Wbrew temu co mogłoby się wydawać, toczenie aluminium nie jest wcale takie łatwe.
Wiele zależy od samego gatunku Al, oraz od rodzaju i kształtu narzędzia.
Zwłaszcza drugie pole śladów na przedstawionym zdjęciu, tzw "rybia łuska",

wskazywałoby na drgania obrabianego materiału (lub rzadziej narzędzia), co najczęściej jest (zakładając prawidłowy wznios noża do osi toczenia) skutkiem w kolejności:
- za dalekiego wysunięcia materiału z uchwytu/ugina się pod nożem(jeśli jest np wysunięty jak na zdjęciu),
- za daleko wysuniętego noża,
- luzów na łożyskowaniu wrzeciona (sprawdzał kiedyś kolega bicie wrzeciona pod obciążeniem?),
- za dużych luzów na jaskółkach sanek poprzecznych lub narzędziowych suportu
- niewłaściwego narzędzia,
- powstawania narostów na powierzchni natarcia/kanałku wiórowym
(dla łatwiejszego zrozumienia - słownik pojęć)
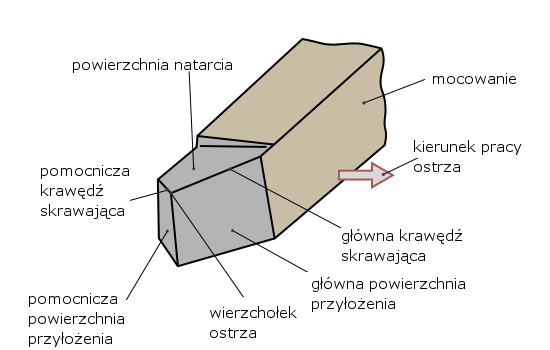
Jako że spływ wióra ma duży wpływ na jakość obrobionej powierzchni (zwłaszcza w metalach kolorowych), radziłbym użyć do toczenia Al zamiast płaskiej płytki składaka, zaszlifowanego na ostro noża HSS z ładnie wyprowadzonym kanałkiem wiórowym na powierzchni natarcia wzdłuż głównej krawędzi skarwajacej(jak 1 z lewej), + chłodzenie/smarowanie

nawet z braku laku w taki sposób

podobnie zrobiony kanałek wiórowy w tym nożu (tu do toczenia czołowego/planowania)





")




")

")









