



")
Witam.
Widziałem temat był już poruszany ale nie znalazłem w nim odpowiedzi.
Mam do zrobienia kulę i problem zaczyna się po zrobieniu pierwszego R. Pierwsza strona wychodzi idealnie a drugą ścina na raz korzystam z cyklu G71
G71 U1 R1
G71 P1 Q2 UO.5 WO.O2 F0.18
N1 GO X0
G1 Z0
G3 X20 Z-10 R10
N2 G3 X0 Z-20 R10
Macie może jakieś swoje przemyślenia na ten temat ???
Kula na tokarce G71


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Kula na tokarce G71
Zastanawia mnie w jaki sposób chcesz wykonać ten ruchluk237 pisze:Witam.
Widziałem temat był już poruszany ale nie znalazłem w nim odpowiedzi.
Mam do zrobienia kulę i problem zaczyna się po zrobieniu pierwszego R. Pierwsza strona wychodzi idealnie a drugą ścina na raz korzystam z cyklu G71
G71 U1 R1
G71 P1 Q2 UO.5 WO.O2 F0.18
N1 GO X0
G1 Z0
G3 X20 Z-10 R10
N2 G3 X0 Z-20 R10
Macie może jakieś swoje przemyślenia na ten temat ???
...
N2 G3 X0 Z-20 R10
...
Im bliżej X0 , to detal będzie latał jak cholera.
Na jakich współrzędnych masz punkt startu tego cyklu?
G42 też się kłania.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mateu5
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Cykl G71 nie uwzględnia korekcji, nawet pomimo jej wstawienia, dlatego sam musisz sprytnie opisać kontur, aby narzędzie nie wcięło Ci się w twoja kulkę. Dopiero na końcu lecisz po swoim kształcie z włączoną korekcją, bez cyklu, lub G70 - ten korekcje przyjmuje.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Kula na tokarce G71
A mi poszło normalnie.luk237 pisze:Witam.
Widziałem temat był już poruszany ale nie znalazłem w nim odpowiedzi.
Mam do zrobienia kulę i problem zaczyna się po zrobieniu pierwszego R. Pierwsza strona wychodzi idealnie a drugą ścina na raz korzystam z cyklu G71
G71 U1 R1
G71 P1 Q2 UO.5 WO.O2 F0.18
N1 GO X0
G1 Z0
G3 X20 Z-10 R10
N2 G3 X0 Z-20 R10
Macie może jakieś swoje przemyślenia na ten temat ???
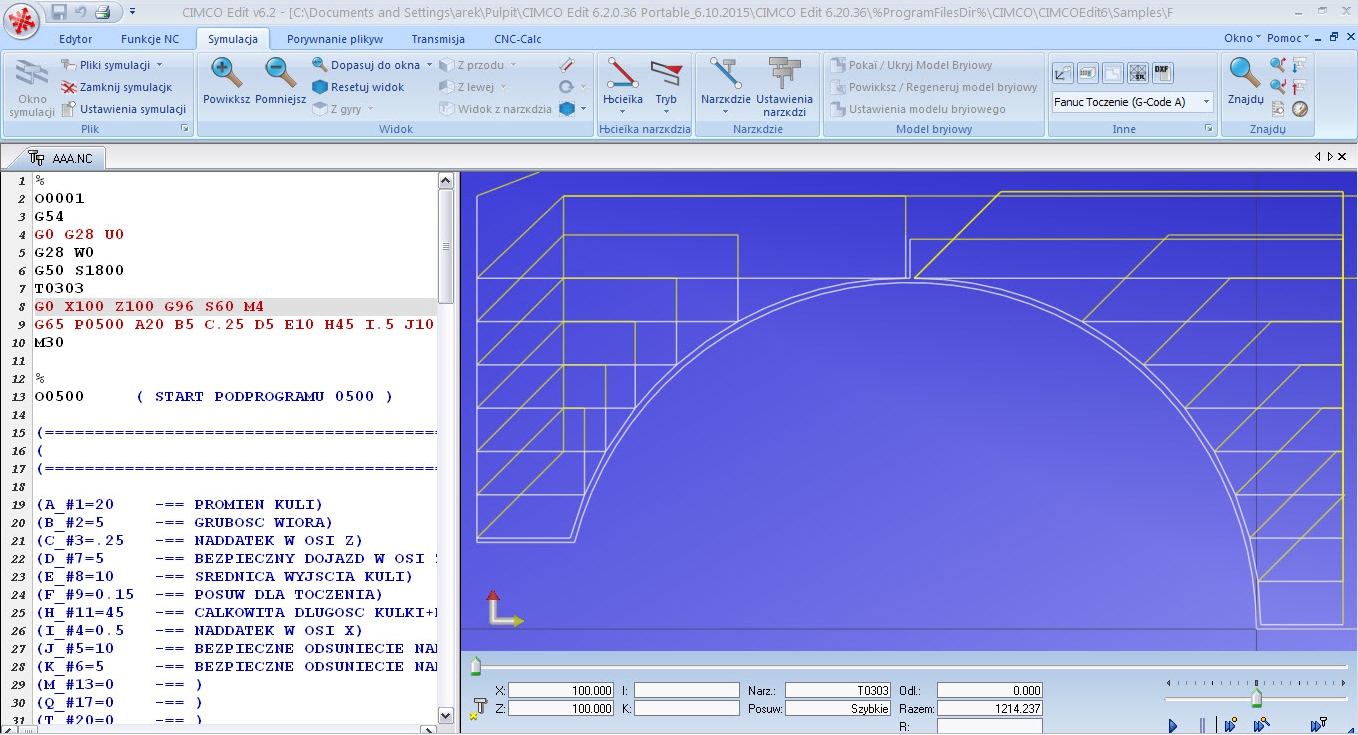
https://zapodaj.net/17d01ab9010d0.bmp.html
Toczyłeś kiedyś kulę w taki sposób ?mateu5 pisze:Cykl G71 nie uwzględnia korekcji, nawet pomimo jej wstawienia, dlatego sam musisz sprytnie opisać kontur, aby narzędzie nie wcięło Ci się w twoja kulkę. Dopiero na końcu lecisz po swoim kształcie z włączoną korekcją, bez cyklu, lub G70 - ten korekcje przyjmuje.
https://zapodaj.net/2af4030b9304f.jpg.html
..... , bo ja nie.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mateu5
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Tak toczyłem, myślę że na symulacji to ładnie wygląda ponieważ masz narzędzie pracujące w kwadrancie 8, bez korekcji kształt tym narzędziem wyjdzie, ale czy wymiar będzie właściwy jeśli cykl nie uwzględnia korekcji ? Może na haas'ie uwzględnia a na fanucu nie ?Toczyłeś kiedyś kulę w taki sposób ?
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
mateu5 pisze:Tak toczyłem, myślę że na symulacji to ładnie wygląda ponieważ masz narzędzie pracujące w kwadrancie 8, bez korekcji kształt tym narzędziem wyjdzie, ale czy wymiar będzie właściwy jeśli cykl nie uwzględnia korekcji ? Może na haas'ie uwzględnia a na fanucu nie ?Toczyłeś kiedyś kulę w taki sposób ?
Na symulacji wygląda .... , ale w realu detal odpadnie zanim nóż dojdzie do X0.Z-20.
O powierzchni i wymiarze nie wspomnę.
Jakieś propozycje ...mateu5 pisze:... musisz sprytnie opisać kontur, ....
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mateu5
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 4
- Posty: 632
- Rejestracja: 31 paź 2009, 16:20
- Lokalizacja: PL
Jasne, że odpadnie.
Co do sposobu to przypisał bym sobie do jednego narzędzia 2 pozycje z tabeli geometrii np T0202 i T0213. T0202 zbazował bym normalnie a T0213 przesuną bym na minus (w zależności od promienia płytki). Samo toczenie to używając cyklu, wytoczył bym pierwsza połowę kulki z T0202 i później z T0213 (przesunięty) drugą połowę. Na koniec wykończenie T0202 z włączoną korekcją, cały kształt.
Co do sposobu to przypisał bym sobie do jednego narzędzia 2 pozycje z tabeli geometrii np T0202 i T0213. T0202 zbazował bym normalnie a T0213 przesuną bym na minus (w zależności od promienia płytki). Samo toczenie to używając cyklu, wytoczył bym pierwsza połowę kulki z T0202 i później z T0213 (przesunięty) drugą połowę. Na koniec wykończenie T0202 z włączoną korekcją, cały kształt.
Mazak -> Fanuc -> Acramatic -> Sinumeric -> Heidenhain -> Mitsubishi meldas -> EdgeCAM -> NX CAM -> Postprocesory.
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
A może jakieś makro ?luk237 pisze:Macie może jakieś swoje przemyślenia na ten temat ???
Ostatnio zmieniony 14 lis 2016, 10:23 przez Krzycho_Wporzo, łącznie zmieniany 1 raz.
Albercik







{kind=link}
{kind=link}