")
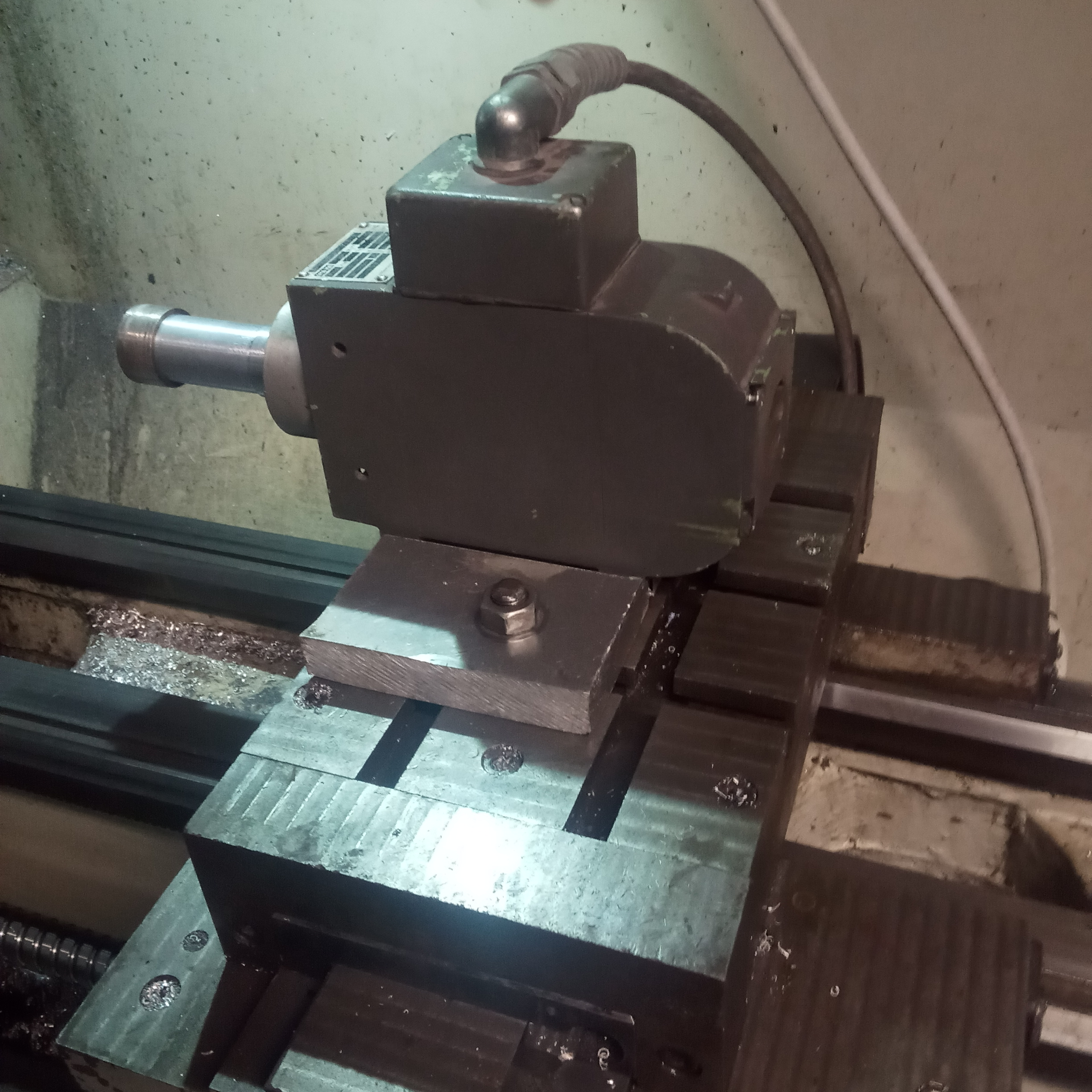
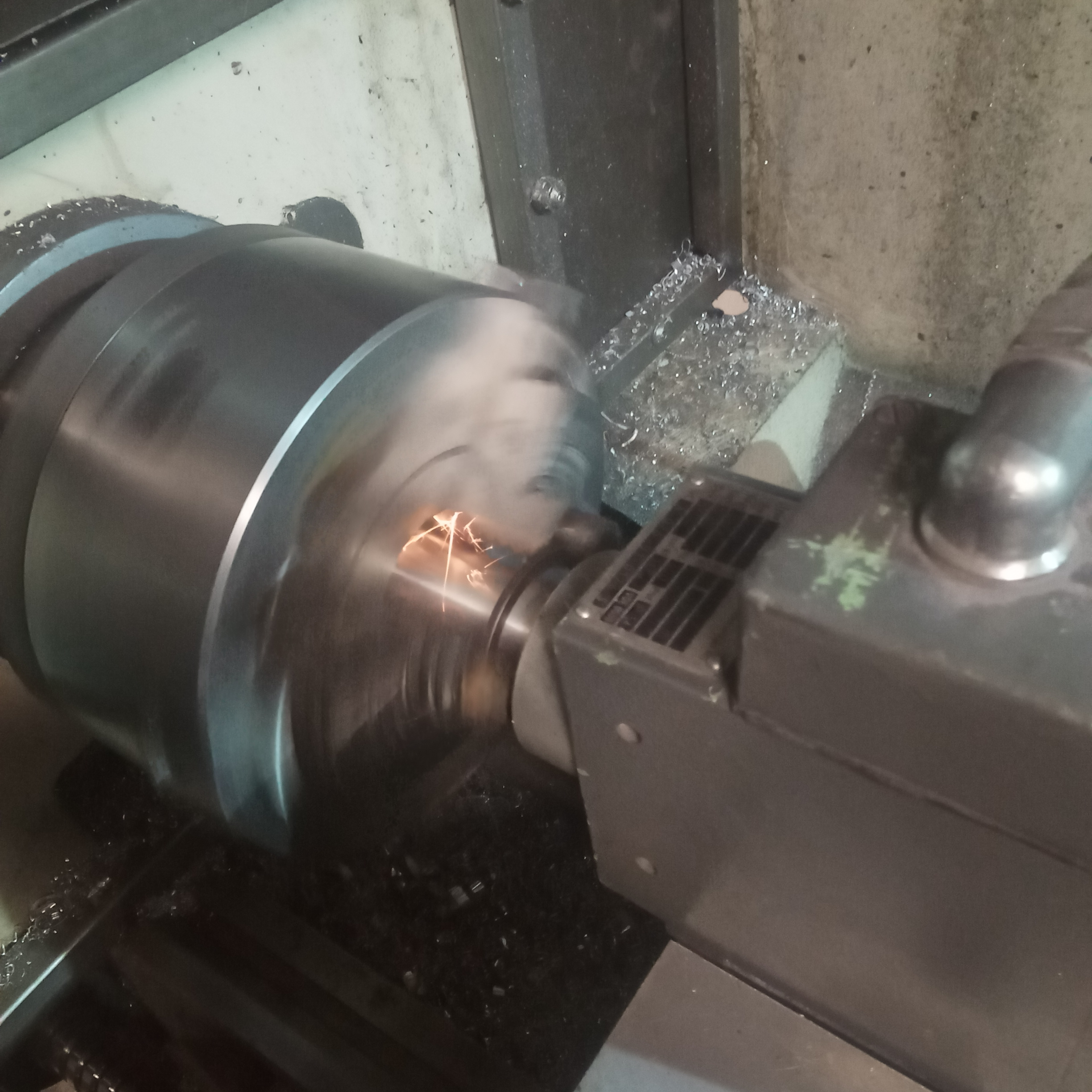
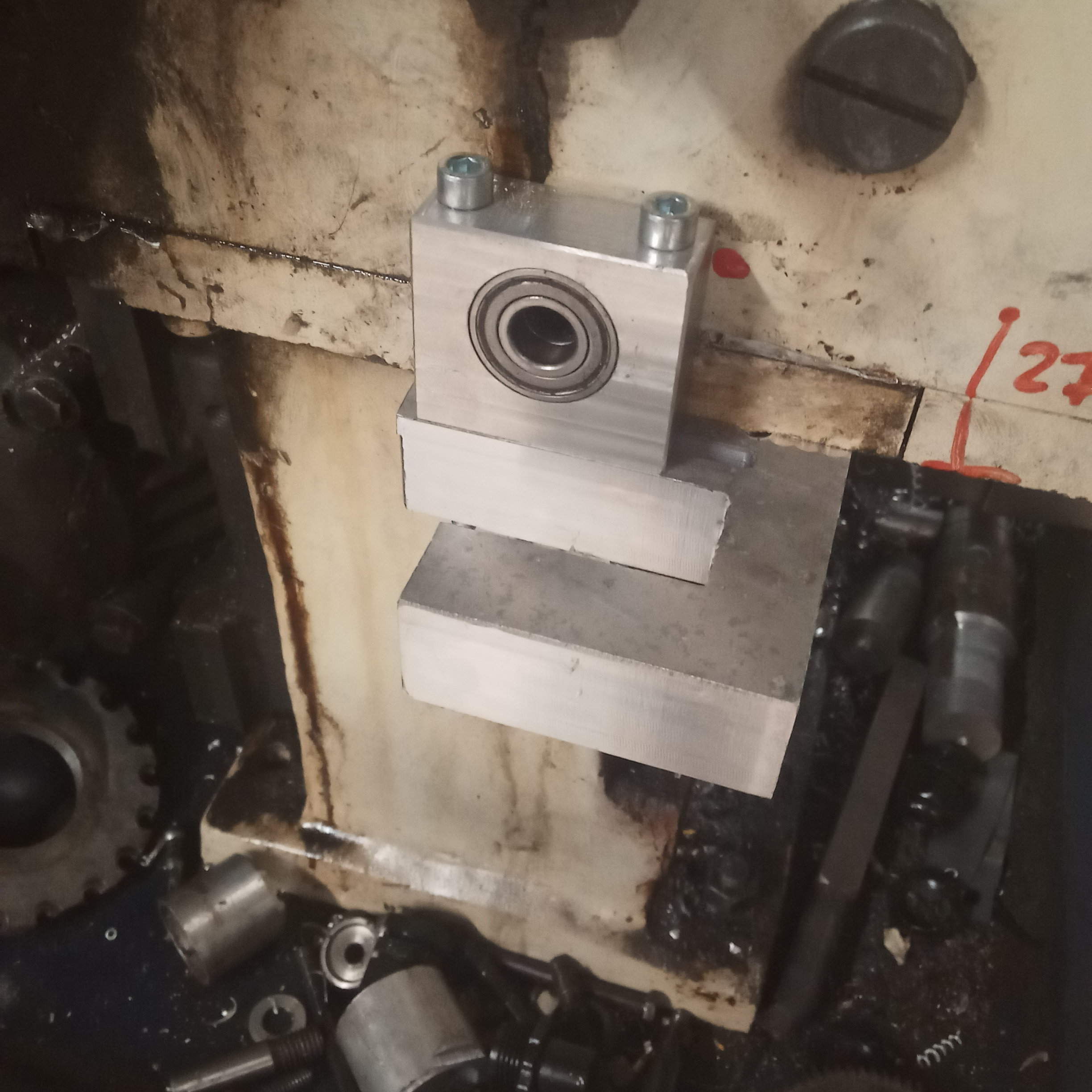
Wreszcie udało się uruchomić gwintowanie, koła pasowe zostały zamontowane na oddzielnym łożyskowaniu ponieważ ośka jak i łożyska w enkoderze moim zdaniem długo by nie wytrzymały przy montażu bezpośrednim.
W pliku hal sygnały A i B zostały zamienione miejscami z racji montażu od tyłu, encoder scale musiałem wpisać 1440 aby skok gwintu się zgadzał, nominalnie encoder ma 360 impulsów nie wiem o co z tym chodzi że taka wartość ale działa perfekcyjnie.
Przestroga dla osób które mają problemy z encoderami pokrewnymi z moim, nie polecam zasilać ich z ładowarek lub innych małych źródeł, mój nawet z zasilania usb gubił sygnał index przy pomiarze oscyloskopem a jest na nim określone 5-24v 130mA, aktualnie podłączony został do zasilacza od monitora tak jak płyta główna, ładnych parę dniówek zeszło, a o rzucaniu epitetów na H i K nawet nie wspomnę zanim ogarnąłem w czym jest problem.
Co do niedziałającego przekaźnika na płycie głównej to zworki brakowało
Pozdrawiam.





")