



Suby ngcgui
-
 senio
senio
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 107
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
No popatrz co u mnie wywija. Nie mam pojęcia dlaczego. Tak samo na symulatorze i przy maszynie na innym kompie. Wklej tego suba jeszcze raz. Może coś się źle skopiowało. Sprawdzę i napisze.
Tagi:


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 117
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
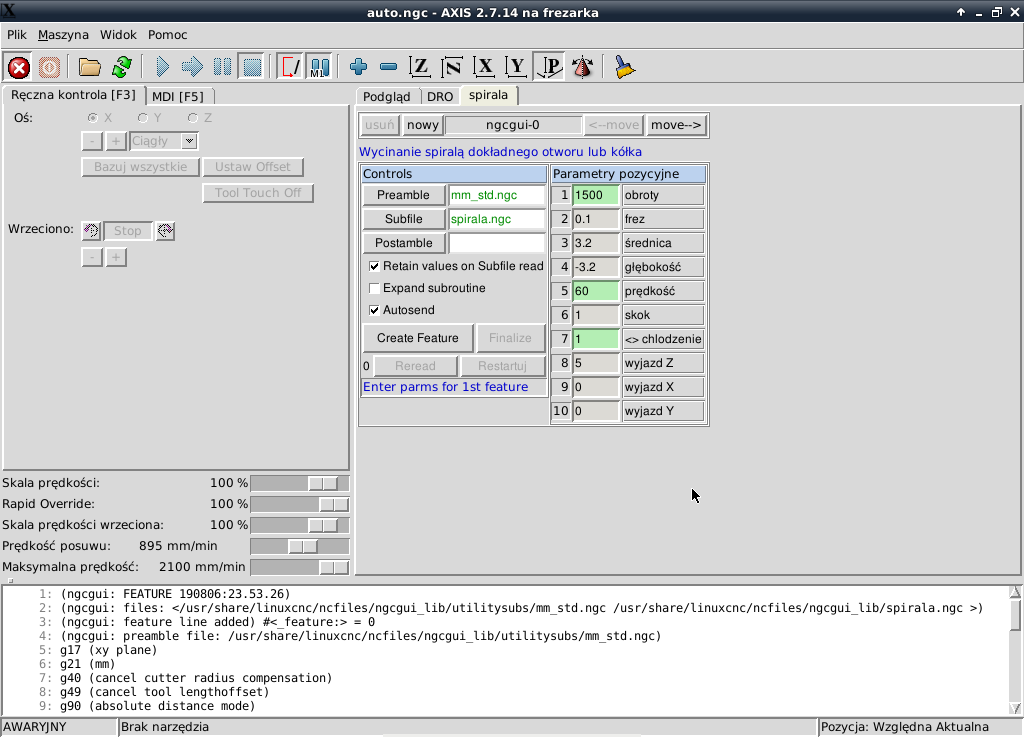
Proszę choć może to być kwestia wersji albo konfigu.
Kod: Zaznacz cały
( ------------------------------ )
( O T W O R D O K L A D N Y )
( ------------------------------ )
( Kamar )
( Time-stamp: <2015-10-01 13:27> )
( ------------------------------ )
( USTAWIENIA )
( ------------------------------ )
(info: Wycinanie spiralą dokładnego otworu lub kółka)
o<otwor_spirala> sub
#<obr> = #1 (=1500 obroty)
#<frez> = #2 (=8 frez)
#<sr_otworu> = #3 (=20 średnica)
#<glebokosc> = #4 (=-10 głębokość)
#<predkosc> = #5 (=60 prędkość)
#<skok> = #6 (=2 skok)
#<woda> = #7 (=1 <> chlodzenie)
#<w_z> = #8 (wyjazd Z)
#<w_x> = #9 (wyjazd X)
#<w_y> = #10 (wyjazd Y)
( ------------------------------ )
( ------------------------------ )
#<promien_freza> = [#<frez> / 2] ( promien freza )
#<promien_otworu> = [#<sr_otworu> / 2] ( promien otworu )
#<promien> = [#<promien_otworu> - #<promien_freza>] ( dojazd )
g0 z5
g0 x0 y0
m3 s#<obr>
o1 if [#<woda> eq 1]
m8
o1 endif
#1 = 0
G0 X[-1 * #<promien>] F#<predkosc>
G0 Z1
g1 z0
#<akt_z> = 0
o100 while [#<akt_z> gt #<glebokosc>]
#<akt_z> = [#<akt_z> - #<skok>]
( jezeli za gleboko to jade na max )
o110 if [#<akt_z> lt #<glebokosc>]
#<akt_z> = #<glebokosc>
o110 endif
G2 X0 Y#<promien> R#<promien> Z[#<akt_z> + [0.75 * #<skok>]]
G2 X#<promien> Y0 R#<promien> Z[#<akt_z> + [0.5 * #<skok>]]
G2 X0 Y[-1 * #<promien>] R#<promien> Z[#<akt_z> + [0.25 * #<skok>]]
G2 X[-1 * #<promien>] Y0 R#<promien> Z#<akt_z>
o100 endwhile
( rownanie dolu )
G2 X0 Y#<promien> R#<promien> Z#<akt_z>
G2 X#<promien> Y0 R#<promien>
G2 X0 Y[-1 * #<promien>] R#<promien>
G2 X[-1 * #<promien>] Y0 R#<promien>
m5
g0 z#<w_z>
g0 x#<w_x>
g0 y#<w_y>
o<otwor_spirala> endsub -
senio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 107
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
Skopiowałem nawet pod linuxem i to samo. Możemy zrobić jeszcze ostatni test jak zechcesz.
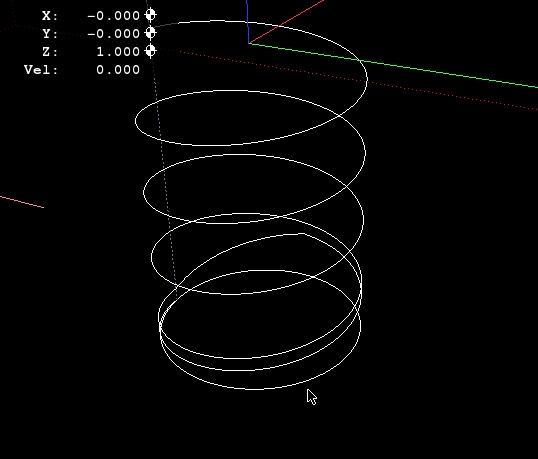
Wpisz dokładnie to co ja w tabelkę i napisz co wyszło. U mnie po wpisaniu takich parametrów
Jest taki wynik
Jak jest u Ciebie ?
Wpisz dokładnie to co ja w tabelkę i napisz co wyszło. U mnie po wpisaniu takich parametrów
Jest taki wynik
Jak jest u Ciebie ?
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 117
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
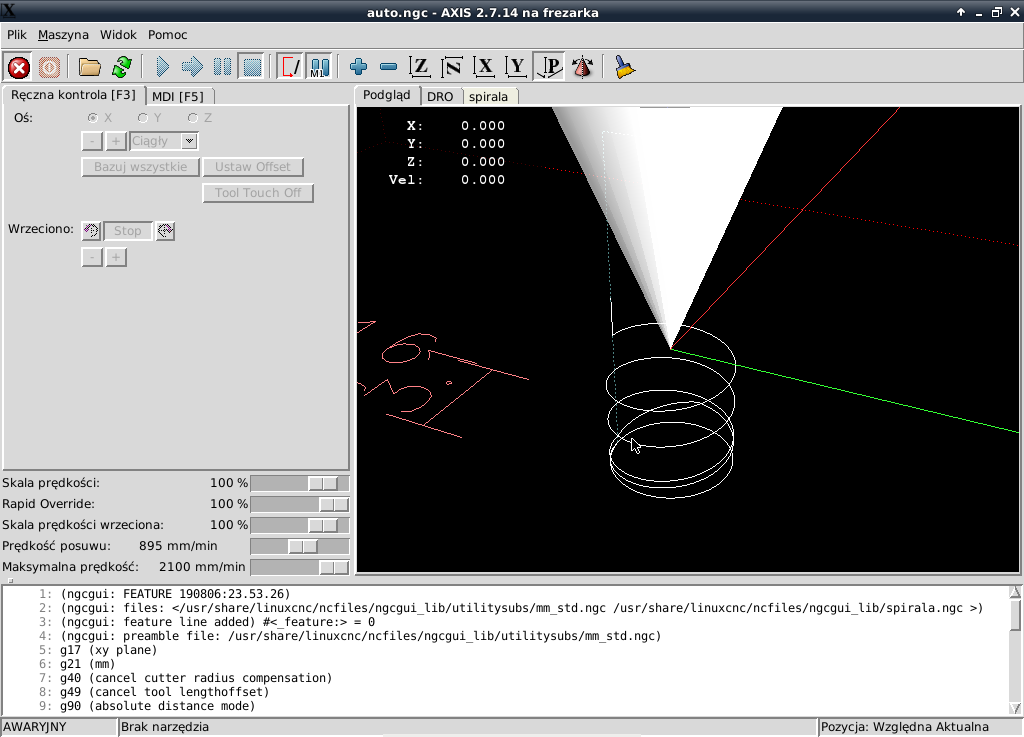
Przy tak wydumanych parametrach wynik jest podobny.
Za duży skok pewnie w stosunku do średnicy freza.
A parametry z mojej tabelki jak wyświetla ?
Za duży skok pewnie w stosunku do średnicy freza.
A parametry z mojej tabelki jak wyświetla ?
-
senio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 107
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
Z Twojej tabelki dobrze. Z mojej masz pewnie rację. Za duży skok może być. A zrobiłem tak bo patrzyłem jak to działa i wyłącznie dla zobrazowania bo lepiej widać. Sprawdzę jeszcze to przy jakimś realnym skoku. Powiększę i będzie widać. Ale pewnie będzie dobrze.
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 117
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
Wiem  jak większość.
jak większość.
Dlatego byłem mega zdumiony Twoim stwierdzeniem , że subów nie używasz.
U mnie na co dzień to podstawa choć Cama mam i umiem
Dlatego byłem mega zdumiony Twoim stwierdzeniem , że subów nie używasz.
U mnie na co dzień to podstawa choć Cama mam i umiem
-
senio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 107
- Posty: 1658
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
Ja więcej robię kształtów niesymetrycznych i dlatego CAM-a więcej używam do frezarki bo z subów nie ma jak tego robić. Ngcgui mam od dawna na frezarce i Twoje suby też, tylko że nie mam za bardzo okazji ich stosować. Natomiast otwór owszem bardzo przydatny i ten sub spiralny jest super bo nie zostaje ślad po wejściu frezu jak zetka przybiera. Natomiast w Tokarce suby to podstawa. Rzadko coś w CAM-ie robię na tokarkę. Ale na tokarce prawie wszystko z subów się da zrobić w moim grzebaniu więc temat załatwiają. Jak kiedyś tą kule zrobisz pełniejszą niż pół kuli to by się przydała i rysować by nie trzeba. Ale pewnie dopóki sam nie będziesz miał takiej potrzeby to nie powstanie taki sub .
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 117
- Posty: 17202
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
Pewnie by się dało napisać tylko po co ?
To tak jak i pełna kula na tokarkę - zbyt rzadko potrzebne aby był sens
To tak jak i pełna kula na tokarkę - zbyt rzadko potrzebne aby był sens






