A Ty G04 P10 bez .....
https://www.haascnc.com/pl/video/haas-a ... 6bpso.html
Mariusz.
Obsługa, Programowanie i Budowa Maszyn Numerycznych





")


")

Kod: Zaznacz cały
T10 M6
G0 X0 Y0 Z0
F1000
G1 X10 Y100.
G1 X20 Y0
G0 X0 Y0
G41
F1000
G1 X10 Y100.
G1 X20 Y0 Z0
M30
g0home pisze: ↑28 lip 2024, 11:35@tuxcnc dziękuję za zaangażowanie. Problem w stworzonym przez Ciebie programie wydaje się prosty , w momencie załączenia G41 narzędzie nie ma możliwości wykonania kompensacji przez co zaczyna to robić w momencie wykonywania ruchu roboczego G1 X10 Y100.
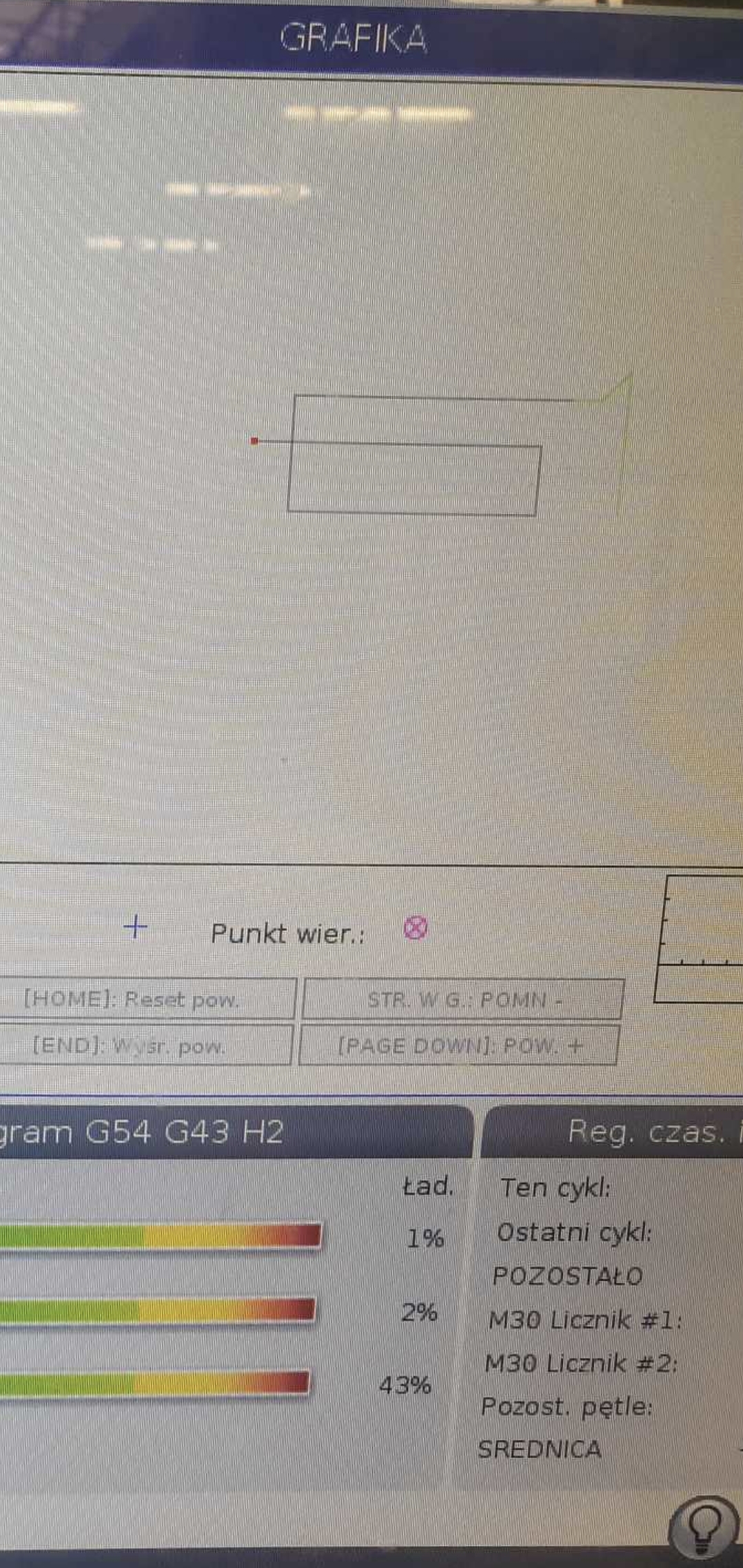
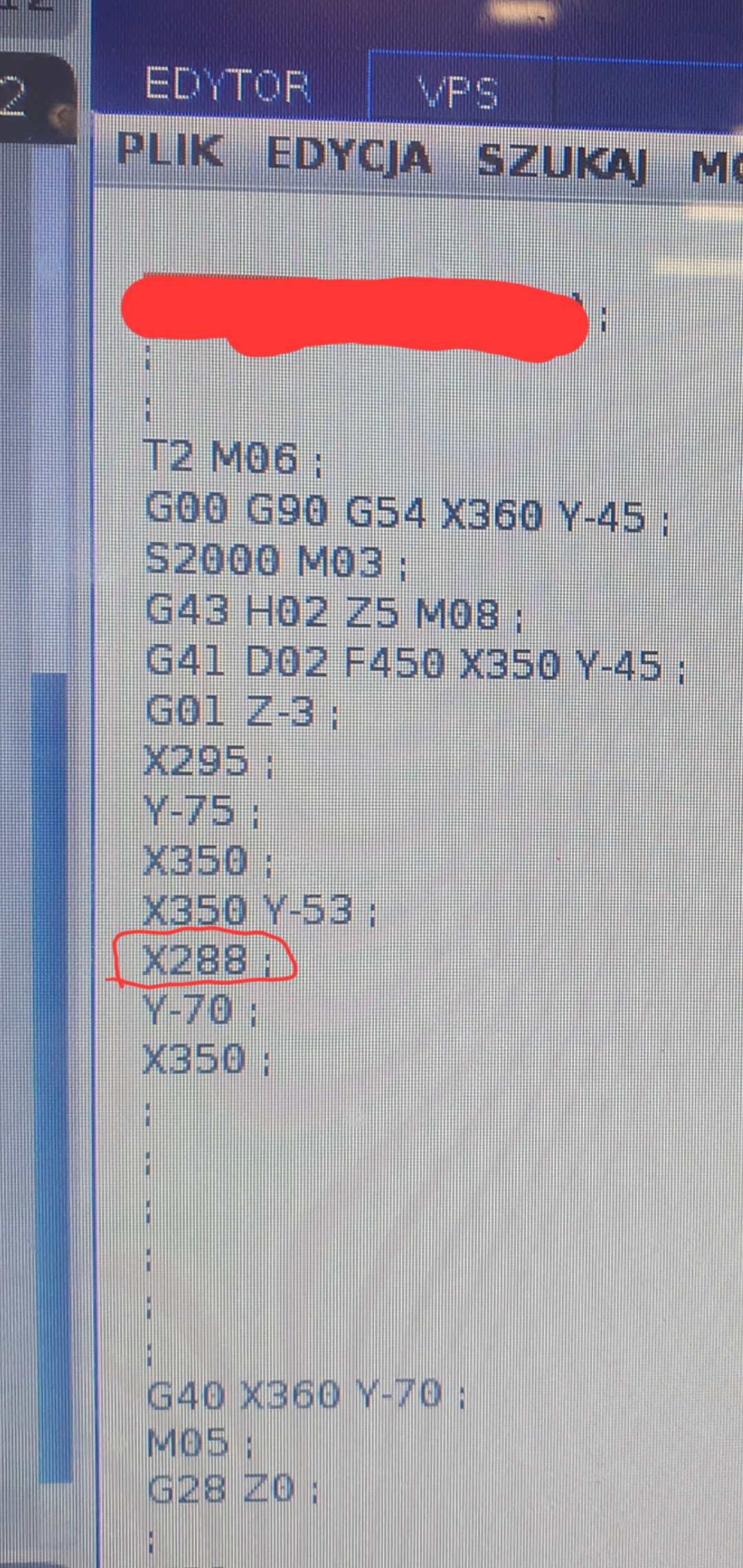
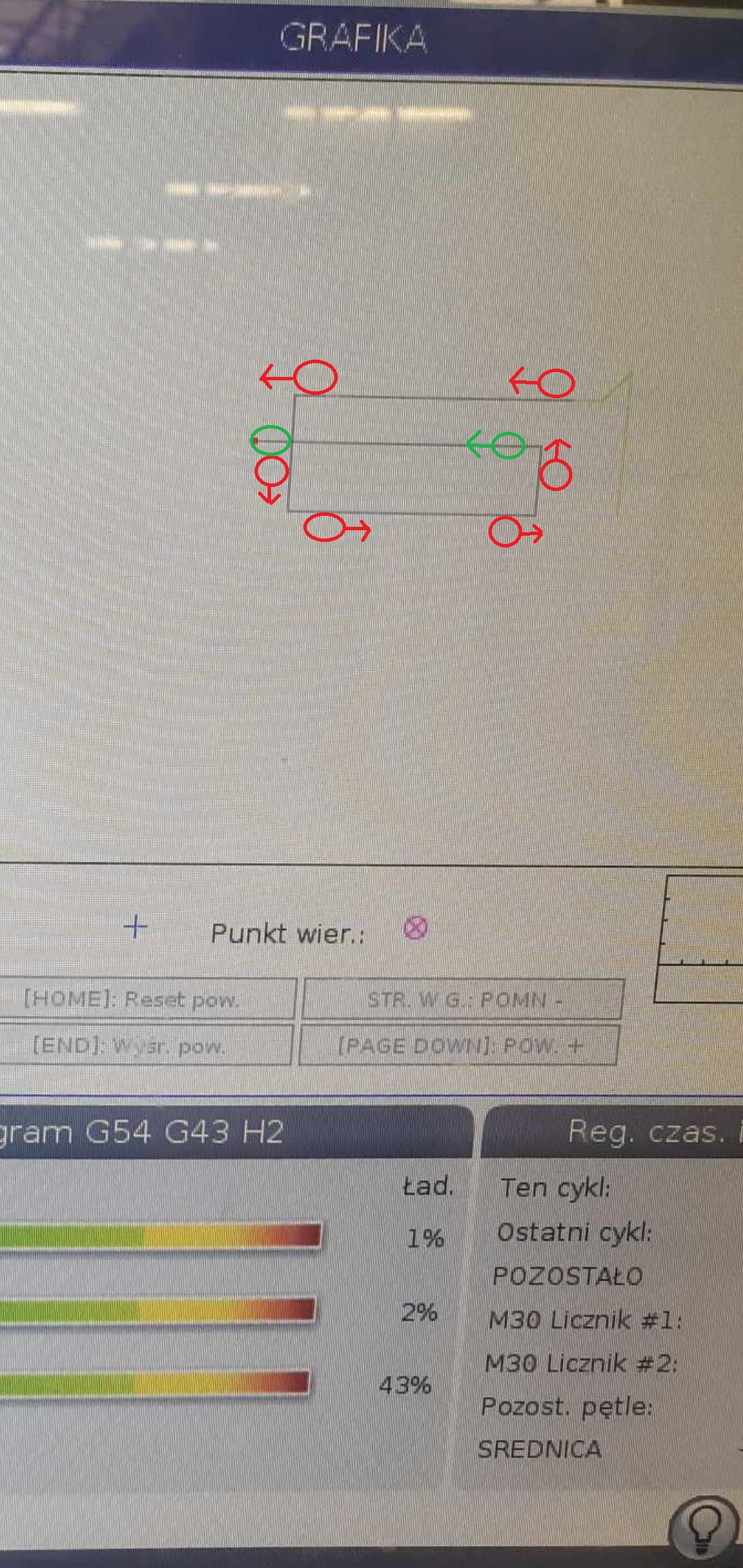
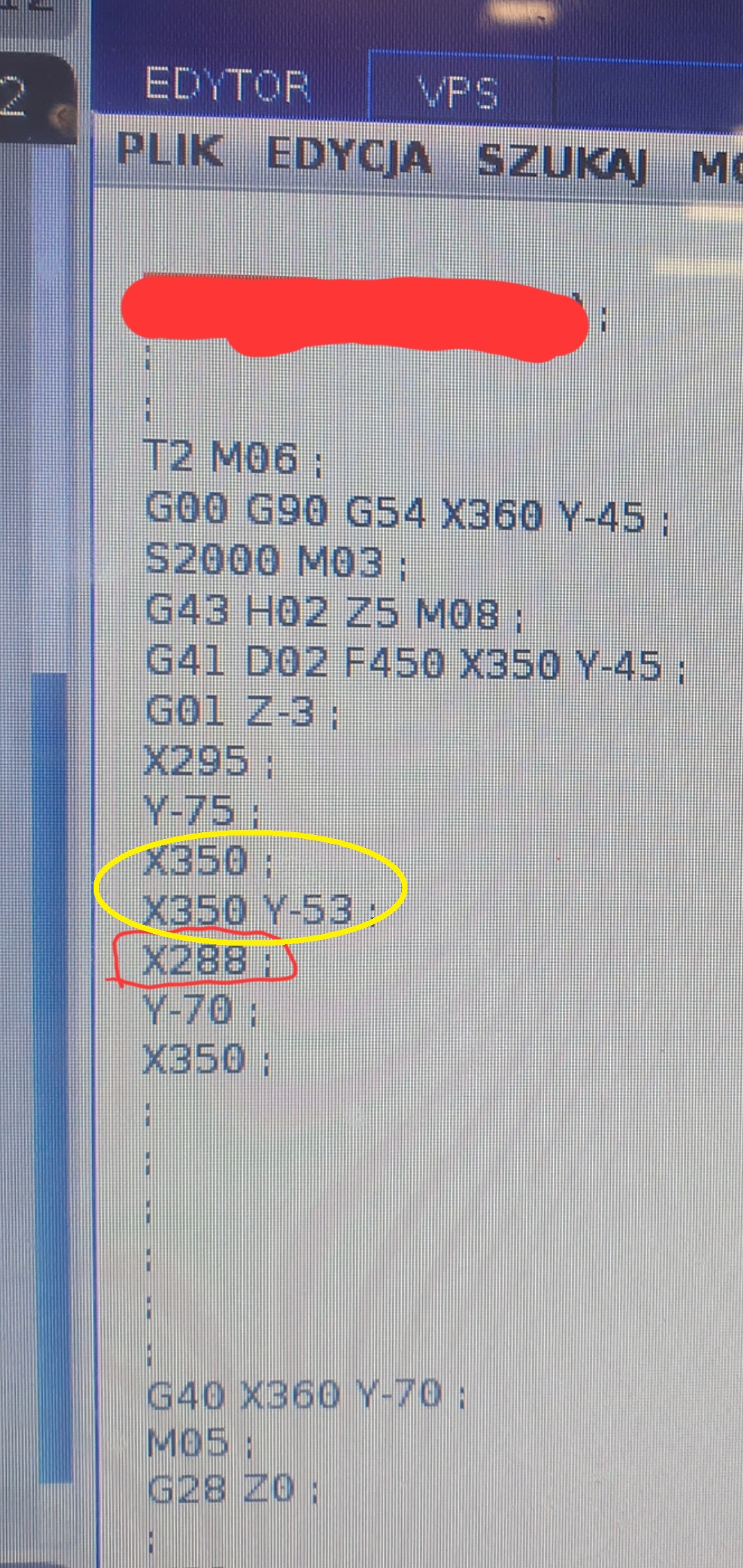
Problem polega na tym, że nie widzę rozwiązania problemu który pojawił się w moim programie tzn. narzędzie wykonało kompensacje, prawidłowo wykonało pierwszą ścieżkę , prawidłowo drugą, trzecią i przy ostatniej X288 odjechał za daleko (prawdopodobnie poruszało się z już wyłączoną kompensacją - kolor zielony)
........
ehh.. racja.WZÓR pisze:Źle opisałeś na foto grafikę .






