



Mój pierwszy "Fly Cutter"


")
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 12346
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Mój pierwszy "Fly Cutter"
No i oto właśnie chodzi
Obroty 200/min przy średnicy narzędzia 190mm(okrąg zataczany przez ostrze) daje Vc≈119m/min.
porównując to z zalecanymi typowymi parametrami dla węglika najczęściej chyba występującego popularnego gatunku P20(S20)
https://darmet.com.pl/pl/informacje-tec ... stosowanie
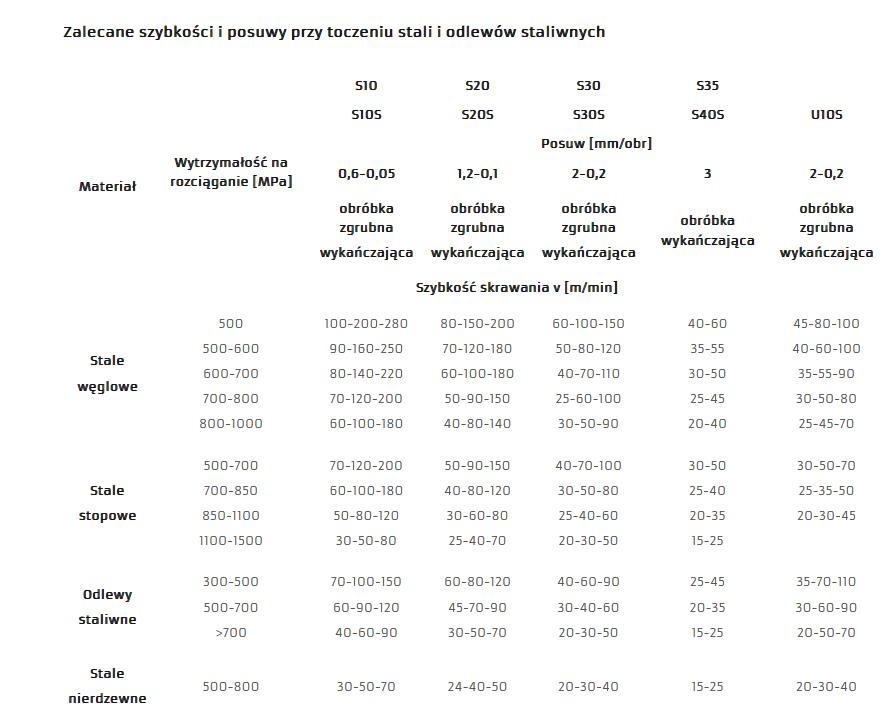
majac sztywną maszynę można by obroty (dla miękkich i średnich stali węglowych 500-700MPa) podnieść do ok 270/min(Vc≈160m/min)÷300/min(Vc≈180m/min)
(https://mac.walter-tools.com/#content/turningOp)
A stosując węglik co prawda mniej odporny na udary(przerywane skrawanie) ale twardszy gatunek P10(S10) można by je jeszcze zwiększyć.
Obroty 200/min przy średnicy narzędzia 190mm(okrąg zataczany przez ostrze) daje Vc≈119m/min.
porównując to z zalecanymi typowymi parametrami dla węglika najczęściej chyba występującego popularnego gatunku P20(S20)
https://darmet.com.pl/pl/informacje-tec ... stosowanie
majac sztywną maszynę można by obroty (dla miękkich i średnich stali węglowych 500-700MPa) podnieść do ok 270/min(Vc≈160m/min)÷300/min(Vc≈180m/min)
(https://mac.walter-tools.com/#content/turningOp)
A stosując węglik co prawda mniej odporny na udary(przerywane skrawanie) ale twardszy gatunek P10(S10) można by je jeszcze zwiększyć.
pozdrawiam,
Roman
Roman






