kamar pisze:A tak na marginesie to porady na forum nie są bezpłatne
Dzięki za info. Można jakiś cennik dostać?Ciowiec pisze:dokładnie, na tym świecie nie ma nic za darmo
Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Budowa tokarki CNC z automatyczną wymianą narzędzi”
kamar pisze:A i tak, po jakimś czasie, dojdziesz do jedynego słusznego wniosku, że nie warto się w to bawić i poszukasz gotowca
Co Wy Panowie, zamiast dopingować, to zniechęcacie?Ciowiec pisze:Oj cos mi się wydaje, że to będzie najbardziej prawdopodobne xD
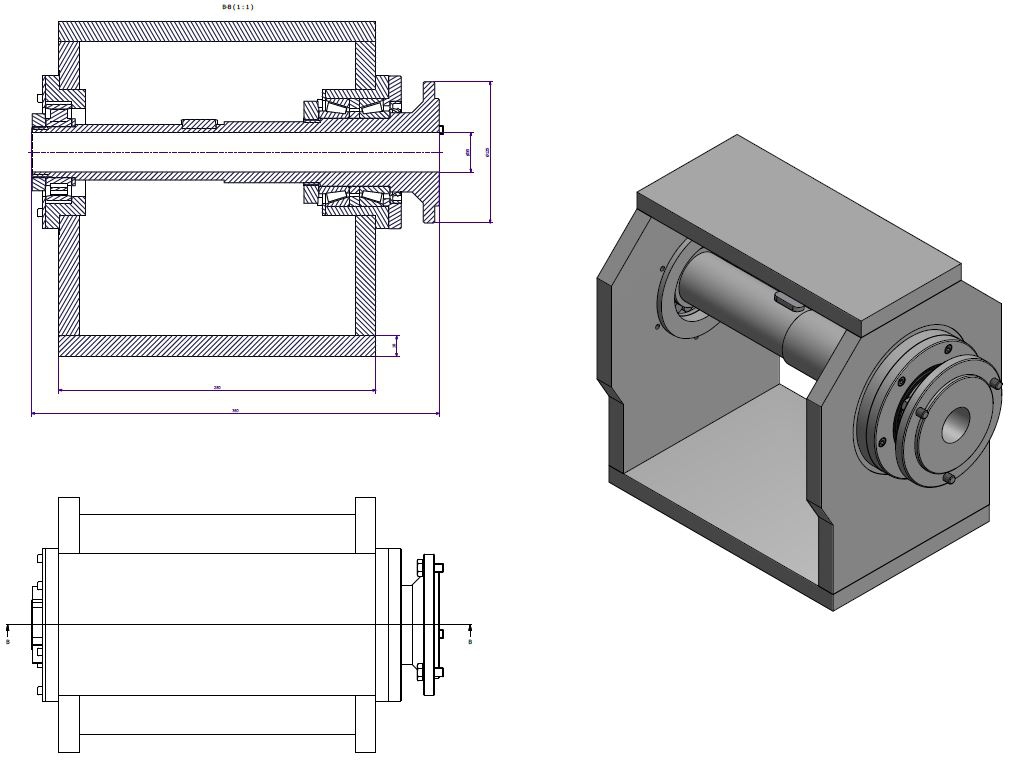
Mógłbyś to rozszyfrować.kamar pisze:Wrzeciono jak wrzeciono, będzie się kręcićLepsze by było na NN.
Tak jak pisałem to pierwsza wersja. Pomyślę o tym co pisałeś. Dałbyś tylko 2 łożyska kulkowe na końcach, czy podobnie do mojego układu z dwoma z przodu?Ciowiec pisze: Poza tym najlepiej byłoby zrobić wrzeciennik jako całośc - łożyska posadowić w jednej długiej, grubosciennej tulei montowanej do korpusu
Ten temat będę omawiał w przyszłym tygodniu ze znajomym automatykiem. dam znać co z tego wyniknie.kamar pisze:Jak planujesz sterować przerzutem ?
Trafiony zatopiony.Zienek pisze:Pewnie tak już od świąt bożego narodzenia jakieś pliki cad pączkują
Szczerze to myślałem o offsetowym, ale masz rację ten o zamknięciu głowicy jest napewno konieczny. Muszę go tam umieścić. Zastosuję pewnie jakiś mechaniczny łącznik krańcowy.kamar pisze:Czujnik zamknięcia głowicy jest niezbędny, offsetowy niekonieczne