pawel-cnc pisze: ↑05 wrz 2017, 20:55
A to mój zmodyfikowany pod Fusion 360 dla PikoCNC (patrz zalacznik)
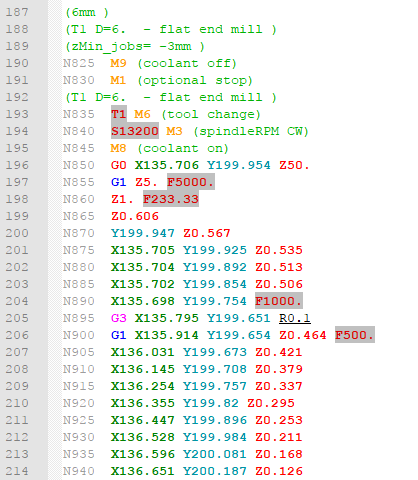
Przykladowy fragment wygenerowanego gkodu:
Kod: Zaznacz cały
%
(pilot przewod - material 8mm )
(no D taper zMin name )
(T1 6mm -3mm flat end mill )
(T3 4mm 42deg -1.85mm chamfer mill )
(T14 6mm 90deg -12.05mm spot drill )
(T21 3mm -8.25mm flat end mill )
N10 G90 G94 (absolue mode, feedrate)
N15 G21 (mm units)
(Material 144x400 )
(Zero - LD rog )
(Mocowanie jak w modelu )
(Podklad dowlony )
(4mm 84st. )
(T3 D=4. TAPER=42deg - chamfer mill )
(zMin_jobs= -1.85mm )
N20 M9 (coolant off)
(T3 D=4. TAPER=42deg - chamfer mill )
N25 T3 M6 (tool change)
N30 S16000 M3 (spindleRPM CW)
N35 M8 (coolant on)
N40 G0 X133.828 Y390. Z50.
N45 G1 F5000.
N50 G0 Z40. (rapid)
N55 G98 G81 X133.828 Y390. Z-1.847 R5. F333.33 (drilling)
N60 X135.828 Y360.55
N65 X8.155
N70 Y200.55
N75 X135.828
N80 X133.828 Y10.
N85 X135.828 Y40.55
...
N12725 X8.269 Y356.002 R4.55
N12730 G1 X8.259 Y356.402
N12735 Z50. F5000.
N12740 (XY plane selection)
N12745 M9 (coolant off)
N12750 M30
%
Dorzucam jeszcze moje kolorowanie składni dla Notepad++ dla g-kodów. Wyglada to tak:
potwierdzam, korzystam od jakiegoś czasu, jest to dość dobry PP do F360 dla PikoCNC
jeśli dobrze pamiętam to modyfikowałem w tym PP funkcje M sterowania chłodzeniem i chyba coś jeszcze
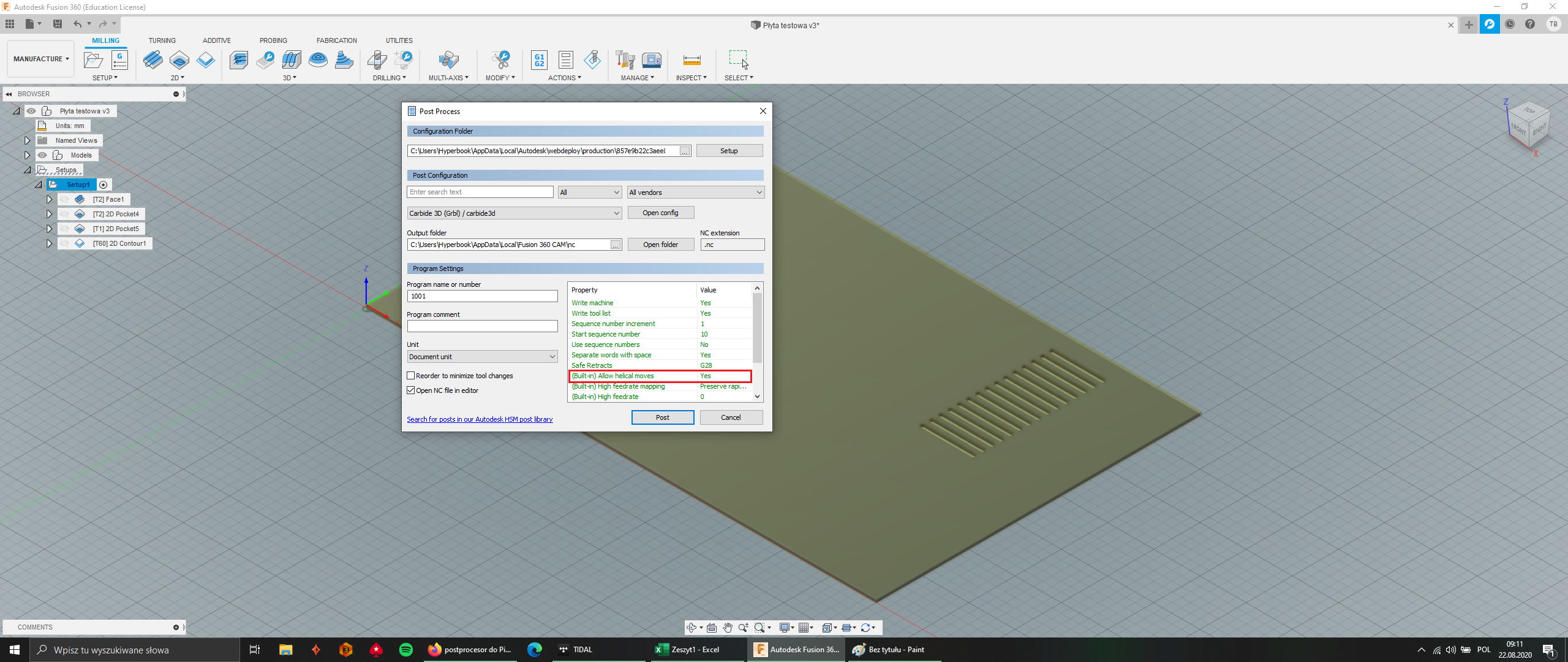
btw - ktoś może wyjaśnić z jakiego powodu wyłączamy "Allow helical moves" ?




")


")

")






