Źle napisałem . W falowniku YL620-A częstotliwość jest podana jako Hz * 10 czyli podanie wartości 40 Hz to wysłanie pod adres 8193 liczby 400 - w zapisie HEX to jest do 0x2021 wartość 0x0190. Odczyt to wartość rejestru 8203 pomnożona przez 0.1 i mamy wartość w Hz. Nie do końca wiem jak zareaguje silnik na podanie częstotliwości 10 razy większej od maksymalnej. Chyba powinien być na tyle mądry żeby "obciąć" nadwyżkę ale wolę nie sprawdzać tego empirycznie - mam tylko jedno wrzeciono.
Sprawdziłem drugą przejściówkę i nic się nie zmienia . W programie modbusMAT chodzi a w Linuxcnc nie. Sprawdziłem też VFDmod o którym pisałem wcześniej - niestety mam ciągły błąd komunikacji - licznik błędów modbus zasuwa jak szalony i nie ma połączenia choć diody na przejściówce mrugają ochoczo. No a bez tego nie ruszę z miejsca. Muszę posprawdzać różne szybkości komunikacji - na razie tylko dla 9600 i 19200 może trzeba obniżyć jeszcze bardziej a na dodatek w VFDmod jest kilka parametrów opóźnienia dla modbus - cóż czytać i próbować choć nie ukrywam że już trochę się zniechęciłem.
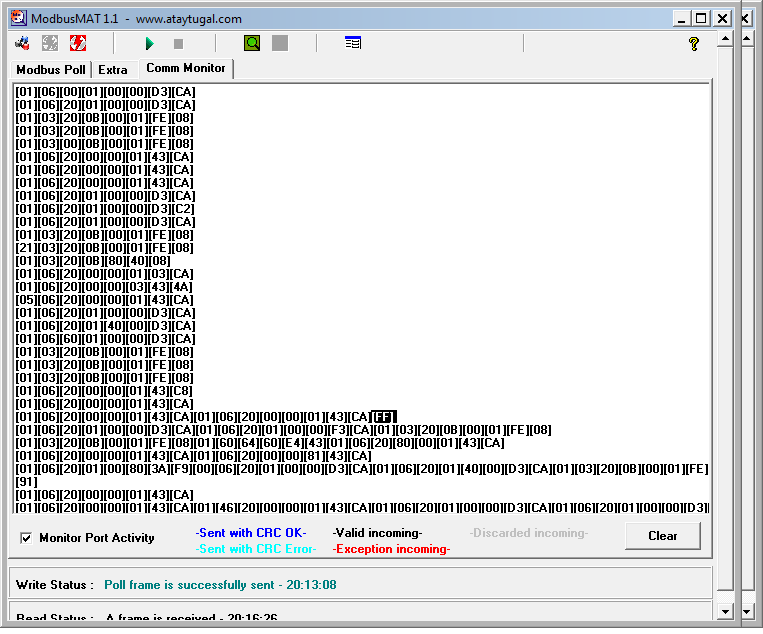
Szatri - u mnie w ModbusMAT komunikacja wygląda inaczej . W momencie wysłania ramki pojawia się zapisana na niebiesko i poprawna odpowiedź falownika jest bezpośrednio pod nią na czarno
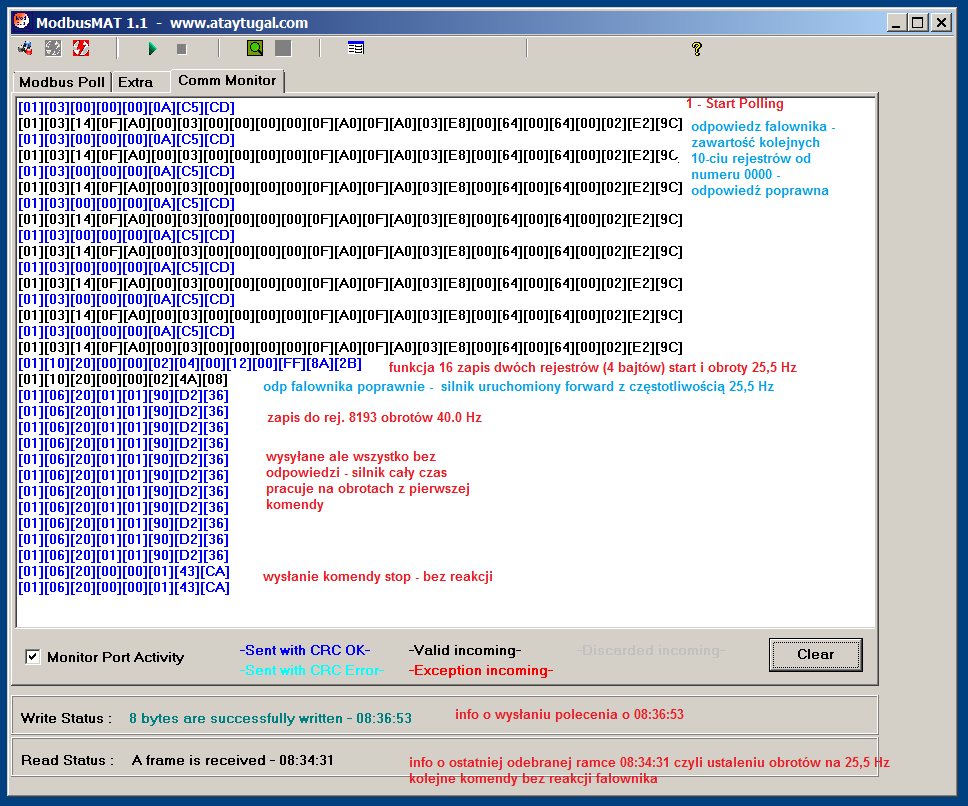
Tu jak widać komunikacja skończyła się po wysłaniu polecenia startu silnika z zadanymi obrotami . Potem już tylko wysłane ramki na niebiesko i zero odpowiedzi. Jak zrobie to na raty za pomocą funkcji 06 czyli najpierw obroty i drugim poleceniem start w prawo to efekt jest taki sam - falownik przestaje reagować i potrzeba resetu żeby przywrócić komunikację. To na tej nowej przejściówce . Na starej było możliwe wykonanie kilku zmian - start, stop czy zmiana częstotliwości zanim komunikacja zanikała.
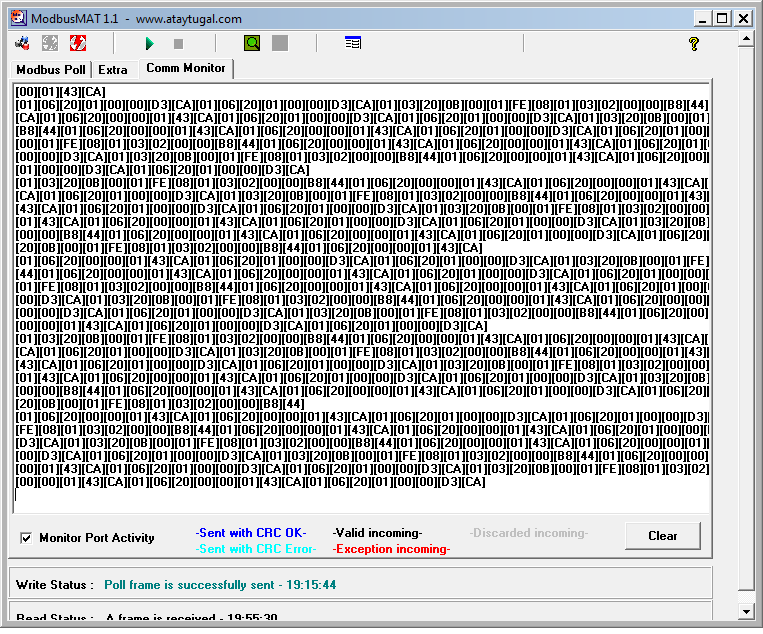
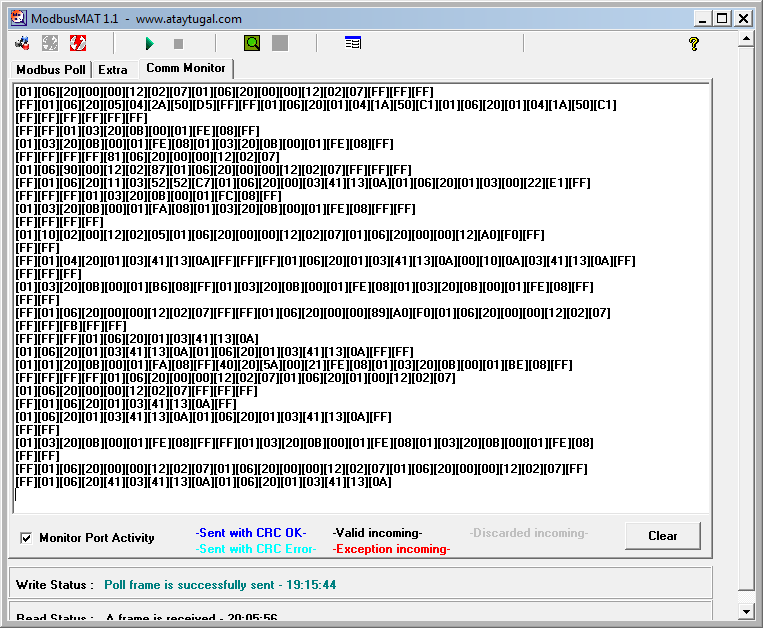
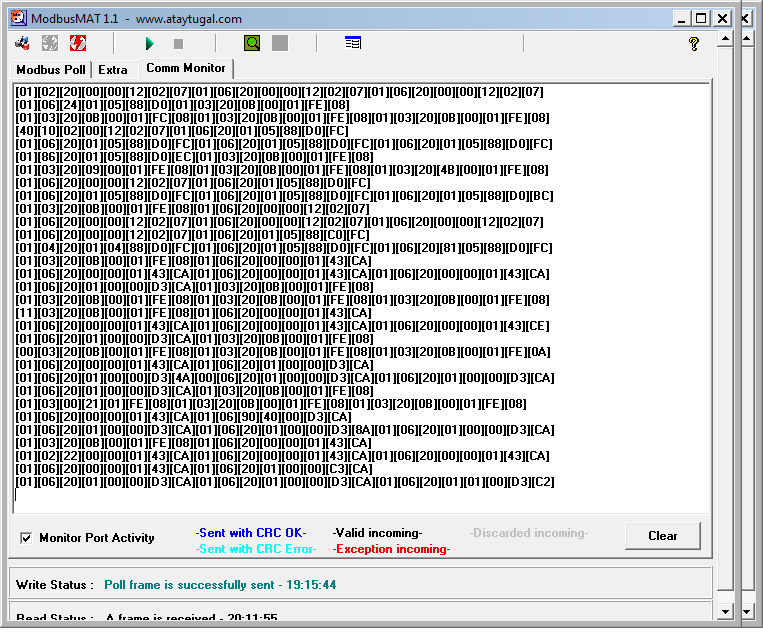
szatri pisze: Zauważyłem ze komendy ruchu i częstotliwości są co chwile powielane. Może się nie znam na tych drabinkach, ale jaki jest sens je dublować co chwile?
O to może być użyteczne np. w przypadku mojego drugiego falownika Schneider Altivar28 bo jak pisałem on jakby sprawdza magistralę modbus i jak nie ma sygnału to się wyłącza. (choć nie wiem czy akurat taki jest zamysł)
Szatri - zapodaj może swoje pliki konfiguracyjne - bo ja teraz utknąłem w martwym punkcie. Teoretycznie mam zapisane na dysku pliki konfiguracyjne działającego Linuxcnc z ClassicLadderem ale podmiana plików w nowej konfiguracji na te niby działające nie powoduje wyświetlenia żadnych błędów tylko nie ma reakcji silnika. Jak tworzę nową i wszystko wpisuję z ręki też zero błedów i zero reakcji silnika. Powoli głupieję
 Dodane 12 minuty 33 sekundy:
Dodane 12 minuty 33 sekundy:
Mam jeszcze jedną uwagę przy okazji całej zabawy. U mnie komp stoi pod maszyna i żeby mieć swobodę pracy podłączyłem bezprzewodową klawiaturę i mysz . W momencie gdy jest uruchomiona komunikacja po modbus czy to z poziomu linuksa czy windows w działaniu myszy i klawiatury następują przerwy. Można sobie stukać w klawisz i zero reakcji. Podłączyłem zwykłą klawiaturę na kablu ale z usb i mysz na sznurku z usb i jest podobnie. Ponieważ komp jest dość stary zamieniłem klawiature i mysz na PS2 i problem zniknął. Czyli coś z usb jest nie halo - i to na dwóch różnych kompach Dell'a (Optiplex745 i Optiplex 620). Poszukam jeszcze jakiegoś innego kompa na którym zaistaluję winde i linuksa i zobaczę czy to się powtórzy. Wpisując z reki komendy do frezowania można dostać szału - na dodatek każdą komendę muszę sprawdzać bo jak zabraknie jakiejś cyfry czy litery to skutki mogą być fatalne. Na razie wróciłem na PS2 i dłuższe kabelki żebym nie siedział bezpośrednio przy maszynie. Tak do końca to nigdy nie wiem czy to co chę zrobić jest tym co robię
Czasem efekty moich działań zaskakują mnie samego





")
")

")






