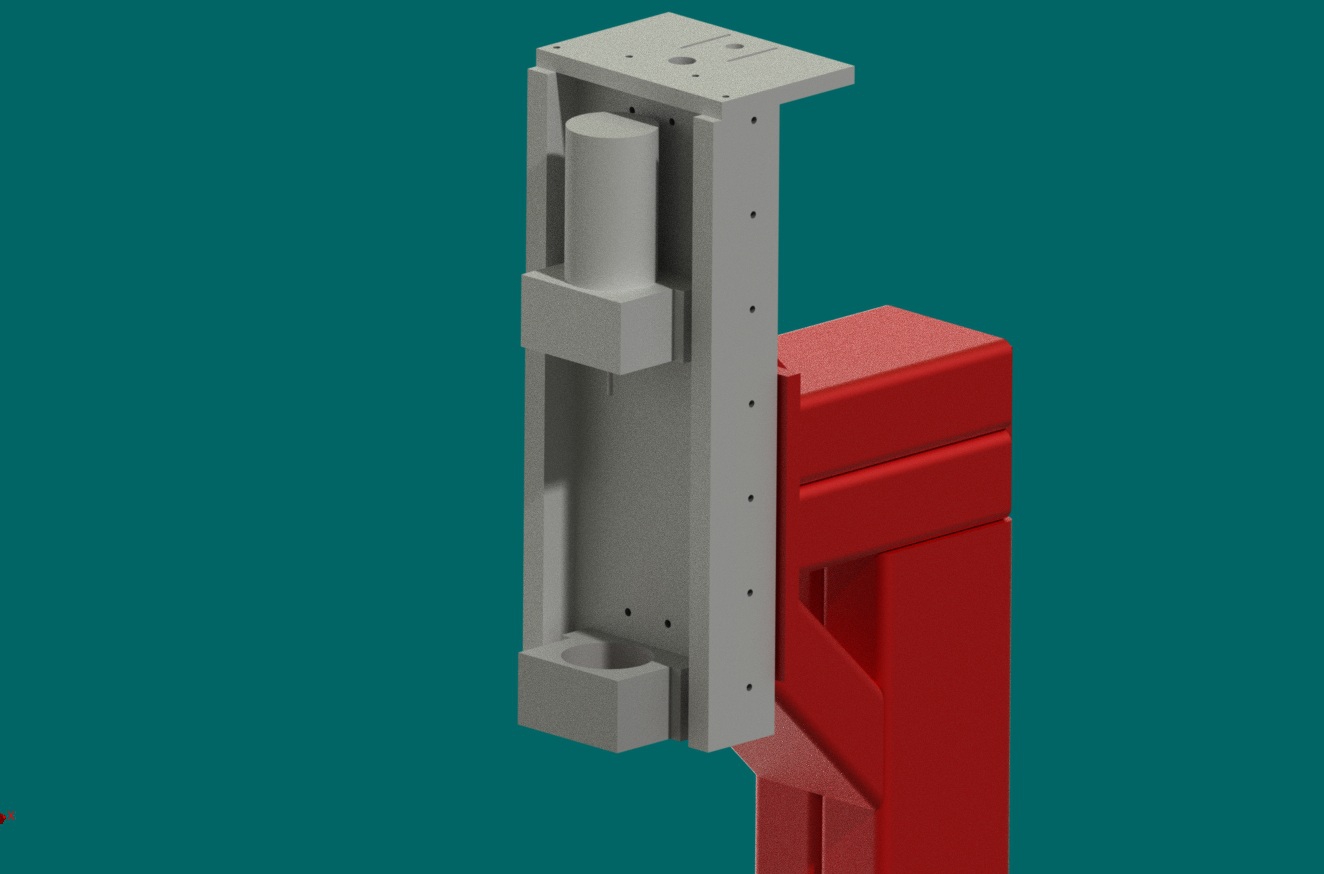
Na osi Z będą dwa uchwyty wrzeciona, tak jak na obrazku.
Kto zgadnie dlaczego mokry chińczyk jest zamontowany do góry, jaki ma to cel?
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")
Moim zdaniem na górnym chińczyku chłodzonym wodą, będzie zamontowany wentylator który będzie chłodził wrzeciono dolneCinekX0 pisze:Mała zagadka.
Na osi Z będą dwa uchwyty wrzeciona, tak jak na obrazku.
Kto zgadnie dlaczego mokry chińczyk jest zamontowany do góry, jaki ma to cel?
Zakup Chińczyka 3kw i tak planuje, ma byc po prostu... Dlatego robienie czy zakup wrzeciona do stali mnie nie interesuje bo koszty... Więc skoro bede mial Chińczyka to w pewien sposób go przerobić i będzie na 2 kopyta. Łożyska kół liczylem zwykle igiełkowe za małe pieniądze, do wrzeciona wiadomo 4sztuki lepsze to koszt będzie i reszta z alu. Wałek fi100mm kosztuje ok 150zl jak szukałem więc w całości może w 600zl się zamknie z tokarzem licząc.dragon44 pisze:CinekX0, no bez jaj...
za pięćset złotych wyrwiesz kilkukilowatowego perskacza sześć tysięcy obrotów. Spokojnie pójdzie w stali. Zamiast fi4 w alu zakładasz fi20 na płytki i zapierdzieleasz bez patentów...
Policz koszt chińczyka, falownika do niego, kół zębatych, pasów, łożysk (!) - każde koło musi być łożyskowane i masę elementów konstrukcyjnych, które to wszystko ogarną. Z drugiej strony masz jakiś silnik Perske, falownik i koszt ewentualnych przeróbek. Sam na razie robię testy na takim silniku 1,5 kW 6k obrotów. zamiast przeróbki wału silnika póki co dorabiam przejściówki wkręcane w wał M12 z kołnierzem oborowym. Bicie jest dość spore - około dychy na stonę, będę musiał roztoczyć wał by zrobić centryczne pasowanie. Na jakiś czas wystarczy. Mniej roboty i niższe koszty.






