



Ciągle nie rozumiesz o co chodzi
Modernizacja dłutownicy DAA 16
-
kamar
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16


-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8024
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
kamar pisze:Tu się pracuje przede wszystkim bokiem dłutka,
Muszę to zobaczyć,
kamar pisze: czoło pracuje tylko przy pierwszym wejściu i prostokątny też ma lżej
Ale trapezowy ma sztywność boczna nie porównanie większą, wiec i tak wygrywa.
Dodane 1 godzina 1 minuta 40 sekundy:
kamar pisze:Przy trapezie w każdym punkcie ewolwenty będzie miał nóż w innej szerokości.
Tak mi się przypomnialo ze już kiedyś wrzucałem podobną rzecz gdzieś na forum, tu byl frez 60 stopni czyli kąt przyporu 30 stopni bo to był jakiś wielowypust. I wyszło bardzo dobrze bez dorabiania freza kaształtowego. Inna sprawa ze strugarka zrobiłaby to szybciej i lepiej.
I teraz tak. Żeby nie komplikować zbytnio.
Kształ noza trapezowego z podstawowym kątem przyporu czyli 20 stopni.
I liczymy.
Robimy koło zębate o liczbie zębów 30 i module 4.
Wiec 30x4=120 - to nasza średnica podziałowa.
Tę średnice mnożymy przez pi 3.14 (warto tu dać sporo cyferek po przecinku bo to ma znaczenie)
Wychodzi nam 376.8 mm.
Teraz ten wymiar dzielimu przez kąt obrotu osi A potrzebny nam przy nacinaniu.
Załózmy że to bedzie 1/4 obrotu.
Więc 360/4 =90 stopni. I to jest nasz kąt obrotu osi A przy nacinaniu zęba.
Teraz liczymy przesuniecie osi X lub Y czyli skoro oś A dzieliliśmy na 4 to tak samo wczesnejsze obliczenia srednicy podziałowej też dzielimy na 4, wiec 376.8 mm / 4=94.2 mm
I to są nasz wszystkie obliczenia potrzebne do poprawnego nacięcia koła zębatego.
Kod końcowy będzie wyglądał tak>
G1 A90 X lub Y 94.2
I tyle. Nie pamiętam tylko kierunków wiec gdzieś będzie + a gdzieś minus ale to drobiazg.
Nie ma potrzeby tego komplikować o inne noze skoro nóż trapezowy robi to z automatu bo ktoś kiedyś tak wymyślił to sobie aby koło zębate było zwiniętą listwą zębatą .
W naszym przypadku tak to wygląda bo fabryczna strugarka ma na śrubach gwint modułowy wiec przesuw stołu jest tylko wielokrotnością lub mniejszością modułu jaki nacinamy. Dlatego my musimy liczyć obwód koła ze średnicy podziałowej.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Dawno się tak nie ubawiłem jak z tego : liczymyIMPULS3 pisze: ↑06 sty 2026, 12:49I liczymy.
Robimy koło zębate o liczbie zębów 30 i module 4.
Wiec 30x4=120 - to nasza średnica podziałowa.
Tę średnice mnożymy przez pi 3.14 (warto tu dać sporo cyferek po przecinku bo to ma znaczenie)
Wychodzi nam 376.8 mm.
Teraz ten wymiar dzielimu przez kąt obrotu osi A potrzebny nam przy nacinaniu.
Załózmy że to bedzie 1/4 obrotu.
Więc 360/4 =90 stopni. I to jest nasz kąt obrotu osi A przy nacinaniu zęba.
Teraz liczymy przesuniecie osi X lub Y czyli skoro oś A dzieliliśmy na 4 to tak samo wczesnejsze obliczenia srednicy podziałowej też dzielimy na 4, wiec 376.8 mm / 4=94.2 mm
I to są nasz wszystkie obliczenia potrzebne do poprawnego nacięcia koła zębatego.
Kod końcowy będzie wyglądał tak>
G1 A90 X lub Y 94.2
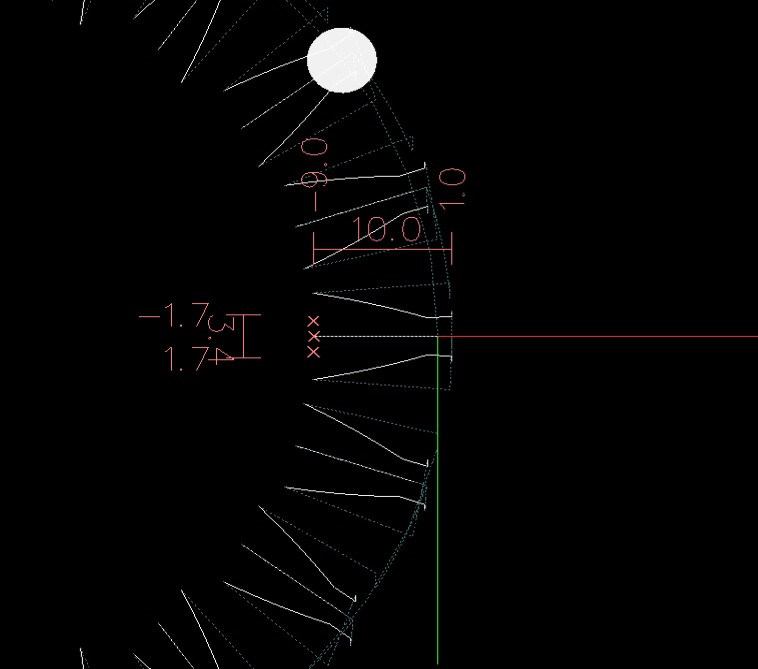
Pobawiłem się chwile symulatorem i trochę lepiej widać. Ukośne linie symulują obrót osi C ( wreszcie się zgwałciłem i nazwałem os jak bozia przykazała
Bliżej weekendu wrzuci się kawałek tworzywa i będzie wszystko wiadome
Co do tego "liczenia" jakie mi się zdarza to dzielenia cala na ilość zwojów
Ostatnio zmieniony 06 sty 2026, 15:11 przez kamar, łącznie zmieniany 1 raz.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8024
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
kamar pisze: liczymyKomputerom prąd wyłączyli
No jak czytam o skomplikowanych obliczeniach to aż musiałem pokazać że tu nie ma jakiś wielkich obliczeń dla KOMPUTERA albo sztucznej miłości.
kamar pisze:Pobawiłem się chwile z symulatorem i trochę lepiej widać.
Jak ma ten nozyk w pełnym mateiale wyrąbać tak bokiem to czarno to widzę. Ale zaczekam na efekt końcowy coby może za dużo nie odszczekiwać, wszak to jakaś iluzja póki co dla mnie,
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
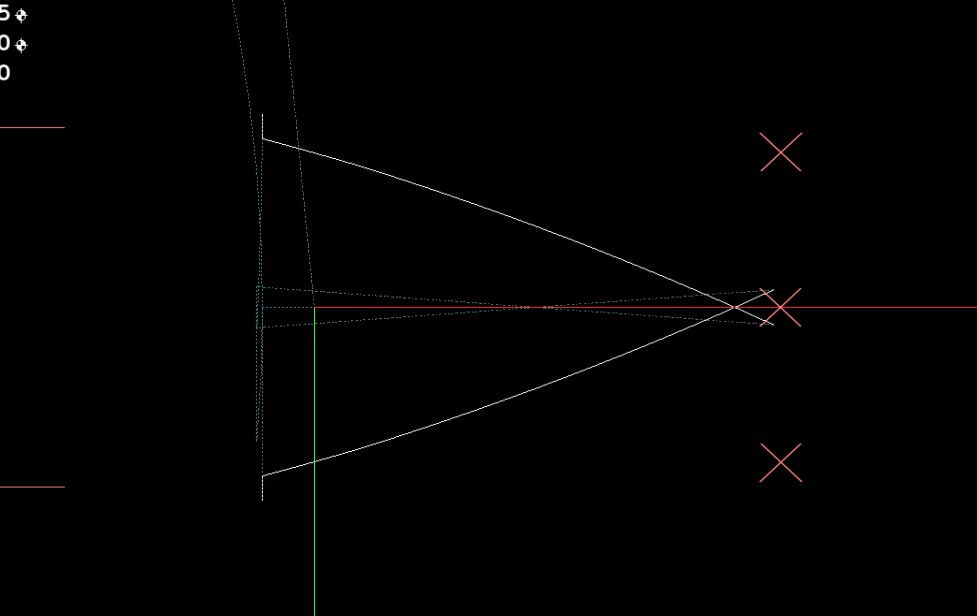
A ja widzę. Jedyny szkopuł to taki, że dłutownica nie jest w sieci i nie pamiętam configu stołu. A do maszyny daleko i zimno .
I dlatego te skosy mogą przekłamywać. Ale i tak wjazd będzie bardziej punktowy niż w Twoim zębie kształtowym.
I dlatego te skosy mogą przekłamywać. Ale i tak wjazd będzie bardziej punktowy niż w Twoim zębie kształtowym.
-
kamar
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 120
- Posty: 17237
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Modernizacja dłutownicy DAA 16
Sub na zewnętrzne zęby już praktycznie gotowy, popiepszył coś przy uzębieniu wewnętrznym ale walczymy
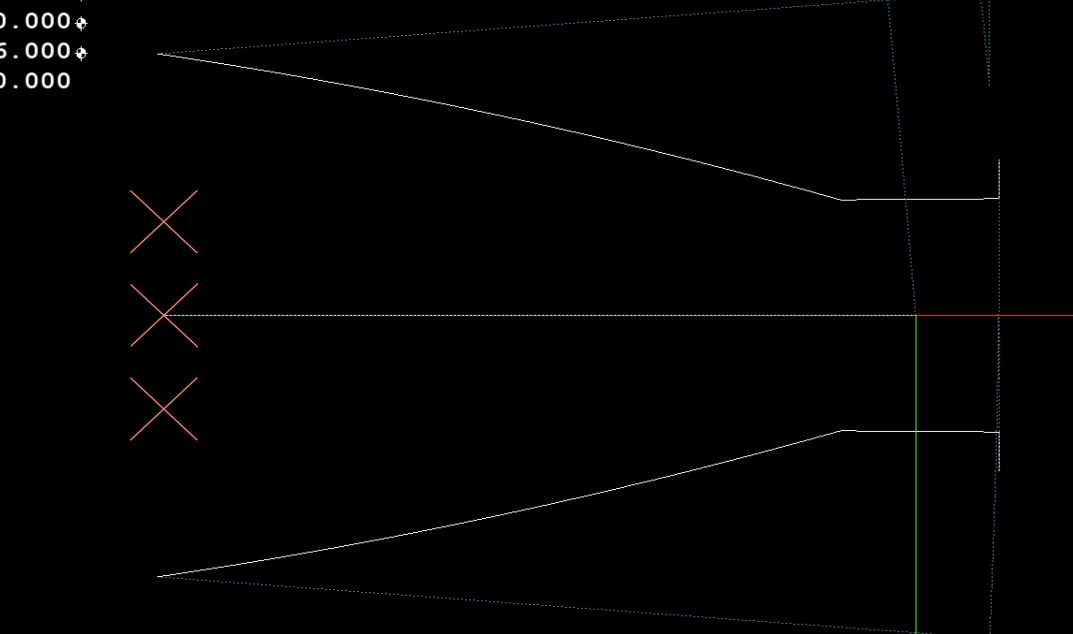
Tak patrzę i widzę, że tym subem pojechałby i frezem palcowym przy węższym wiecu. Wyłączyć oś C i jazda.
Tak patrzę i widzę, że tym subem pojechałby i frezem palcowym przy węższym wiecu. Wyłączyć oś C i jazda.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8024
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
kamar pisze:Sub na zewnętrzne zęby już praktycznie gotowy, popiepszył coś przy uzębieniu wewnętrznym ale walczymy
Bo o ile zewnętrzny ząb jest z punktu widzenia geometrii prosty to wewnętrzny już jest trudny do zrobienia prostym narzędziem. Mozna go zrobić tylko drugim kołem zębatym, wiec albo zrobi coś co było w przypadku kół łańcuchowych czyli dla danej ilości i modułu może uda się zrobić suba ale dla każdej ilości zębów i modułów suba chyba nie będzie.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 55
- Posty: 8024
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Modernizacja dłutownicy DAA 16
kamar pisze:Nie tylko będzie ale już jest
No jak to się uda to chylę czola przed tym duetem Kamar/AI. To jednak miłość że ona się tak stara .






