Czy u was też tak jest w Pikocnc ???
Wyświetlane jest przesunięcie o 0,013 mimo, że jog ustawiony jest na 0,01 ( 400 lub 800 imp/obr) ,
oraz przesunięcie o 0,009 (1600imp/obr)
Kontroler E , objaw występuje w wersjach 4 i 5
WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu


-
radziu45
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 3
- Posty: 65
- Rejestracja: 18 gru 2015, 16:08
- Lokalizacja: Wręczyca Wielka
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Ja zapytam skoro pojawiła się opcja programu Laser to może pojawi się wersja do tokarki ?
-
bartekn86
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
"Sondy pomiarowe podłączamy pod to samo wejście co czujnik długości narzędzia czy materiał"
"Przy pomiarze mapy obowiązują te same zasady co przy pomiarze materiału – musi być dokonany wcześniej zmierzonym narzędziem"
Panowie i panewki, trudnio jest ustalić który potencjal wlazł na sterownik pierwszy, styk z wysokości materiału bądz styk z sondy dotykowej
Nie wiem czy nie lepszym rozwiązaniem jest rozdzielenie tego na osobne wejścia, a przynajmniej umożliwienie takiego czegoś
"Przy pomiarze mapy obowiązują te same zasady co przy pomiarze materiału – musi być dokonany wcześniej zmierzonym narzędziem"
Panowie i panewki, trudnio jest ustalić który potencjal wlazł na sterownik pierwszy, styk z wysokości materiału bądz styk z sondy dotykowej
Nie wiem czy nie lepszym rozwiązaniem jest rozdzielenie tego na osobne wejścia, a przynajmniej umożliwienie takiego czegoś
-
Triaczek
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 34
- Posty: 38
- Rejestracja: 14 lut 2019, 17:09
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Część z kolegów zapewne posiada frezarki z wrzecionem chłodzonym cieczą. Chciałbym poruszyć często pomijany temat, zabezpieczenia takich wrzecion przed przegrzaniem. Niestety oprogramowanie nie udostępnia gotowych rozwiązań, więc musiałem zrobić dodatkowe instrukcje w PLC, które zamieszczam poniżej. Może się komuś przyda, może ktoś udoskonali. Ogólnie, zabezpieczenie oparte jest na czujniku przepływu cieczy i może pracować zarówno z czujnikiem stykowym jak i przepływomierzem.
// Obsługa kodu M8
// wariant 2 - praca ciągła
//==============================================================================
#IF_OPTION 0 = 2
#NAME_O 1 = POMPA
#NAME_I 15 = C_WODY
#NAME_M 11 = BIT_POM_FS
#TXT_ESTOP 1 = Brak przepływu chłodziwa !
#SET_TIMER 5 = 15.0 // Czas blokady sygnału z czujnika przepływu chłodziwa FS
#SET_TIMER 2 = 5.0 // Podtrzymanie FS
<< M C_M8
OR OUT SPINDLE
>> OUT POMPA
+< OUT POMPA
S> T5_S
!< OUT POMPA
R> M BIT_POM_FS
-< T5
AND OUT POMPA
S> M BIT_POM_FS
AND! IN C_WODY
>> E_STOP_1
//
<< IN C_WODY
AND M BIT_POM_FS
S> T2_S
-< T2
AND M BIT_POM_FS
>> E_STOP_1
#END_OPTION
// Obsługa kodu M8
// wariant 2 - praca ciągła
//==============================================================================
#IF_OPTION 0 = 2
#NAME_O 1 = POMPA
#NAME_I 15 = C_WODY
#NAME_M 11 = BIT_POM_FS
#TXT_ESTOP 1 = Brak przepływu chłodziwa !
#SET_TIMER 5 = 15.0 // Czas blokady sygnału z czujnika przepływu chłodziwa FS
#SET_TIMER 2 = 5.0 // Podtrzymanie FS
<< M C_M8
OR OUT SPINDLE
>> OUT POMPA
+< OUT POMPA
S> T5_S
!< OUT POMPA
R> M BIT_POM_FS
-< T5
AND OUT POMPA
S> M BIT_POM_FS
AND! IN C_WODY
>> E_STOP_1
//
<< IN C_WODY
AND M BIT_POM_FS
S> T2_S
-< T2
AND M BIT_POM_FS
>> E_STOP_1
#END_OPTION
-
Triaczek
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 34
- Posty: 38
- Rejestracja: 14 lut 2019, 17:09
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Mam dość długie przewody wodne i zwykłe pompki fontannowe ( dwie testowałem ) nie dały wystarczającego ciśnienia, by załączył się czujnik przepływu, więc dałem pompę CO. Korci mnie jeszcze by wiadomość o załączeniu czujnika była wyświetlana, poprzez zapalenie kontrolki koło przycisku załączania pompy (MEMO C_M8).
-
Triaczek
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 34
- Posty: 38
- Rejestracja: 14 lut 2019, 17:09
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
Dość dużym utrudnieniem podczas projektowania, jest nieprawidłowe wyświetlanie podglądu szerokości ścieżki. Problem występuje gdy przed obróbką V frezem, nad jego powierzchnią mamy planowanie czy wybieranie. Podgląd ścieżki obróbki frezem stożkowym, nie uwzględnia wtedy wcześniejszego procesu, odnosząc się do zera materiałowego a nie do poziomu planowania. Wynikiem tego mamy wizualnie poszerzony ślad V freza o różnicę tych poziomów. Może zależność aktywnej ścieżki na późniejsze procesy nie jest czymś łatwym w realizacji ale mocno utrudnia szybką ocenę pożądanego efektu.
-
bartekn86
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 136
- Posty: 468
- Rejestracja: 30 kwie 2018, 20:24
- Lokalizacja: Polska
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
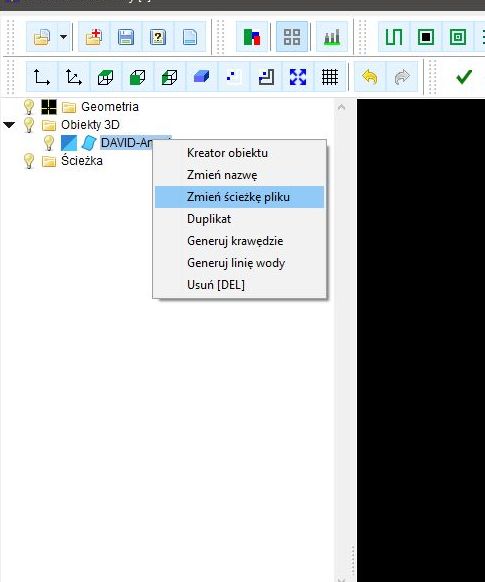
tak teraz myślę, jeszcze by szło jedną rzecz zrobić  jak się wczytuje plik cam, trzeba mieć pllik stl w konkretnej lokalizacji, szło by szukacza zrobić gdzie ten plik stl by szło wskazać ?
jak się wczytuje plik cam, trzeba mieć pllik stl w konkretnej lokalizacji, szło by szukacza zrobić gdzie ten plik stl by szło wskazać ?
-
 cosimo
cosimo
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 59
- Posty: 641
- Rejestracja: 21 maja 2008, 10:02
- Lokalizacja: Damasławek
Re: WYŁĄCZNIE pomysły na poprawę działania i funkcjnalność softu
O tu...tak teraz myślę, jeszcze by szło jedną rzecz zrobić