



Dodane 5 minuty 28 sekundy:
a jednak bufon jesteś gdzie własne projekcje wciskasz wszędzie wokoło. Skąd pewność żę to pająk a nie spawanka #20mm blach.
Bo takie tylko sobie wyobrażasz. Dla ciebie sukces a dla innego nudna rutyna?
Eeee tam...
Zaraz będzie co to nie zrobił i czego nie pokazał. Na Laska nebeska i w dodatku spłaszczona.
Budowa frezarki, obróbka baz pod prowadnice


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 17201
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Budowa frezarki, obróbka baz pod prowadnice
A skrob do woli.
Bo kto to sprawdzi po roku jak to przylega.
Bo kto to sprawdzi po roku jak to przylega.
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Budowa frezarki, obróbka baz pod prowadnice
takie teksty więcej o mówiącym swiadczą niż by chciał.
Bo gwarancja to do bramy.
Po roku nie ma potrzeby sprawdzać bo wpisana w podpisany papier utrata geometrii korpusu jest niedopuszczalna
a świadectwo pomiarów załaczone do deklaracji CE razem z DTR.
I dlatego przylgnie są skrobane. Tak jak u ciebie wałki toczone Też powiesz a tocz sobie do woli? Robisz to.
Ale tu widać jak po odcedzeniu zostaje na sitku goły profesjonalny amator
Bo nieosiągalnym sukcesem jest technologia ( wielkozakładowa, piwniczna, zwykłego warsztatu - obojetne) gdzie:
spawamy

tu już pospawane

a tu wyżarzamy 12godz w temp 650stC. I co z tego ze stołek obgryziony
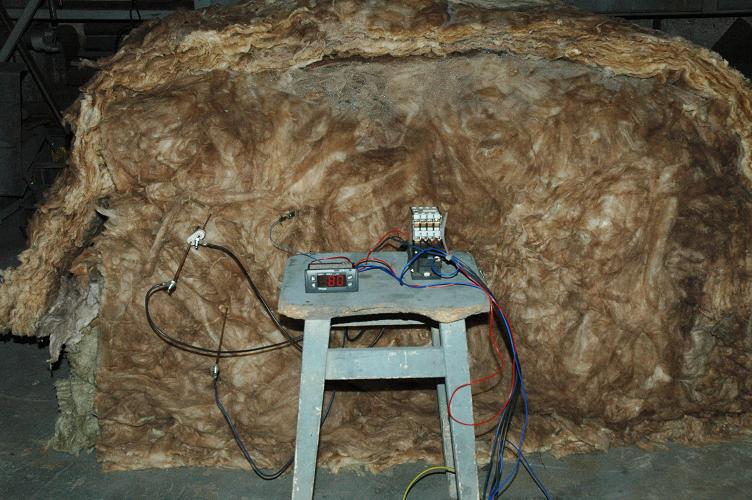
tylko abyś nie gadał że obrazki to lipa - ten już wyżarzony kawałek to od innej maszynki

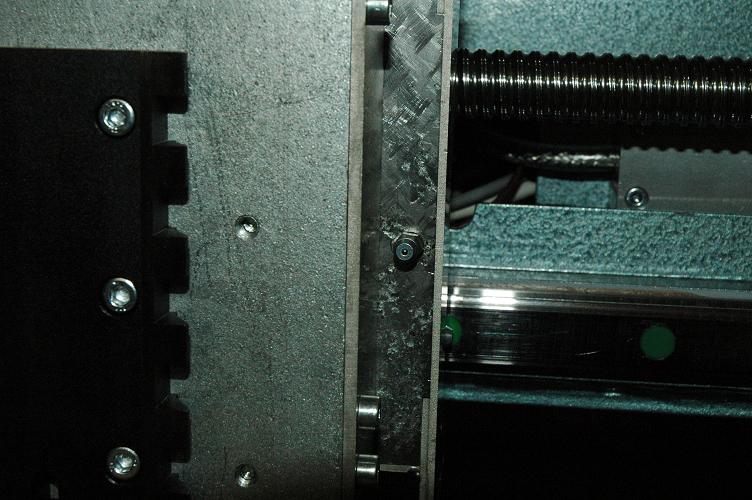
a póżniej malujemy i obrabiamy - kolejność właściwa wpierw piaskowanie, podkładówka a następnie wytaczarka

widzisz te charakterystyczne slady i to nie tylko na stopach. Wszędzie gdzie jest połączenie elementów.
Bo klient dostaje wyrób z gwarantowaną jakością
Teraz wiesz dlaczego pytanie co za rok jest zasadne tylko wobec tego co ty zrobiłeś?
-
drzasiek90
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2409
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
Re: Budowa frezarki, obróbka baz pod prowadnice
Uuuu pany. Zaraz będziecie pod kreską u króla i jego klakierków.
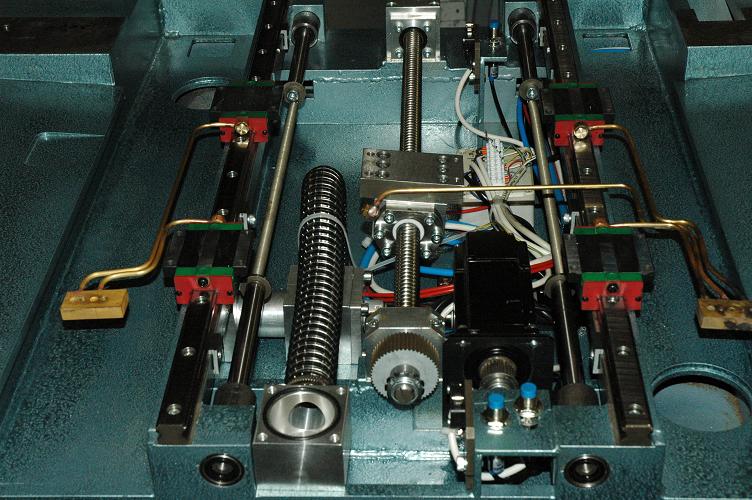
@qqaz To na ostatnim zdjęciu, to centralne smarowanie czy tylko grupowanie do łatwiej dostępnych smarowniczek?
@qqaz To na ostatnim zdjęciu, to centralne smarowanie czy tylko grupowanie do łatwiej dostępnych smarowniczek?
-
qqaz
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 2416
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Re: Budowa frezarki, obróbka baz pod prowadnice
tak jak jego klakier to ja się nie zagłębiam
rurki idą do płytek przykreconych pod blatem stołu na oringach uszczelniających połaczenie. Kalamitki są od czoła w grubości blatu, każda osobno do swojego punktu
Choć właściwie się zmieni - tak się może powyginać że zabraknie materiału w obrabianych miejscach. Nie szkodzi , się dospawa.
Dodane 5 minuty 8 sekundy:
Tyle że te dywagację mają sens poniżej poziomu pojedynczych setek w całej przestrzeni ramy.
rurki idą do płytek przykreconych pod blatem stołu na oringach uszczelniających połaczenie. Kalamitki są od czoła w grubości blatu, każda osobno do swojego punktu
z pewnościa trafiłeś nie raz, choć w historii forum było to stosunkowo dawno, jakie kombinacje ludzie uprawiali. Wibrowanie, doły z węglem, piece lakiernicze i tu honor Kamarowi, większość dla konstrukcji z profilu #4mm tak jakby miało to coś pajakowi zmienić. Może się zafiksował że tu tylko takie.atom1477 pisze:O tym decyduje wyżarzanie.
Choć właściwie się zmieni - tak się może powyginać że zabraknie materiału w obrabianych miejscach. Nie szkodzi , się dospawa.
Dodane 5 minuty 8 sekundy:
jeżeli nie przylega a dokręcisz to naprężenia ustawią sie przez ten czas. No i ponowny montaż tez jest niepowtarzalny - inna kolejnośc dociągania srubek i wystarczy.atom1477 pisze:Skrobanie nie ma nic do rzeczy w sprawie tego co będzie za rok.
Tyle że te dywagację mają sens poniżej poziomu pojedynczych setek w całej przestrzeni ramy.
-
drzasiek90
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2409
- Rejestracja: 25 kwie 2016, 11:58
- Lokalizacja: Jodlowa
- Kontakt:
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 17201
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Budowa frezarki, obróbka baz pod prowadnice
I teraz można myśleć o skrobaniu. Jak autor tematu ma zamiar przejść tą ścieżkę a bramę ma podobnej
sztywności, to odszczekuję
Ale coś mi się zdaje, że nie będę musiał.
(Znowu będzie , że lekceważę userów.)
-
atom1477
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 3979
- Rejestracja: 21 kwie 2011, 10:58
- Lokalizacja: ::
Re: Budowa frezarki, obróbka baz pod prowadnice
Ale przy dokręcaniu nastąpi ugięcie. Czyli naprężą się elementy zarówno spawane jak i niespawane.
A potem przez rok, znikną naprężenia spawalnicze. Czyli konstrukcja odchyli się z kierunkiem sprężystych naprężeń elementów niespawanych. Krótko mówiąc odkształci się to, mimo że zniekształcenia spawalnicze znikną.
Taka metoda nic nie daje.
Nie działa przecież nawet obróbka niewyżarzonego elementu przed skręcaniem. Wtedy skręca się idealne elementy, bez żadnego dodatkowego ugianania. A i tak po roku zmienia to kształt.
To tym bardziej nie zadziała jak się jeszcze podociąga na siłę krzywe elementy podczas skręcania.
Odprężanie musi być zrobione przed skręcaniem (i przed obróbką powierzchni jakie będą skręcane). Tylko wtedy zadziała.
Ostatnio zmieniony 22 lut 2023, 13:08 przez atom1477, łącznie zmieniany 1 raz.






