")
2. ap=0,2mm to bardzo mało do zebrania, za mało.że ae 0.2mm już może powodować, że ono drga.
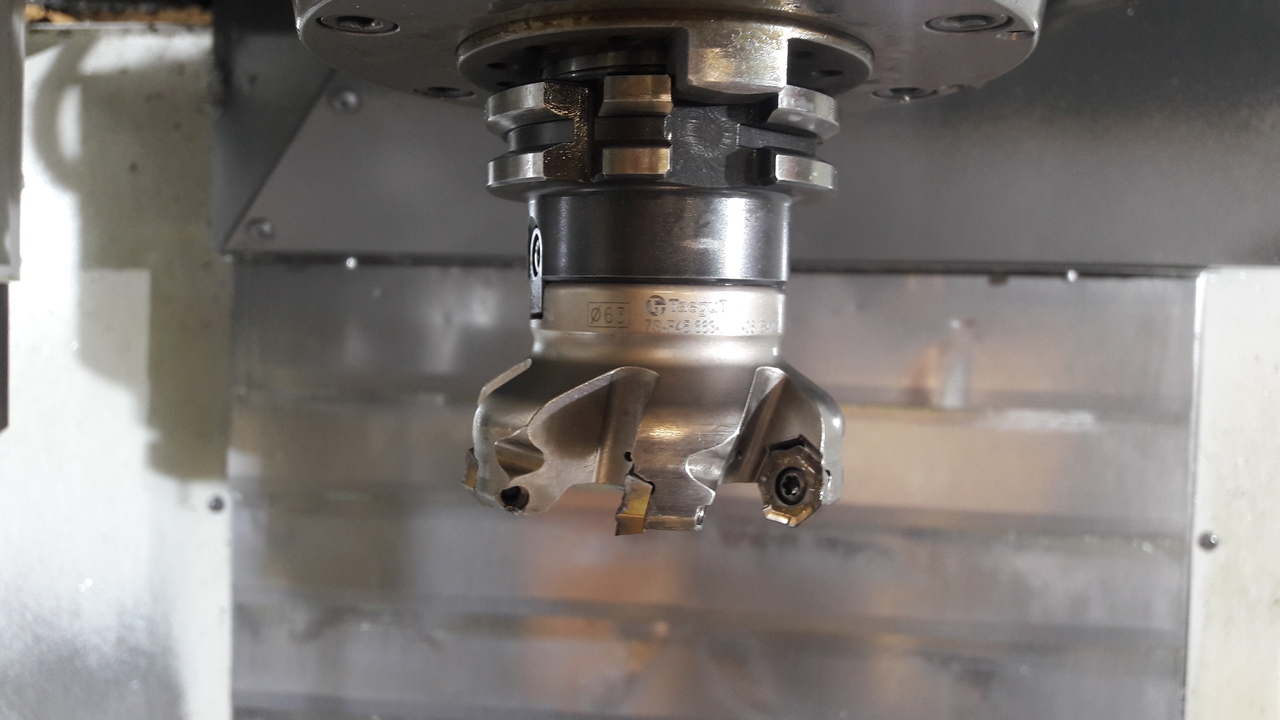
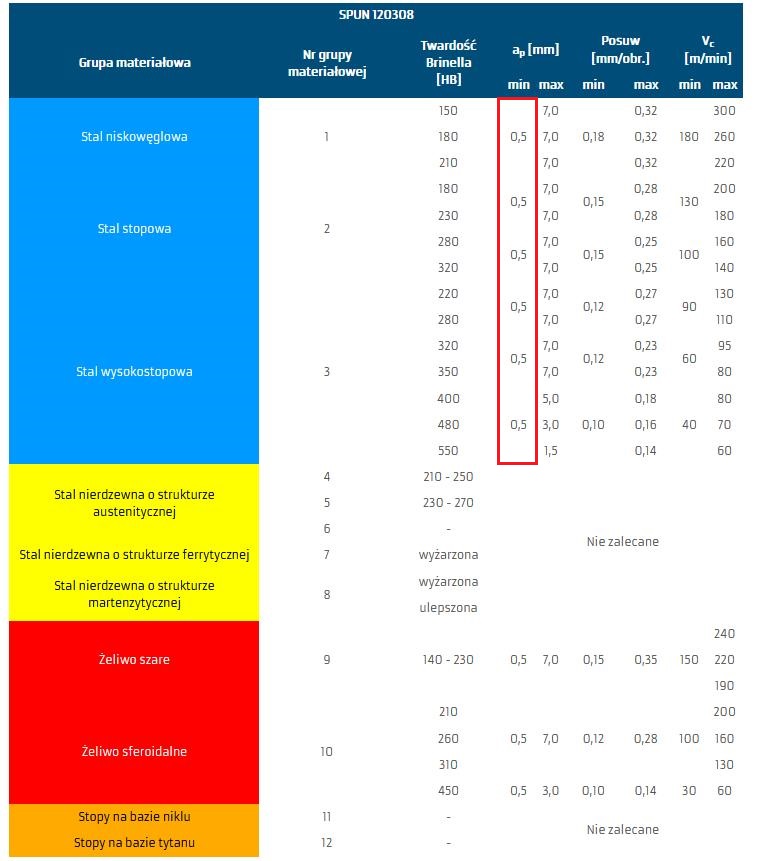
Promień naroża swoich płytek masz r=0,8mm, a według specyfikacji na stronie sprzedawcy którą podałeś, w parametrach skrawania masz wyraźnie określone ap minimalne zalecane ap dla nich jest równe 0,5mm!
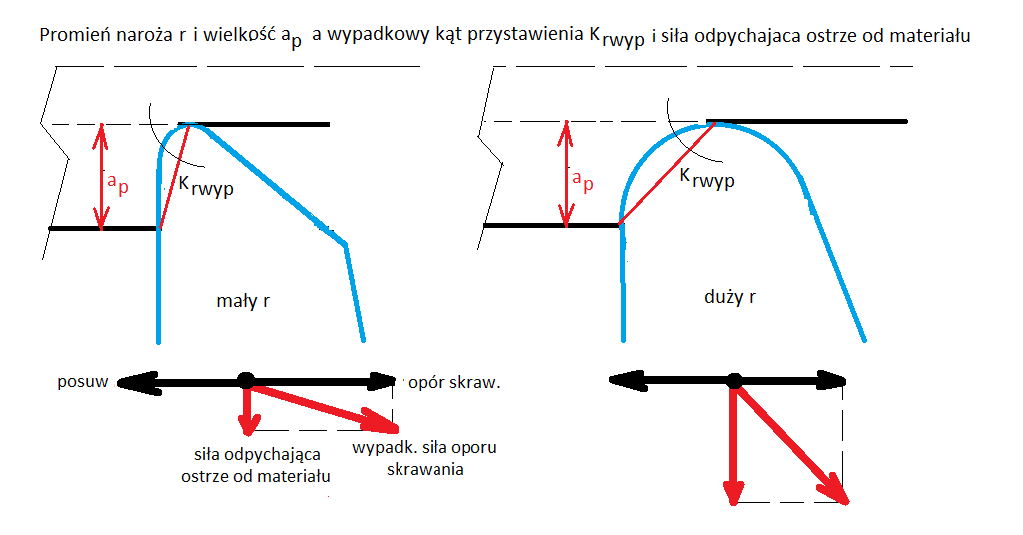
Co zgadza się z ogólnymi zasadami dotyczącymi skrawania, gdzie ze względu na rozkład wektorów sił skrawania zależnych od kąta przystawienia Kr (a konkretnie składowej siły odpychającej materiał od ostrza) zaleca się stosować głębokość ap nie mniejszą jak 2/3r.

By wektor siły odpychającej dla wypadkowej kąta przystawienia Krwyp dla danego promienia r był jak najmniejszy, a wektor wypadkowej siły oporu skrawania jak najbardziej równoległy do wektora posuwu.
http://slideplayer.pl/slide/414021/
Oczywiście, by dochować wierności tej zasadzie, to jeśli nie mamy możliwości zmienić promienia r płytki, musimy odpowiednio zmienić wielkość głębokości skrawania ap
Nic dziwnego, że drga, kiedy obrazowo ostrze bardziej trze niż skrawa..
3. Przyglądając się zdjęciu które zamieściłeś, można zauważyć, że głowica skrawa także tyłem (w stosunku do kierunku posuwu, vide-żółta strzałka), co może świadczyć o tym, że oś wrzeciona nie jest zbyt równoległa do powierzchni stołu.
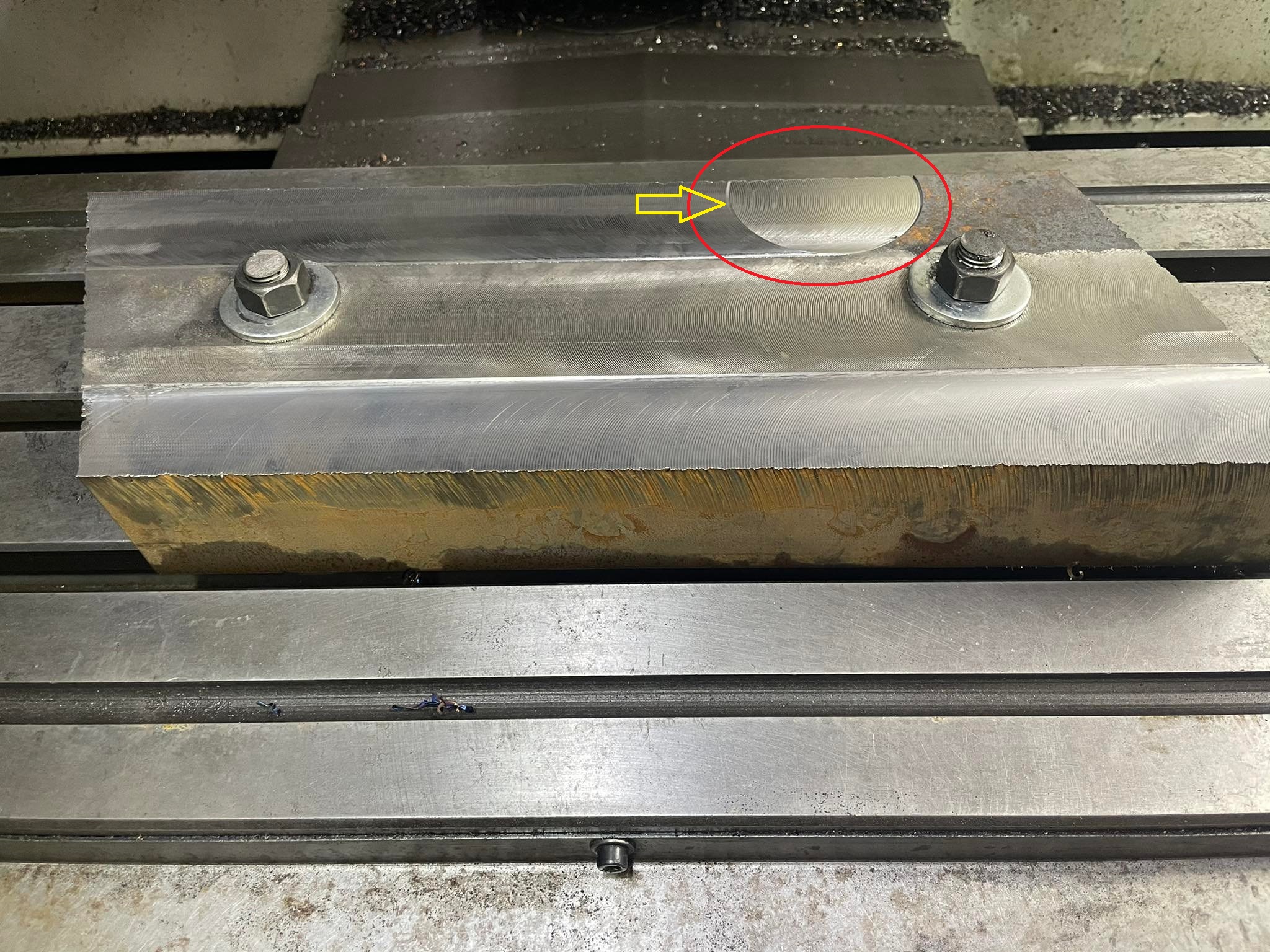
Trzeba by dokładnie wytrymować głowicę.


")
")