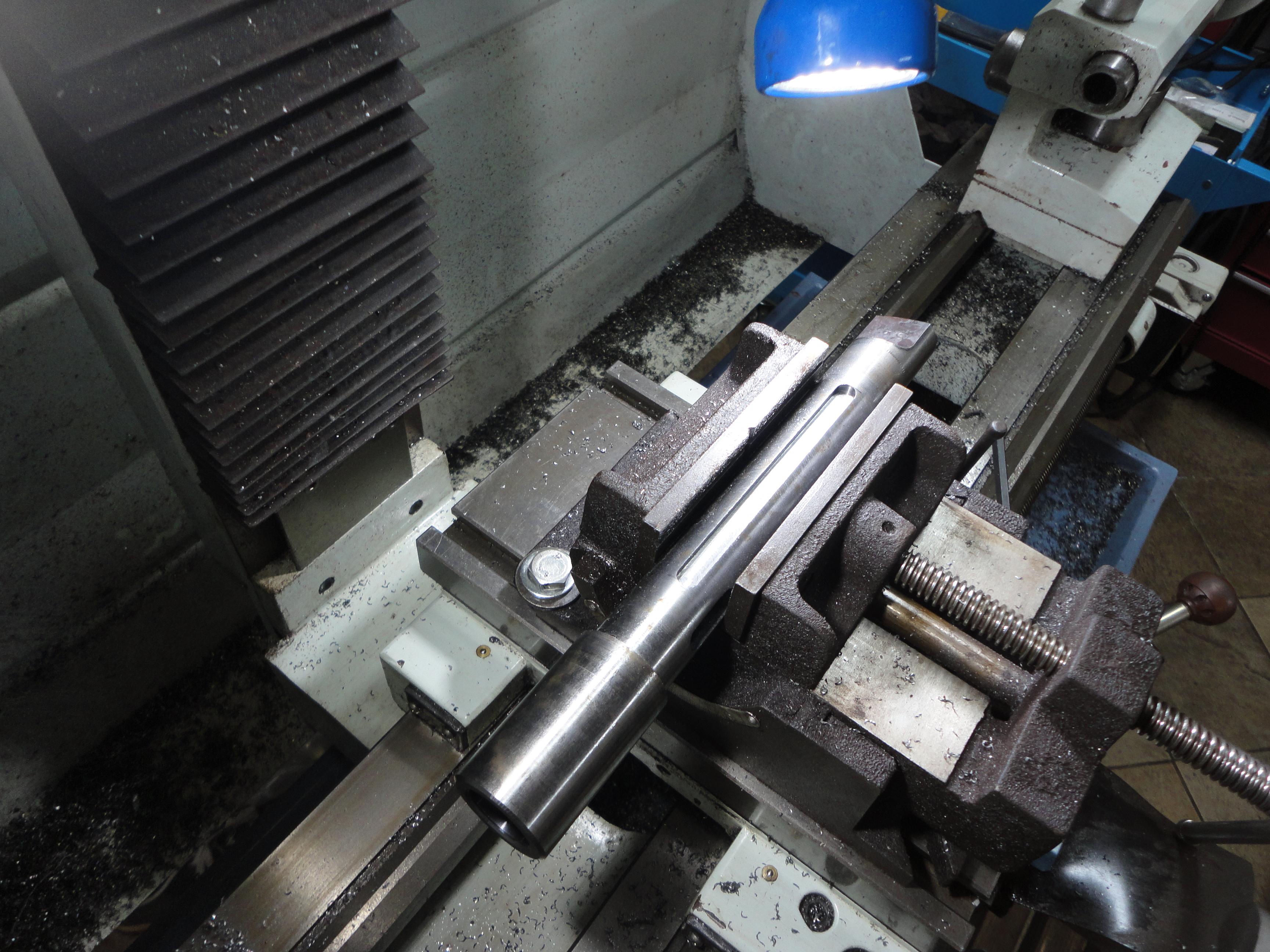
których napięcie łatwo można skorygować nakrętką(rozpieraną dla blokowania) na wrzecionie. Niestety do tej regulacji należy wyjąć tuleję wysuwną z korpusu. Obok dorobiony klucz potrzebny do tej operacji.
http://www.chipmaker.ru/index.php?app=c ... id=1601385
http://www.chipmaker.ru/index.php?app=c ... id=1606954
http://www.chipmaker.ru/topic/126278/page__st__300
Prawdę powiedziawszy w długiej pracy robi się przerwę prędzej w związku z grzaniem się silnika niż przekładni. Dla wydłużenia jego pracy założyłem mu niezależne chłodzenie z wentylatora kanałowego, który ma niezależne zasilanie pozwalające chłodzić silnik nawet po jego wyłączeniu, co skraca czas przerw (tylko zwrócić uwagę by kierunek przepływu powietrza obu był taki sam)

Poniżej rysunek wykonawczy wrzeciona, może się komuś przydać.. (WMD20, BF20, i podobne to klony dla różnych dystrybutorów)
Ostatnio zmieniony 08 lut 2015, 14:31 przez RomanJ4, łącznie zmieniany 6 razy.
pozdrawiam,
Roman
Roman
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1705
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Jak ja lubię oglądać Twoje zmagania, widać że do tematu podchodzisz zawsze od odpowiedniej strony z dużym zapasem determinacji.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie






