Hi,
Dzisiaj spędziłem cały dzień przy maszynie i przyznam się że trochę poległem.
Podłączyłem czujnik długości narzędzia zgodnie z instrukcjami z tego wątku
KLIK a precyzyjniej mówiąc z instrukcji z tego linku
KLIK wskazanym w tamtym wątku.
Generalnie [prawie] wszystko działa, połączenie z kartą mesa ok, podprogramy działają, długość narzędzia jest liczona poprawnie - nie mam zastrzeżeń. Tylko że działa tylko wtedy kiedy ze skryptu "wymiana_narzedzia.ngc" wywale odwołania do kodu M100.
Plik ze skryptem dla M100 umieszczony w poprawnym folderze, nadane uprawnienia do uruchamiania jako aplikacja, generalnie krok po kroku zgodnie z instrukcją i to nawet kilka razy.
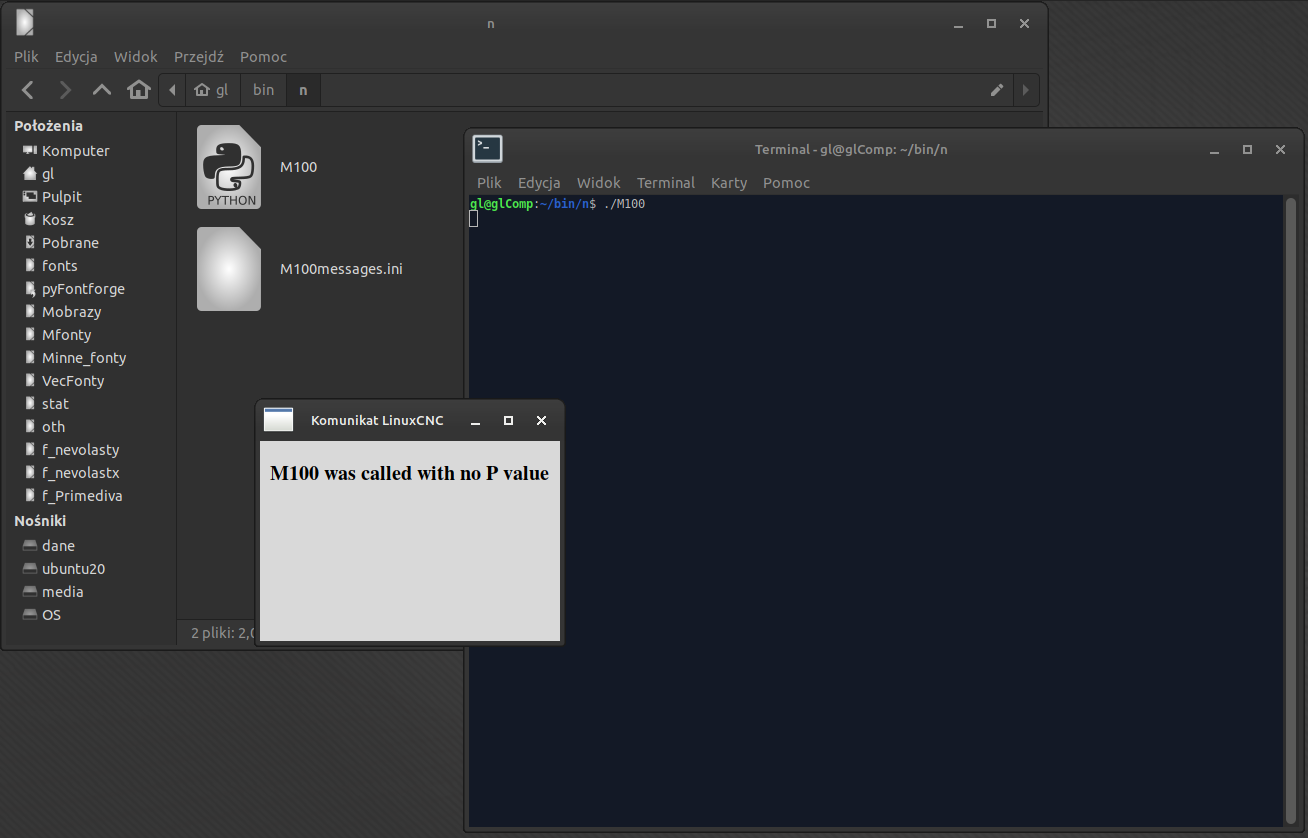
Co nie działa? Otóż po uruchomieniu programu pomiaru długości narzędzia maszyna jedzie do punktu wymiany i zatrzymuje się na kodzie M100 P0 - w tym momencie powinien pojawić się komunikat żeby wymienić narzędzie - niestety nie pojawia się nic, żadnego okienka, żadnego komunikatu, żadnego błędu - tak jak by program przerwał swoje działanie. Na początku myślałem że problem z uprawnieniami albo lokalizacją pliku ale nie tędy droga, formatowanie pliku tez chyba nie to- plik zapisany trzema edytorami. Za każdym razem ten sam efekt.
Jakieś pomysły bardziej doświadczonych w tym temacie co mogłem popsuć że to nie chce działać?

Ps.: wersja linuxcnc 2.10.0-pre0
Ps2.: próbowałem dzisiaj frezować stal nierdzewną 304, szło całkiem zgrabnie jak na to czym ją potraktowałem

Trzeba trochę dopracować parametry ale generalnie jestem zadowolony.
M




")
 taśma którą używałem to papierowa malarska 3m typu blue scotch. A klej możesz używać dowolny cyjanoakrylowy. Jeśli nie używasz aktywatora to polecam mocno docisnąć detal do stołu/ mocowania (np ściskiem) i odczekać kilka minut. Z aktywatorem jest zdecydowanie lepiej i szybciej. Zdjęcie kleju i aktywatora który używałem podeślę później bo wszystko zostało w aucie.
taśma którą używałem to papierowa malarska 3m typu blue scotch. A klej możesz używać dowolny cyjanoakrylowy. Jeśli nie używasz aktywatora to polecam mocno docisnąć detal do stołu/ mocowania (np ściskiem) i odczekać kilka minut. Z aktywatorem jest zdecydowanie lepiej i szybciej. Zdjęcie kleju i aktywatora który używałem podeślę później bo wszystko zostało w aucie. 


")


")