



Sukces, silniki dzialaja w trybie manual i auto, czyli mozna przejsc do kolejnego etapu czyli sterowanie wrzeciona przez falownik.
Bardzo dziekuje Macku, Twoje sugestie mnie trafnie nakierowaly.
Sygnal S-ON nie podalem fizycznie tylko parametr Cn-01 bit 0 zmienilem z domyslnego 0 na 1 czyli "Does not use servo ON input (/S-ON). Servo is always ON."
Mimo wszystko rozpatrze sterowanie gotowoscia serw sprzetowo ze wzgledow bezpieczenstwa.
SZGH - zbiór informacji
-
greg123stairs
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 7
- Posty: 41
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield


-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 66
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
greg123stairs pisze:Sygnal S-ON nie podalem fizycznie tylko parametr Cn-01 bit 0 zmienilem z domyslnego 0 na 1 czyli "Does not use servo ON input (/S-ON). Servo is always ON."
Z tego co widzę, to oryginalnie był on podłączony. To gdzie był oryginalnie podłączony zostało wyprute czy jest jeszcze w maszynie? Bo jeśli był to np. przekaźnik bezpieczeństwa i masz go dalej to możesz tam go podłączyć tak jak był. Ewentualnie dodać na panel przez przełącznik z kluczykiem. Takie minimum żeby wyłączyć napędy kiedy ktoś jest w przestrzeni roboczej maszyny. Inna opcja, to wystawić go ze sterowania. Kilka stron wcześniej w tym wątku jest o tym, bo sam o to pytałem.
W manualu od PLC zerknij na komórkę pamięci M00 (strona 10). Wystarczy, że zmodyfikujesz odrobinę program PLC. Przypiszesz tę komórkę pamięci do dowolnego wyjścia cyfrowego i podłączysz pod SON. Powinno to wtedy działać (aczkolwiek patrząc na podejście chińczyków to wątpię, że te urządzenia spełniają wymagania safety więc wykorzystanie tutaj zewnętrznych urządzeń które spełniają wymagania stworzy Ci dupochron jeśli ktoś inny na tej maszynie ma pracować).
-
greg123stairs
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 7
- Posty: 41
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
Zostalo wyprute ale wszystko co poszlo OUT dokladnie opisywalem. Sygnaly SON byly podawane bezposrednio ze starego sterownika (KVARA).
Ja zabezpieczenia maszyny mam na przekazniku bezpieczenstwa PILZ i tam tez maja trafic sygnaly SON poprzez dodatkowy przekaznik.
Pomimo ze raczej tylko ja bede pracowal na tej maszynie to uwazam ze dolozenie takiego zabezpieczenia da mi 100% pewnosci ze wcisniecie grzybka odcina co najmniej w kilku miejscach mozliwosc startu silnikow.
Co do kluczyka to ... w tej maszynie oryginalnie bylo rozwiazanie z kluczykiem, ale zwieral on wszystkie bariery tak aby odwazny serwisant mogl grzebac w maszynie pozbawionej oslon i barier.
Fakt ze kluczyk mozna wykozystac jako dodatkowe zabezpieczenie to pomysl godny uwagi. W szczeg. ze kluczyk i miejsce na niego jest.
Pytanie z innej beczki ale mocno zwiazane ze sterownikami SZGH:
Jaki postprocesor? Czy moze sam sterownik ma mozliwosc czytania plikow DXF?

Ja zabezpieczenia maszyny mam na przekazniku bezpieczenstwa PILZ i tam tez maja trafic sygnaly SON poprzez dodatkowy przekaznik.
Pomimo ze raczej tylko ja bede pracowal na tej maszynie to uwazam ze dolozenie takiego zabezpieczenia da mi 100% pewnosci ze wcisniecie grzybka odcina co najmniej w kilku miejscach mozliwosc startu silnikow.
Co do kluczyka to ... w tej maszynie oryginalnie bylo rozwiazanie z kluczykiem, ale zwieral on wszystkie bariery tak aby odwazny serwisant mogl grzebac w maszynie pozbawionej oslon i barier.
Fakt ze kluczyk mozna wykozystac jako dodatkowe zabezpieczenie to pomysl godny uwagi. W szczeg. ze kluczyk i miejsce na niego jest.
Pytanie z innej beczki ale mocno zwiazane ze sterownikami SZGH:
Jaki postprocesor? Czy moze sam sterownik ma mozliwosc czytania plikow DXF?
Ma to sens, do tego tematu jeszcze wrocimymaciek95k pisze:W manualu od PLC zerknij na komórkę pamięci M00 (strona 10). Wystarczy, że zmodyfikujesz odrobinę program PLC. Przypiszesz tę komórkę pamięci do dowolnego wyjścia cyfrowego i podłączysz pod SON. Powinno to wtedy działać
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 66
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
greg123stairs pisze:Jaki postprocesor? Czy moze sam sterownik ma mozliwosc czytania plikow DXF?
Sam sterownik chyba ma taką możliwość, bo nawet jak pogrzebiesz dokładnie w ustawieniach to gdzieś się tam hasło dxf przewija. Ale ja tego nie testowałem.
Ja używam fusion 360 ze zmodyfikowanym postem od fanuca który można pobrać na stronce autodesku. Ale modyfikacje dotyczyły cykli gwintowania, wymiany narzędzi itd. Więc Tobie powinien podejść 1:1.
-
greg123stairs
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 7
- Posty: 41
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
Super podpowiedz z Fusion 360 w szczegolnosci ze mozna pobrac ze strony Autodesk pelnowartosciowa DARMOWA wersje dla celow hobby.
Co do DXF to otrzymalem bardzo wyczerpujaca odpowiedz z Chin: "only support 2D dxf".
Mam nadzieje ze do konca roku uda mi sie uzyskac podstawowe info jak pracowac z plikami dxf bezposrednio w sterowniku CNC Bede podsylal info na bierzaco, mysle ze moze sie komus to przydac, bo jak z wieloma rzeczami, to na ich stronie www ani slowa o dxf. A mi gdzies mi mrygnelo w jakims manualu "dxf" i stad moje zainteresowanie zagadnieniem, widac ze trafne, teraz tylko troche cierpliwosci zeby wyciagnac od chinczynkow info.
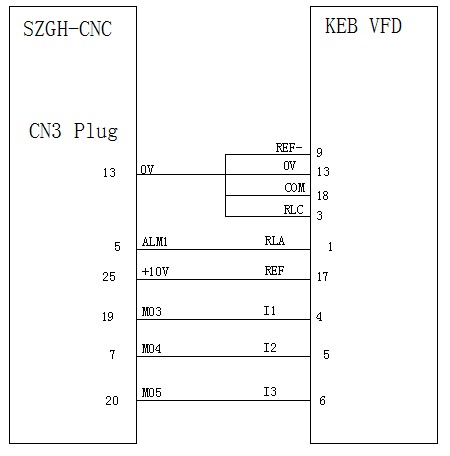
A teraz do rzeczy bo walcze juz ktorys dzien z wrzecionem i falownikiem. Polaczylem wszystko zgodnie ze schematem od SZGH czyli:
W falowniku parametry ktore zmienilem to wejscia cyfrowe:
di.1=1
di.2=0
di.3=11
di.4=11
di.5=0
di.6=0
(pozostale di.=0 z wyjatkiem di.20=1)
analogowe An.22 ustawilem na 1
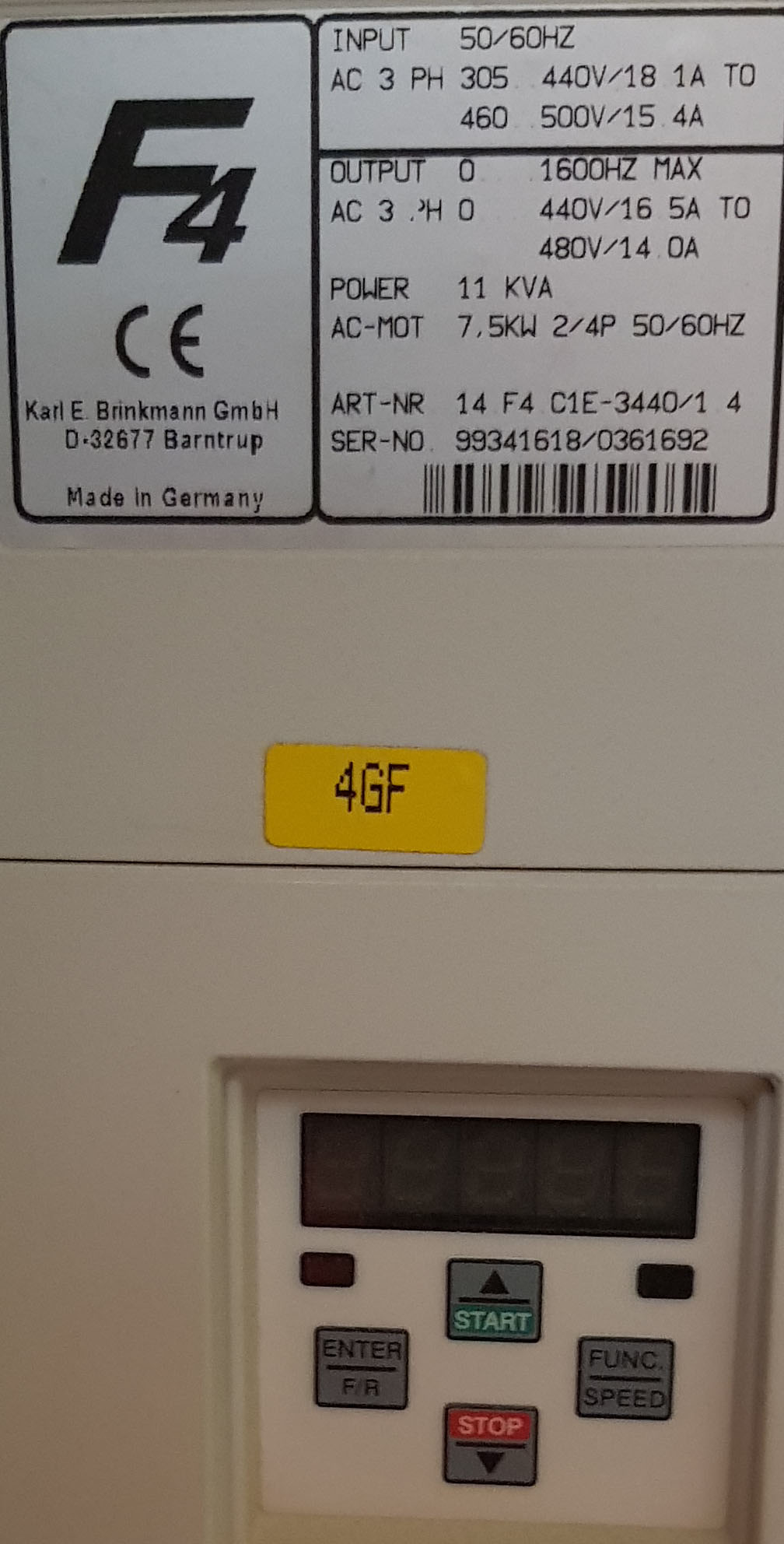
Link do manuala falownika http://www.123stairs.co.uk/cnc95/keb_f4_manual.pdf
I na wszelki ... fotka tabliczki znamionowej falownika. Juz jestem tak zakrecony ze zaczynam miec watpliwosci czy ten manual pasuje do mojego falownika.
Jak tez mozna zauwazyc, mam maly manipulatorek do programowania.
Co do DXF to otrzymalem bardzo wyczerpujaca odpowiedz z Chin: "only support 2D dxf".
Mam nadzieje ze do konca roku uda mi sie uzyskac podstawowe info jak pracowac z plikami dxf bezposrednio w sterowniku CNC
A teraz do rzeczy bo walcze juz ktorys dzien z wrzecionem i falownikiem. Polaczylem wszystko zgodnie ze schematem od SZGH czyli:
W falowniku parametry ktore zmienilem to wejscia cyfrowe:
di.1=1
di.2=0
di.3=11
di.4=11
di.5=0
di.6=0
(pozostale di.=0 z wyjatkiem di.20=1)
analogowe An.22 ustawilem na 1
Link do manuala falownika http://www.123stairs.co.uk/cnc95/keb_f4_manual.pdf
I na wszelki ... fotka tabliczki znamionowej falownika. Juz jestem tak zakrecony ze zaczynam miec watpliwosci czy ten manual pasuje do mojego falownika.
Jak tez mozna zauwazyc, mam maly manipulatorek do programowania.
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 66
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
Poza tym że walczysz, nie napisałeś jakie masz objawy więc trochę ciężko coś doradzić. Falowniki mają opcję do przełączania się między źródłami sterowania (albo z zewnątrz, albo z panelu). Tzn. wszystkie które ja spotkałem miały coś takiego. Może tutaj masz coś przełączone.
Druga sprawa której warto się przyglądnąć, to połączenia NPN/PNP. Czy tutaj masz wszystko odpowiednio dopasowane. Domyślam się, że sygnały ze sterowania przemierzyłeś multimetrem i są okej tak? Sam sygnał analogowy też się zmienia a na sterowaniu masz ustawione obroty na jakieś tam większe (idzie to zrobić wciskając w trybie pracy 'manua' przycisk S i wpisując wartość, albo z MDI oczywiście). Protip, posuwy możesz ustawić pod klawiszem F. Dodatkowo, masz wpisane M3/M4 tak? I taka komenda się wyświetla w sterowaniu? Żadne M41 itd.?
Podaj więcej szczegółów.
Samo podłączenie trochę mi nie pasuje. Powiedz jeśli możesz, skąd wziąłeś te parametry które ustawiłeś dla wejść. Manual jest dość obszerny i napisany co najmniej mało przyjemni to oszczędzisz innym szukania ; )
Dodane 42 minuty 24 sekundy:
Parametr CP.24 masz ustawiony na 0 w falowniku?
Co masz ustwione w oP.0?
Co ustawione w An.6 (powinno być 0).
di.3 - ustaw na 0.
di.4 - ustaw na 0.
di.20 - co tutaj masz ustawione? drugi bit powinien być imho na 1 ustawiony. Co do pozostałych nie jestem pewien.
Sygnały M03 i M04 z falownika powinny być podłączone pod X1.10 i X1.11 wg mnie.
Sygnał M05 pod X1.19.
+10V - pod pin X1.17.
0V - X1.18, X1.13, X1.9, X1.3
ALM1 - X1.1
Dodane 4 minuty 50 sekundy:
Ta konfiguracja powinna ruszyć. Z tego co widzę, chińczyk wziął sobie pierwszy 3 z brzegu wejścia cyfrowe i stwierdził "a walnę tutaj to sterowanie, a gościu sam sobie ustawi już falownik". Tylko że ten falownik, ma przypisane te funkcje na stałe pod konkretne wejścia i nie miało to prawa działać.
X1.10 i X1.11 to masz Forward/Reverse. X1.19 to masz sygnał niejako Enable. U Ciebie na oryginalnym schemacie też tak było to podłączone. Z małą tylko różnicą, że wejście analogowe miałeś wpięte do X1.8 anie X1.17 tak jak tutaj bo prawdopodobnie sterowanie podawało +/-10V a nie 0-10V sygnał. Więc jak wrócisz do swoich parametrów i przestawisz źródło obrotów na wejście analogowe 6 ustawione w tryb 0-10V to powinno śmigać.
Druga sprawa której warto się przyglądnąć, to połączenia NPN/PNP. Czy tutaj masz wszystko odpowiednio dopasowane. Domyślam się, że sygnały ze sterowania przemierzyłeś multimetrem i są okej tak? Sam sygnał analogowy też się zmienia a na sterowaniu masz ustawione obroty na jakieś tam większe (idzie to zrobić wciskając w trybie pracy 'manua' przycisk S i wpisując wartość, albo z MDI oczywiście). Protip, posuwy możesz ustawić pod klawiszem F. Dodatkowo, masz wpisane M3/M4 tak? I taka komenda się wyświetla w sterowaniu? Żadne M41 itd.?
Podaj więcej szczegółów.
Samo podłączenie trochę mi nie pasuje. Powiedz jeśli możesz, skąd wziąłeś te parametry które ustawiłeś dla wejść. Manual jest dość obszerny i napisany co najmniej mało przyjemni to oszczędzisz innym szukania ; )
Dodane 42 minuty 24 sekundy:
Parametr CP.24 masz ustawiony na 0 w falowniku?
Co masz ustwione w oP.0?
Co ustawione w An.6 (powinno być 0).
di.3 - ustaw na 0.
di.4 - ustaw na 0.
di.20 - co tutaj masz ustawione? drugi bit powinien być imho na 1 ustawiony. Co do pozostałych nie jestem pewien.
Sygnały M03 i M04 z falownika powinny być podłączone pod X1.10 i X1.11 wg mnie.
Sygnał M05 pod X1.19.
+10V - pod pin X1.17.
0V - X1.18, X1.13, X1.9, X1.3
ALM1 - X1.1
Dodane 4 minuty 50 sekundy:
Ta konfiguracja powinna ruszyć. Z tego co widzę, chińczyk wziął sobie pierwszy 3 z brzegu wejścia cyfrowe i stwierdził "a walnę tutaj to sterowanie, a gościu sam sobie ustawi już falownik". Tylko że ten falownik, ma przypisane te funkcje na stałe pod konkretne wejścia i nie miało to prawa działać.
X1.10 i X1.11 to masz Forward/Reverse. X1.19 to masz sygnał niejako Enable. U Ciebie na oryginalnym schemacie też tak było to podłączone. Z małą tylko różnicą, że wejście analogowe miałeś wpięte do X1.8 anie X1.17 tak jak tutaj bo prawdopodobnie sterowanie podawało +/-10V a nie 0-10V sygnał. Więc jak wrócisz do swoich parametrów i przestawisz źródło obrotów na wejście analogowe 6 ustawione w tryb 0-10V to powinno śmigać.
-
greg123stairs
- Sympatyk forum poziom 1 (min. 40)
- Posty w temacie: 7
- Posty: 41
- Rejestracja: 19 sie 2016, 15:51
- Lokalizacja: Mansfield
Re: SZGH - zbiór informacji
No i wlasnie ruszyla. Dzisiaj spedzilem doooobre kilkanasie godzin i przetestowalem sporo roznych ustawien i ... no i jest prawie OK.maciek95k pisze:Ta konfiguracja powinna ruszyć.
Chyba najwazniejsze to bylo zrozumienie ze X1.19 dziala jako ZEZWOLENIE NA START. Nie wiem jeszcze jak podawac sygnal STOP i czy jest on niezbedny, czy moze tylko brak sygnalu mozna potraktowac jako wylaczenie wrzeciona? Nie jestem automatykiem i fajnie jak by ktos kto ma wiedze w tym temacie sie wypowiedzial.
A pisze ze "prawie OK" dlatego ze:
Przelaczylem sie na styki X1.10 i X1.11 jak sugerowales i to co kosztowalo najwiecej czasu zeby dojsc do tego to ... styk X1.19 zwarlem z 0V na stale. Bez problemu w trybie MANUAL reguluje napiecie 0 do 10V i podaje na X1.17. Gdy recznie podaje 0V na styk X1.10 albo X1.11 to mam obroty wrzeciona odpowiednio regulowane napieciem podawanym na X1.17. Warunek to zwarcie X1.19. Jeszcze nie sprawdzalem czy tylko przy starcie czy musi byc caly czas zwarte do 0V.
Teraz to reczne zwieranie kabelkow X1.10/11/19 musze "zlecic" w sposob inteligentny sterownikowi, z czym nie bedzie problemu. Bardziej chodzi o madre zatrzymywanie wrzeciona.
A teraz ciekawostka dnia. Juz wiadomo ze da sie wgrac plik DXF bezposrednio do sterownika, ale jak to zrobic? Ponizej pelna wersja w oryginale odpowiedzi prosto z Chin:
"copy 2d dxf file to cnc,press "-" key after select this file on CNc,which will generate g code program directly"
Potwierdzam ze dziala ale nie mialem narazie czasu sie pobawic z tym. Napewno narazie generuje mi b. duze pliki. Ale jest swiatelko w tunelu bo ja np sporo wycinam elementow po obrysie ktore rysuje w AutoCadzie wlasnie w 2D.
Mysle ze nie jednej osobie moze sie przydac taka forma wspolpracy ze sterownikiem
-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: SZGH - zbiór informacji
Sygnał stop działa jak hamowanie przeciwnymi obrotami lub rezystorem, w zależności od ustawień. Ten falownik to całkiem potężne narzędzie. Też mam taki.
Można?
Morzna!!!
Morzna!!!
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 66
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: SZGH - zbiór informacji
greg123stairs pisze:Przelaczylem sie na styki X1.10 i X1.11 jak sugerowales i to co kosztowalo najwiecej czasu zeby dojsc do tego to ... styk X1.19 zwarlem z 0V na stale. Bez problemu w trybie MANUAL reguluje napiecie 0 do 10V i podaje na X1.17. Gdy recznie podaje 0V na styk X1.10 albo X1.11 to mam obroty wrzeciona odpowiednio regulowane napieciem podawanym na X1.17. Warunek to zwarcie X1.19
Czyli masz wszystko tak jak trzeba. Sterownik też ściąga wyjścia do 0V. Więc jak podłączysz M03 i M04 do X1.10 i X1.11 a M05 do X1.19 to powinno ładnie Ci działać ze sterowania.
Z tego co pamiętam to właśnie M05 to sygnał wrzeciono stop, M03 to obroty prawe a M04 obroty lewe.
Jak chcesz jakieś dodatkowe stopy czy zabezpieczenia to zawsze możesz wstawić jakiś dodatkowy styk w szeregu na X1.19 lub przekopać się przez manual czy inne z wejść da się do tego wykorzystać.
Btw. Dobra rada chociaż trochę za późno już. ZAWSZE w komponentach automatyki typu napędy etc. Zaczynaj od szukania sygnałów enable. Praktycznie każde urządzenie ma coś takiego lub ma możliwość aktywowania takiej funkcji i często to bywa problemem. Drugi tip. Przy zmianie parametrów wejść/wyjść i bezpieczeństwa bardzo często trzeba urządzenie uruchomić ponownie żeby te parametry zaczęły działać. Ostatnia sprawa, spotkałem już zabezpieczenia, że urządzenie nie uruchomi się jeśli w czasie włączania sygnał bezpieczeństwa jest już aktywny. Czasem trzeba go aktywować już po włączeniu się napędu.
Dodane 2 minuty 52 sekundy:
Ps. Nie martw się i tak nieźle Ci idzie. Jeszcze trochę i będziesz w domu.
W mojej opinii manual dla tego falownika jest mało czytelnie napisany.
-
ssllaawweekk
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 34
- Posty: 55
- Rejestracja: 22 paź 2009, 08:18
- Lokalizacja: Jelenia Góra
Re: SZGH - zbiór informacji
Witam,
Zastanawiam sie czy któryś ze sterowników SZGH poradzi sobie z takim magazynem.
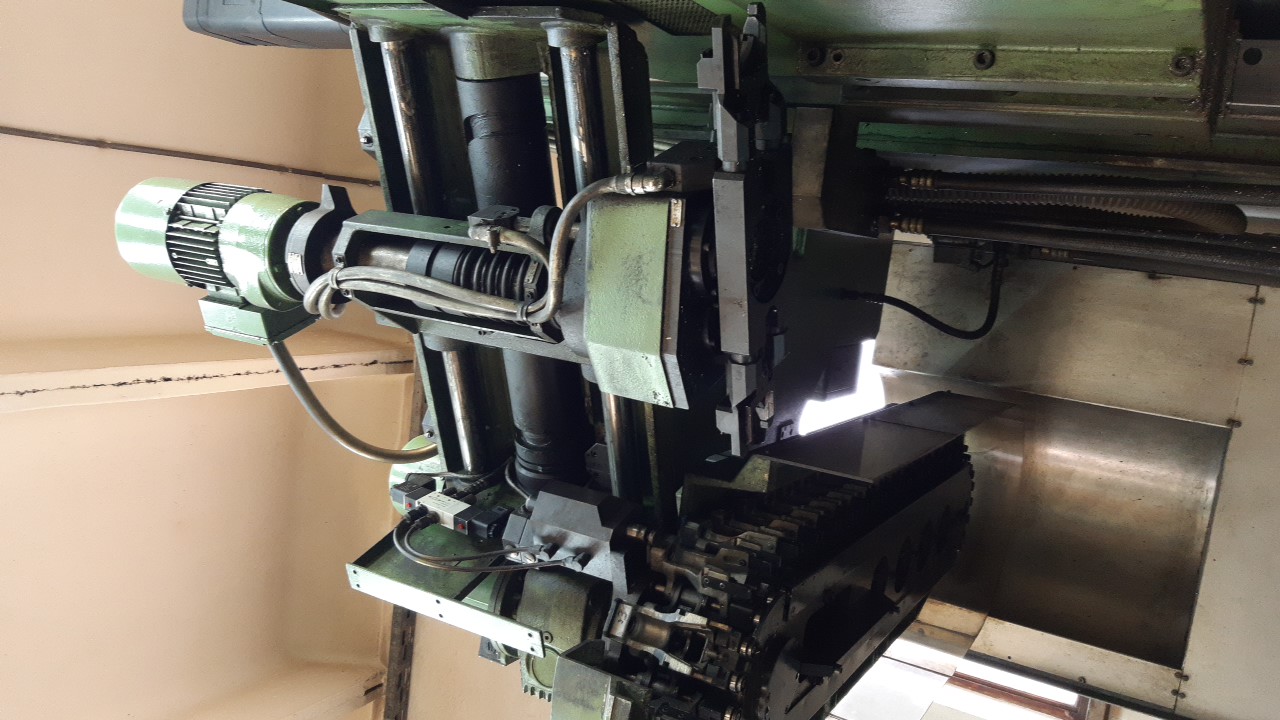

Magazyn oryginalnie napędzany był silnikiem indukcyjnym ale na osi wału był enkoder. Maszyna pamiętała położenie narzędzi po restarcie, tj. który numer narzędzia jest w punkcie wymiany. Sterowanie powinno dawać możliwość poruszania magazynem w celu ładowania narzędz. Po manualnym poruszaniu magazyny sterowanie powinno wiedzieć które narzędzie jest w punkcie wymiany.
Zastanawiam sie czy któryś ze sterowników SZGH poradzi sobie z takim magazynem.
Magazyn oryginalnie napędzany był silnikiem indukcyjnym ale na osi wału był enkoder. Maszyna pamiętała położenie narzędzi po restarcie, tj. który numer narzędzia jest w punkcie wymiany. Sterowanie powinno dawać możliwość poruszania magazynem w celu ładowania narzędz. Po manualnym poruszaniu magazyny sterowanie powinno wiedzieć które narzędzie jest w punkcie wymiany.






