")
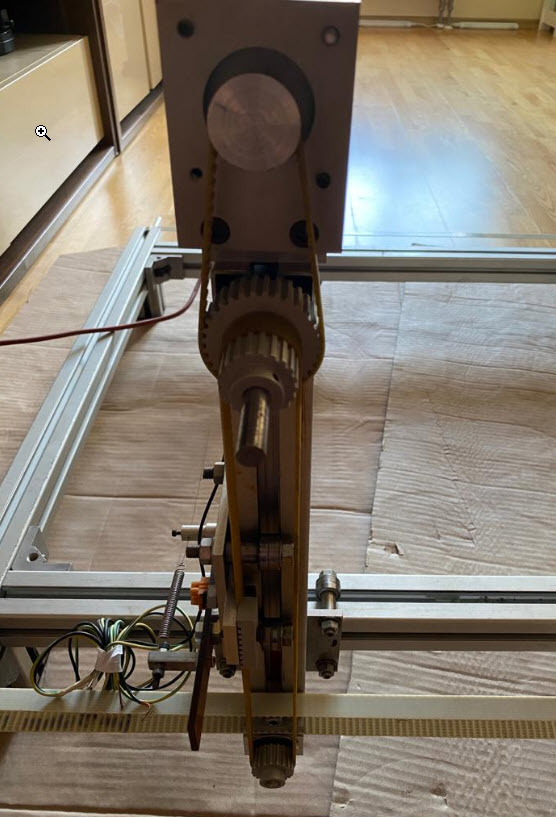
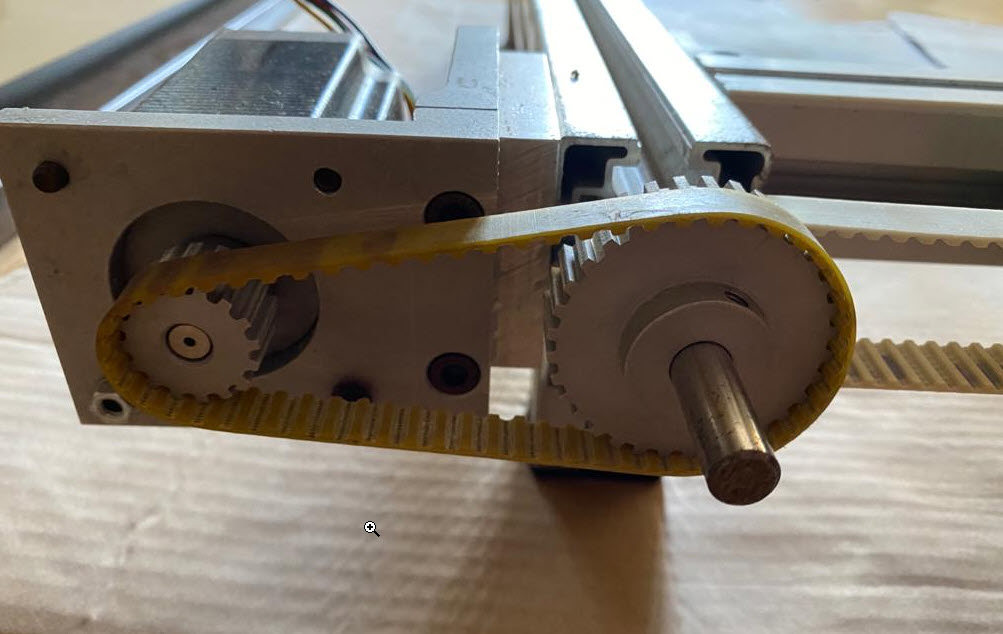
To mój totalny początek z CNC. Jestem w temacie od tygodnia.. bo tyle czasu próbuję odpalić maszynę do wycinania styroduru. Samoróbkę którą kupiłem. Niestety poprzedni właściciel nie żyje i nie mam się kogo dopytać jak to zrobić.
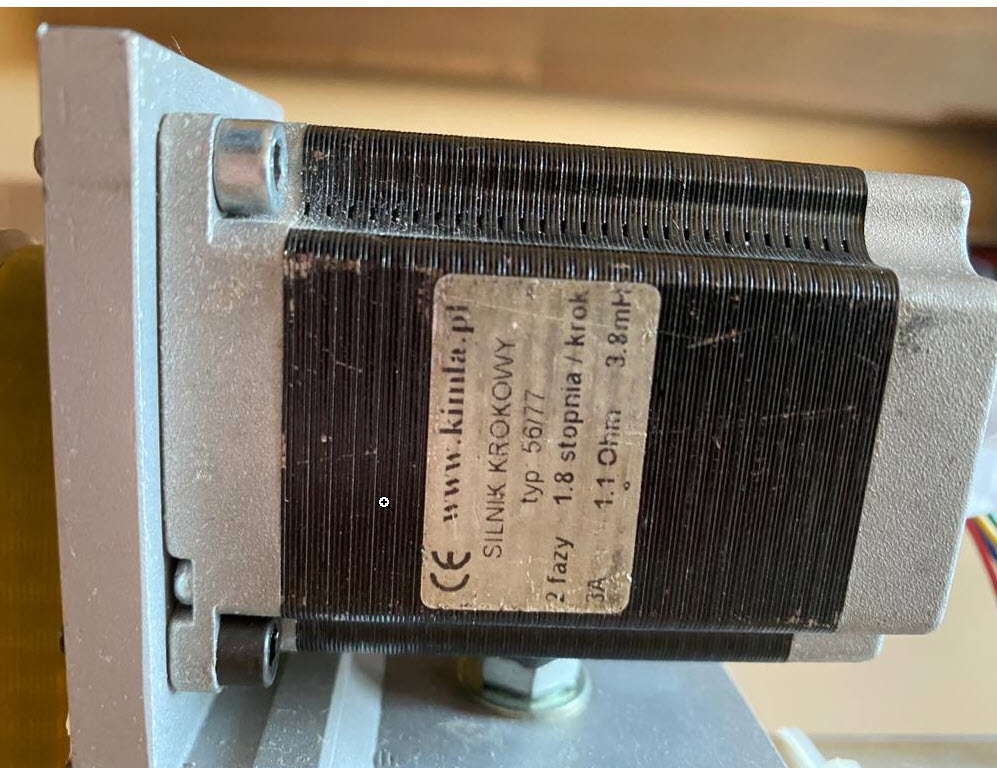
Silniczkami steruje sterownik 3x TB6560. Podpięty pod Arduino z wgranym GRBL u jako soft używam UGS
Problem jest taki że silniczki zamiast się kręcić to się blokują i stoją w miejscu.
Podpiąłem sterownik do arduino wg schematu który wkleję poniżej. na 99% jest wszystko dobrze po robiłem próby ze wszystkimi 3ma osiami i kazdy silniczek podpinalem pod kazdą oś w sterowniku i zawsze reagowały tak samo. Więc myślę, że silniczki jak i podłączenie arduino do sterownika są ok.
Kombinowałem też z ustawieniami w UGS ale nic to nie dało. Ciąle to samo. Silniczki zamiast się kręcic blokują się.
Zasilacz daje 18,5V więc wystarczająco.
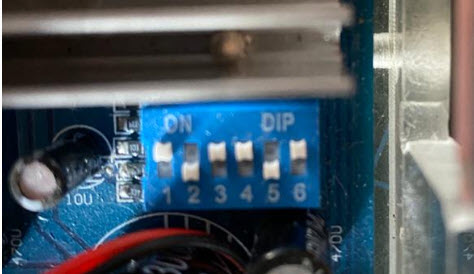
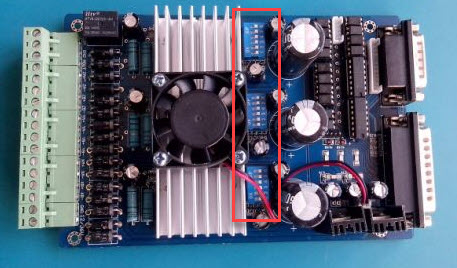
Myślę że problem leży w sterowniku. Tam jest takie coś (sorry nie wiem jak to się nazywa i to chyba odpowiada pracy siliniczków, jesli nie to proszę powiedzcie za co to odpowiada) z 6-cioma pstryczkami. One były ustawione tak jak poprzedni właściciel ustawił czyli pod MACH3. Ja nie mam komputera z LPT dlatego kombinuję z Arduino.
Próbowałem różnych kombinacji na chybił trafił ale ciągle ten sam efekt.
Może problem leży w podłączeniu przewodów silniczków? Nie powinno być to inaczej niż pod MACH 3. Wiem, że to głupie ale już nie wiem co może być przyczyną, że silniczki się blokują.
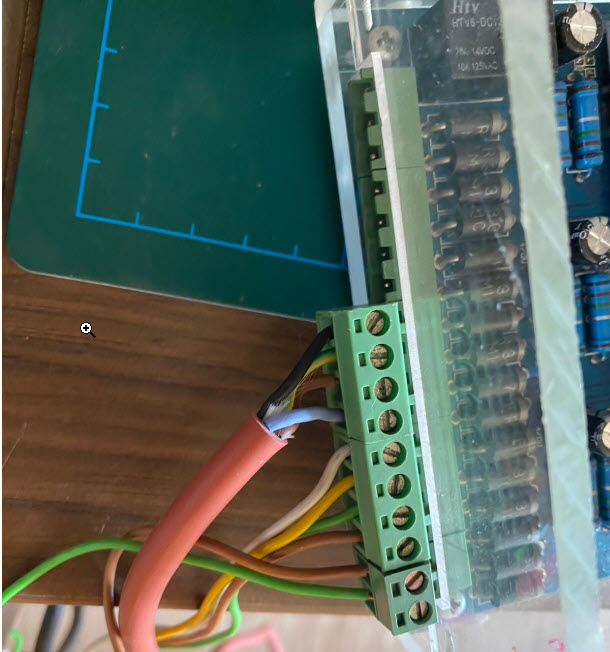
Schemat podłączenia przewodów:
ARDUINO GRBL 1.1
(2) Step X → [2]
(3) Step Y → [4+8]
(4) Step Z → [6]
(5) Dir X → [3]
(6) Dir Y → [5+9]
(7) Dir Z → [7]
(8) Step En → [1]
(9) Limit X → Limit Switch X
(10) Limit Y → Limit Switch Y
(11) Spindle PWM → N/C
(12) Limit Z → Limit Switch Z
(13) Spindle Dir → N/C
(14) GND → [18-25]
LPT TB6560 4-Axis Red
[1] EN → (8)
[2] STEPX → (2)
[3] DIRX → (5)
[4] STEPY → (3)
[5] DIRY → (6)
[6] STEPZ → (4)
[7] DIRZ → (7)
[8] STEPA → (3)
[9] DIRA → (6)
[10] LIMIT-1 → N/C
[11] LIMIT-2 → N/C
[12] LIMIT-3 → N/C
[13] LIMIT-4 → N/C
[14] Relay → N/C
[15] Blank → N/C
[16] STEPB- → N/C
[17] DIRB- → N/C
[18-25] GND → (14)
Panowie bardzo proszę o pomoc w uruchomieniu tego! Proszę o każdą radę bo już mi się pomysły kończą co może być nie tak.



")

")