Ja tak opowiadam o tych niesamowitościach otrzymywanych z chinki bo są one możliwe przy zaakceptowaniu paru specyficzności tego procesu.
Poważne Charmillesy i inne są poważne ale głównie tym całym otoczeniem które wspomaga obsługanta.
Bo wystarczy podać to czy tamto i już maszynka sama wszystko poustawia.
Fajnie, a ponieważ sama ustawia to warto w takiej zainwestować aby jeszcze bardziej była użyteczna.
A chinka jest pozbawiona tych funkcji. Tylko goły generator i równie goły operator - nawet instrukcji nie ma
nie mówiąc o tabelach nastaw czy innych.
Niemniej faktyczne narzędzie jakim jest elektrowyładowanie iskrowe czy łukowe czy gołe zwarcie w obu systemach są identyczne.
A różnice zależą od otoczenia tego drutu w materiale.
Czyli płuczka w poważnych maszynach albo polewanie w chince.
Nawet fakt że chinka drąży w nawrotach nie jest wadą bo gdy trzeba to również można ustawić ją na drążenie jednokierunkowe bez prążkowania.
Natomiast brak całościowego zanurzenia trzeba już kompensować własną pomysłowością
Standardowo z maszyną dostajemy wiadro z pompką która polewa drut.
Ale płukać trzeba w szczelinie a nie polewać po detalu na stole.
Płukać trzeba jakimś szuwaksem który nie jest czystą wodą.
No i płukać trzeba szuwaksem który nie jest filtrowany, dejonizowany coś tam ...any i w ogóle.
Ale...
Można włożyć do wiadra pakiet magnesów które wyłapią większość metalowych fuzli i już znacznie spada ilość wyładowań łukowych.
Albo zastosować wannę ze szlifierki która z urzędu ma odbieralnik opiłków. Naprawdę dla poprawienia wydajności - czyli zmniejszenia wyładowań łukowych widać różnicę (na początku, później się przyzwyczajamy).
Gdy zacznie się zwracać uwagę na intensywność obiegu w szczelinie to pojawiają się zagadnienia lepkości, pojemności cieplnej
czy reaktywności w warunkach wyładowania.
I gdy trafi się drążenie na 100 czy 200 godzin (kwestia wielkości detalu i linii cięcia, nic niezwykłego) to warto już
trochę się przystosować zmieniając płuczkę na bardziej odpowiednią.
Warunki drążenia to możliwość iskry która ma nadtopić materiał a płuczka po implozji odprowadzić fuzle do szczeliny za drutem.
Czyli im twardszy materiał tym łatwiej się kruszy a im bardziej miękki to tym gorzej bo zamiast pyłu powstają znacznie większe konglomeraty.
Były tu uwagi że wszystko co przewodzi prąd da się ciąć elektrodrążeniam.
Proponuje pokazać cięcie grafitu.
Po całym dniu utykania się z nastawami dałem spokój bo efekt bardziej był od mechanicznego piłowania drutem niż cięcia pradem.
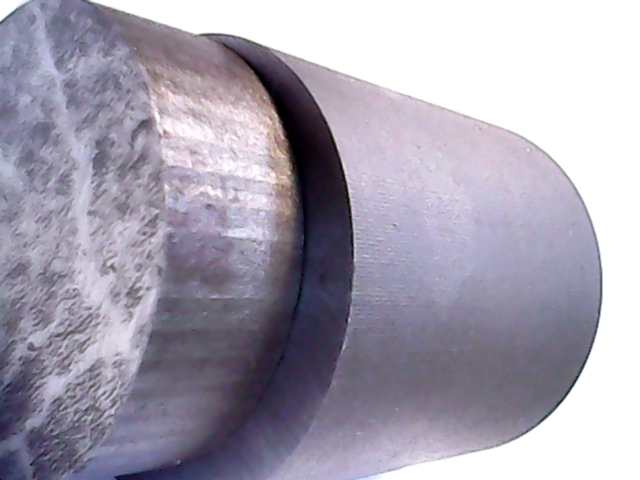
A różnice tak wyglądają. Te same nastawy dla grupy, ta sama płuczka,
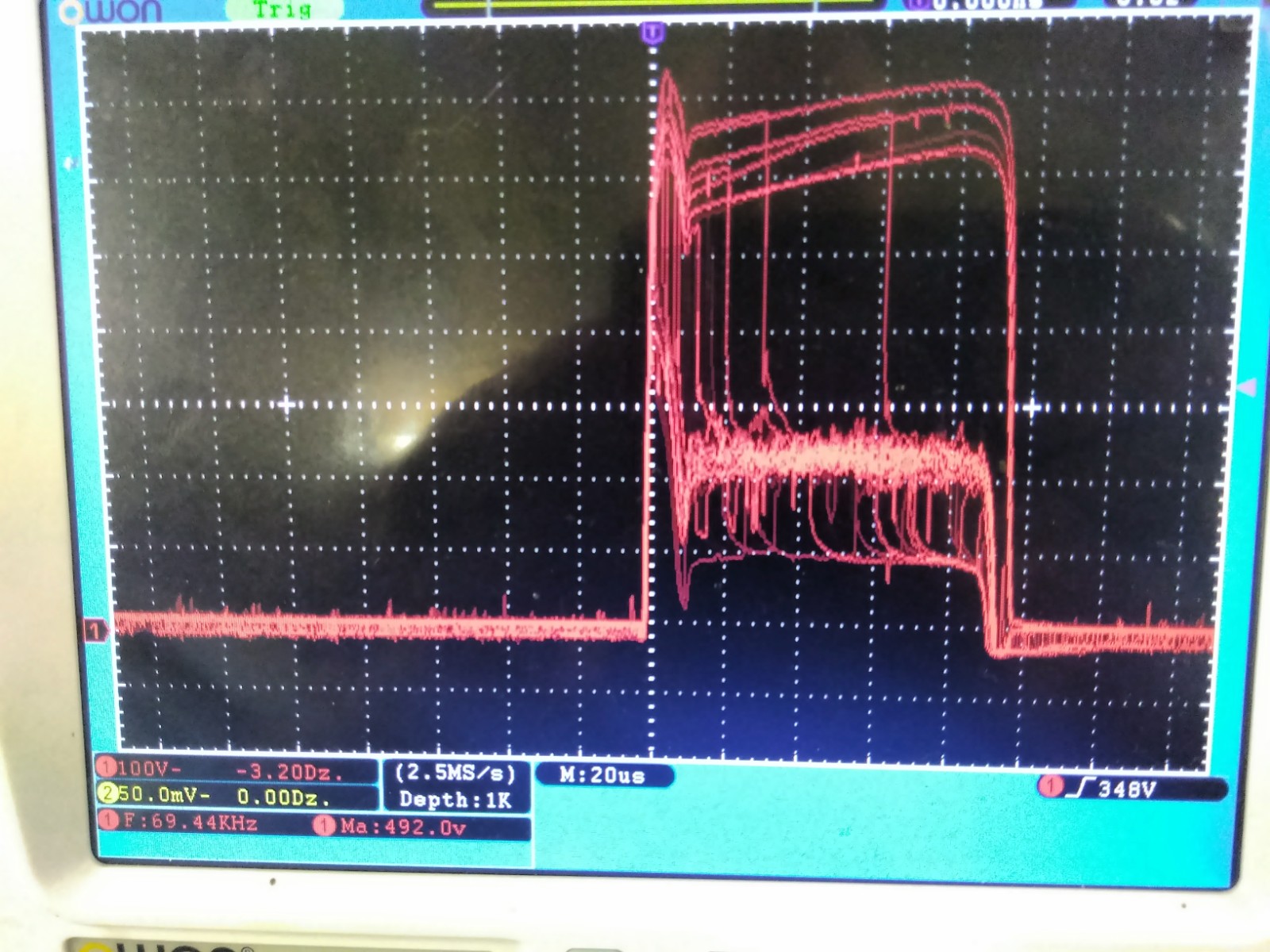
Krążek ze zwykłej blachy, wałek z płyty gat 45.
1.jpg
Tutaj twarde z podobnymi parametrami(jak już idzie to specjalnie nie ma co grzebać tym bardziej że nie jest istotne kiedy wytnie
ale bardzo przeszkadza wymiana drutu. Więc zachowawczo)).
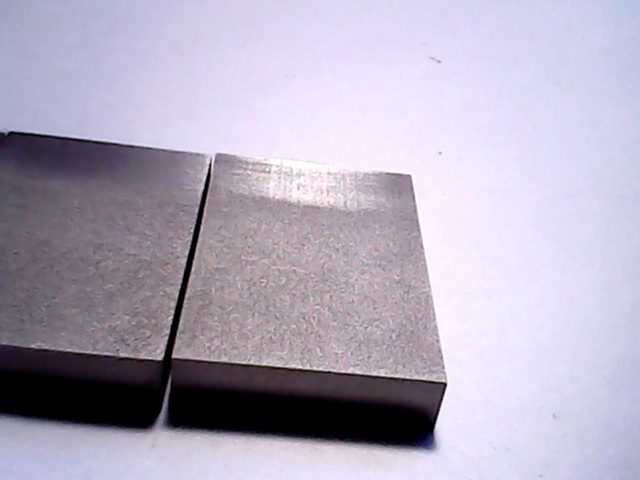
2.j
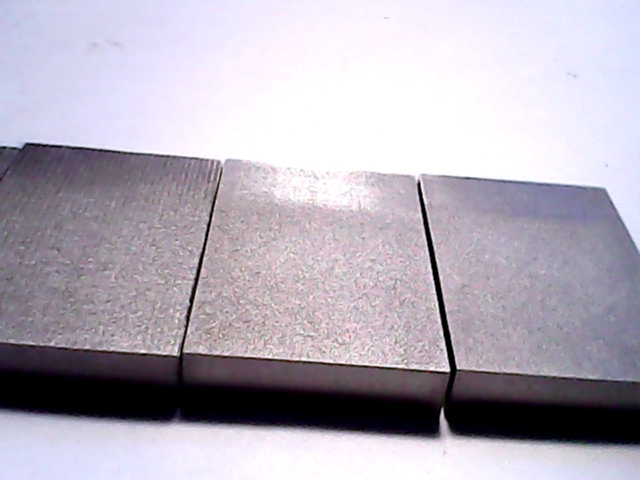
3.j

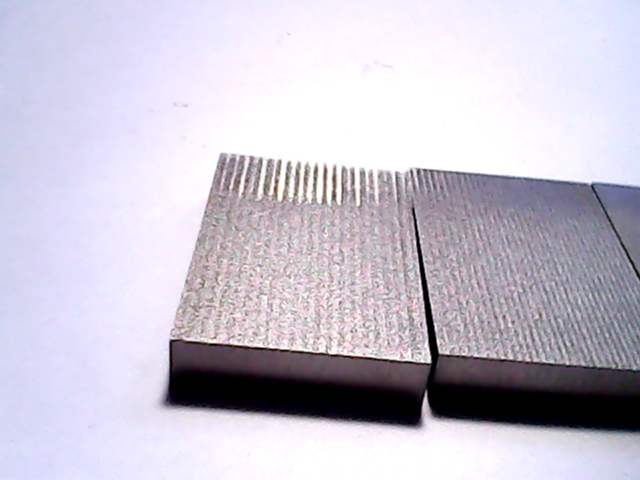
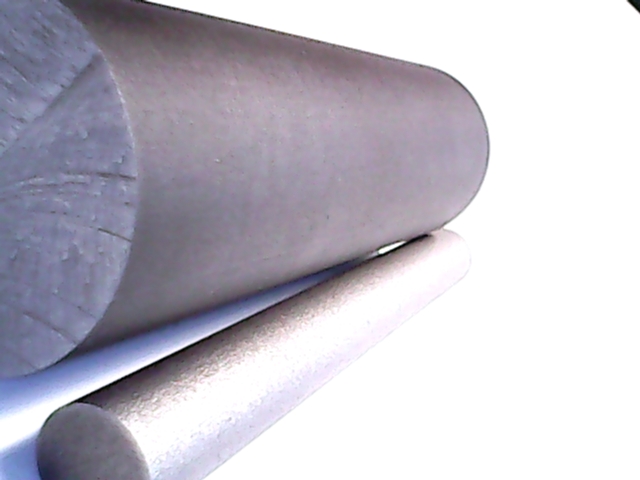
duży wałek 1,2311, mały NC11LV-60HRc, kształtka NC6-60HRc.
Z tych najlepiej się tnie NC6 - materiał łatwo hartowalny, suchy, kruchy, od razu daje biała warstwę na powierzchni cięcia łatwą do rozbicia. Stara płuczka z różnościami po poprzednich detalach naniosła na powierzchnię dodatkową jakby pasywację. Widać smugi warstwy białej i naniesione jakieś dyfuzje. Całość raczej gładka bez prążków.
Nc11LV to taki twardy gównolit, sprężysty, odkształcalny , w warunkach drążenia słabo się zabiela ( pewnie płuczka nie studzi) generalnie idzie o wiele gorzej niż NC6
1,2311 to pomiędzy miękkim a twardym, daje dużo szlamu ale wychodzi (wśród miękkich) z gładką powierzchnią
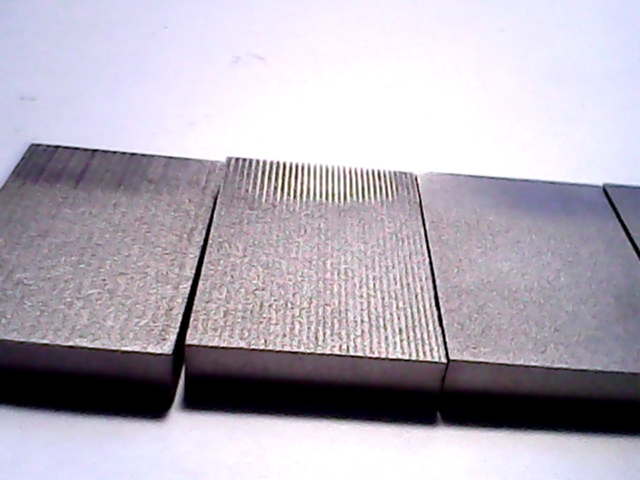
4.j
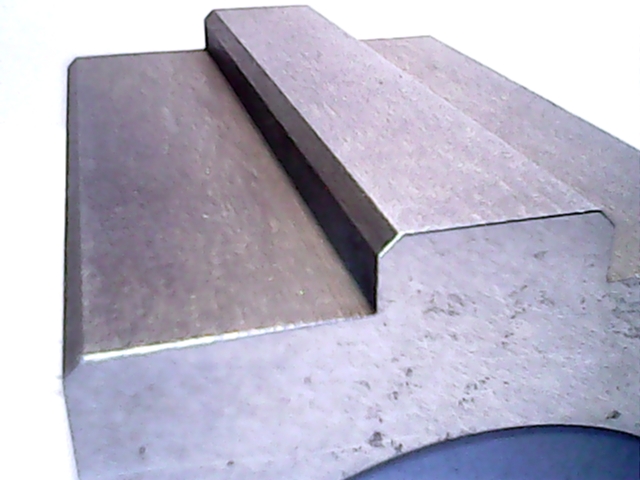
Tak przy okazji o możliwościach ostrzenia narzędzi tnących za pomocą elektrodrążenia.
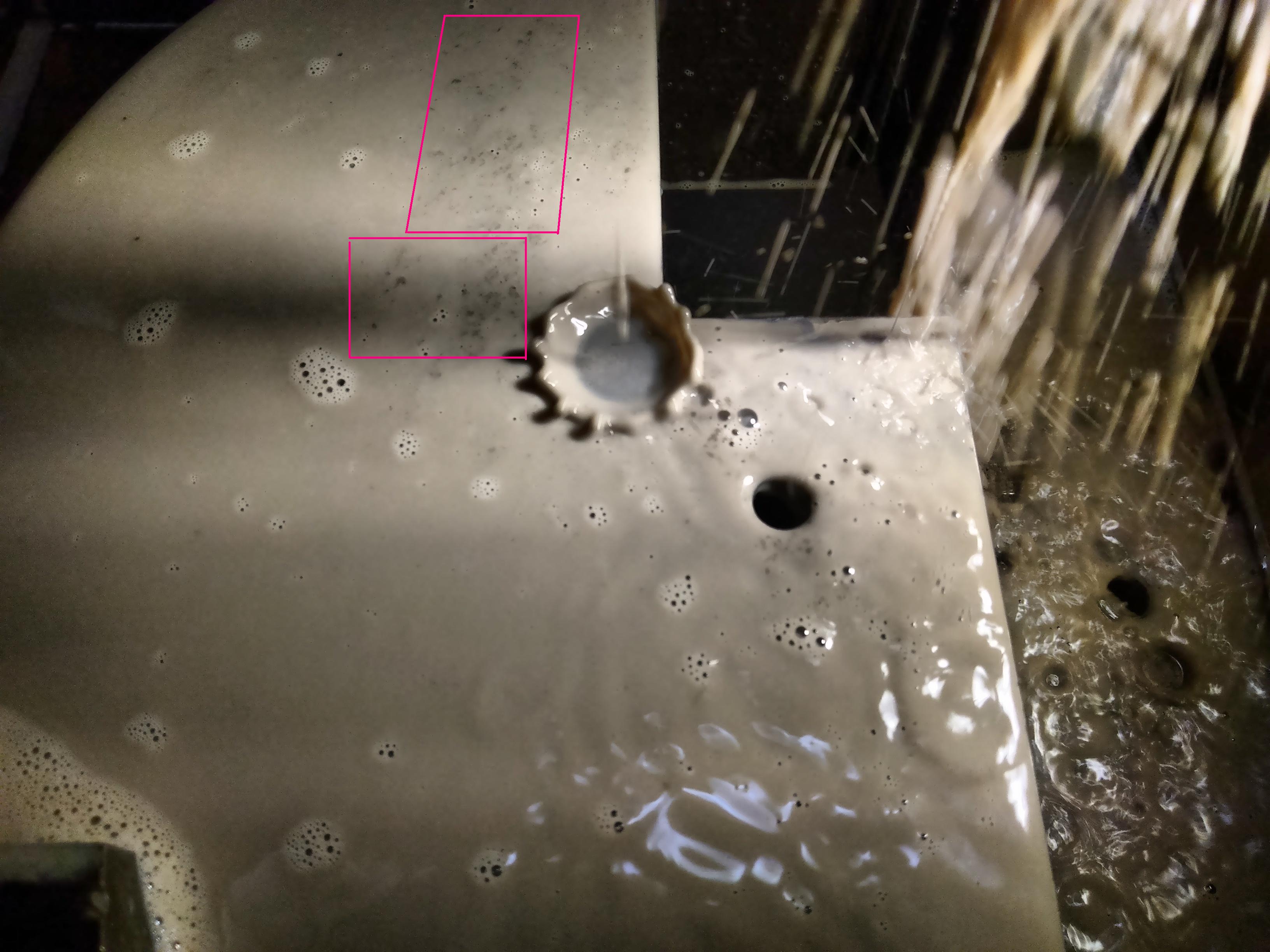
Widać na krawędziach upalenia - tam gdzie drut wchodzi w materiał powstaje jakby fazka na tyle duża że widać ją już gołym okiem (oświetlone specjalnie aby było widać, na oko to 0,1mm)
A im ostrzejsza krawędź tym głębiej zmiany sięgają i tym bardziej jest upalana. Bo prąd bardzo lubi kumulować się na ostrzach które w normalnej trajektorii zamiast odwzorować drutem krawędź zamienia ją na bąbelki.
Jeżeli dodać do tego zmiany w warstwie wierzchniej z mikropęknięciami, zmianami dyfuzyjnymi,to można spokojnie zostawić taką obróbkę tylko do zgrubnego kształtowania.
Ostrze tak czy siak trzeba wyciągać szlifowaniem.
Pytanie tylko jak głęboko po drążeniu trzeba zdjąć materiał aby te zmiany usunąć. Bo że się świeci to mało.
c.d.n.
może