g0home pisze: ↑26 cze 2024, 20:58
Cześć. Zacząłem przygodę z programowaniem przy użyciu g-kodów i zdecydowanie czegoś nie rozumiem.
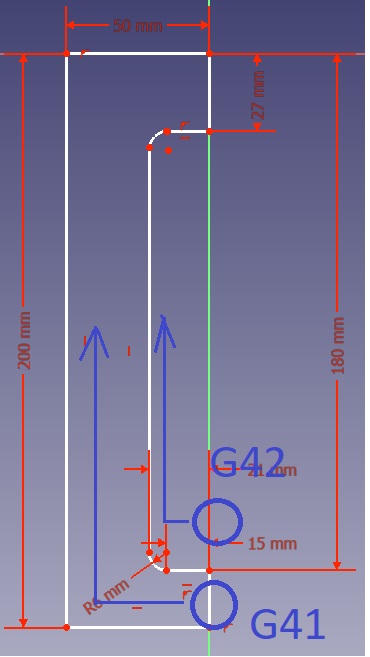
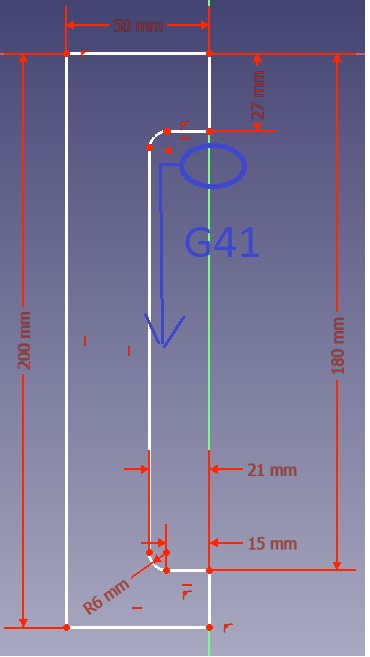
Program przy użyciu komendy G42 tworzy prawidłową ścieżkę jednak ze złą kompensacją, G41 tworzy nieprawidłową ścieżkę, przypuszczam, że problemem jest nieprawidłowy dojazd albo zły punkt wprowadzenia G41 bądź odwołanie za pomocą G40, dla przykładu wrzucam przykładowy rysunek wraz z programem.
Baza w prawym górnym rogu- tak jak układ wspolrzednych we freecad.
Frez fi12 promień łuku r6.
Narzędzie ma wykonać obróbke współbieżnie.
T01 M06
G00 G90 G54 X15 Y-180
S1000 M03
G43 H06 Z1 M08
G41 X0 Y-180
G01 Z-10
G01 X-15 F400
G02 X-21 Y-174 R6 F400
G01 Y-33 F400
G02 X-15 Y-27 R6 F400
G01 X15 F400
G28 Z0
G40 Y0 (tutaj może być błąd bo nie rozumiem w którym miejscu powinienem odwołać kompensację)
M30
Fajnie , że robisz coś samodzielnie .... , ale - niestety popełniasz bardzo dużo błędów .
Wrzuciłem Twój program do maszyny w celu wykonania symulacji i mój Haas zaświecił się na czerwono.

1. Brak zgodności kodu T do H (jak wywołałeś narzedzie T1 , to stosuj do niego korektor długości H o tym samym numerze , tj. H1 , a nie H6).
2. Brak kropek.
3. Wywołanie korekcji G41 bez podania korektora średnicy narzędzia (w tym wypadku D1).
ten błąd wykryłem wizualnie wpisując program do maszyny.
Zapoznaj się z zasadą stosowania / działania korekcji G41/G42 , bo jak widzę Twoja wiedza w tym zakresie jest nijaka.
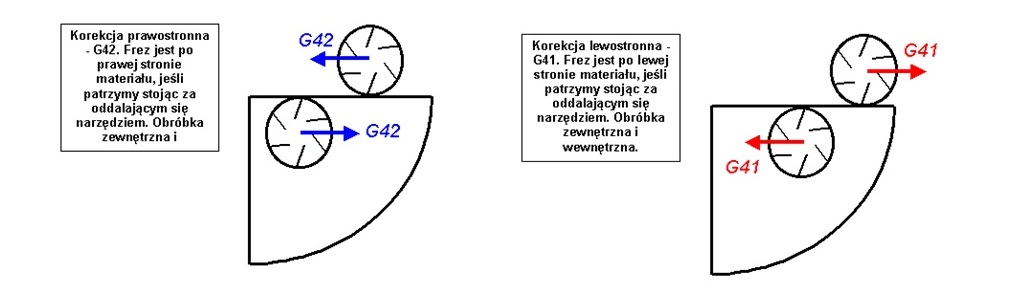
i wprowadź ją do swojego zadania.
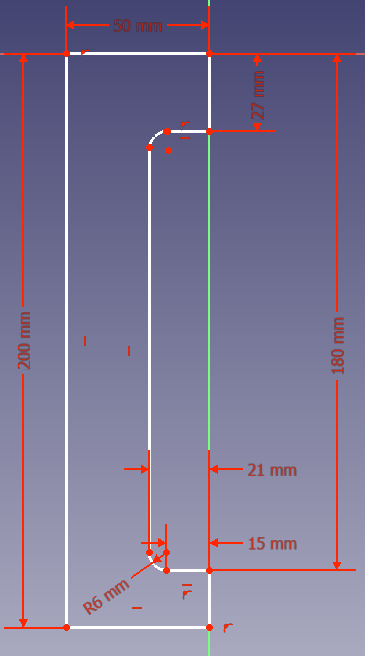
Twój program po drobnej korekcie (usunąłem w/w błędy) przeszedł w symulacji , a stosując (błędnie korekcję G41) wciąłeś się całym frezem w materiał niszcząc detal.
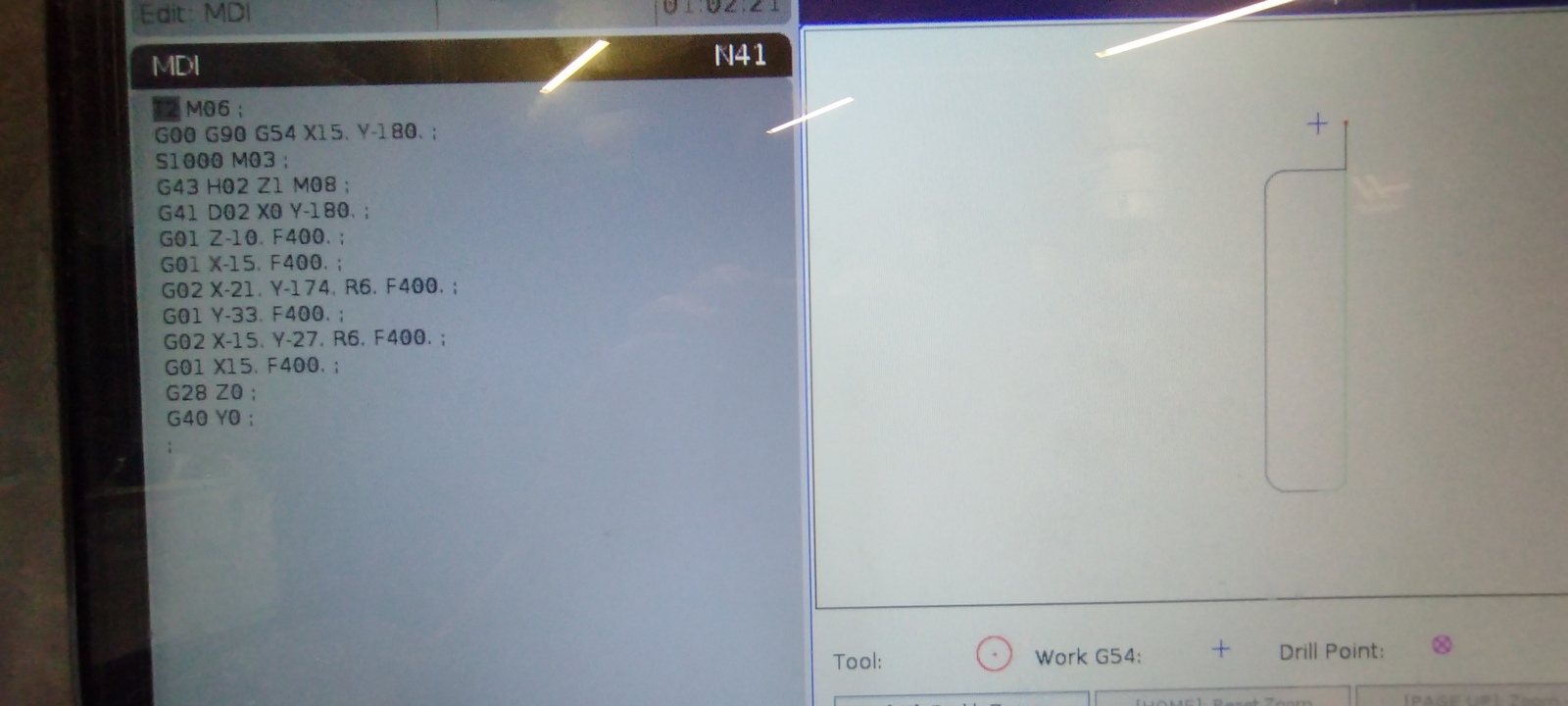
Po zmianie korekcji na G42 frez osiągnął ścieżkę po zaprogramowanym przez Ciebie konturze (nie wcinając się w detal)
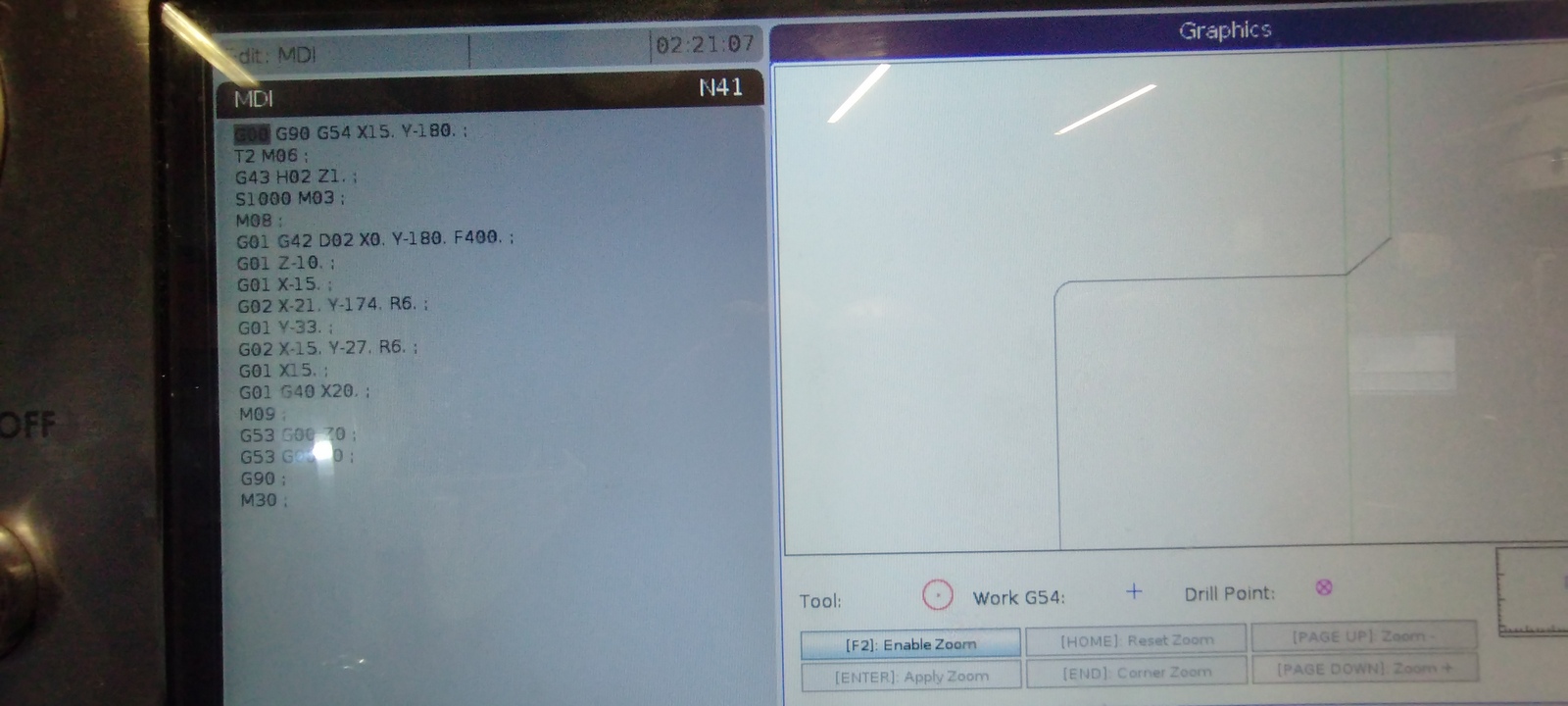
.... , ale obydwa programy wykonały ten ruch przeciwbieżnie , a nie jak zakładałeś (współbieżnie).
Raz jeszcze napisz program wpisując w nim kontur w odwrotnej kolejności i daj znać co wyszło.
Mariusz.




")


")


")






