



Witam, nadszedł czas na kolejny problem, zakupiłem u myfrenda taki falownik specjalnie do tej komunikacji.
Link do instrukcji:
http://vancura.biz/files/Documents/CNC/ ... 0table.pdf
Dzięki Adamowi i jego instrukcjom mnie więcej wiem "w którym kościele dzwony bija", ale jak dochodzi do indywidualnych parametrów do wpisania to już jest mega problem.
Na początek to jak sprawdzić czy ten moduł usb-rs485 (mam ten bez kwarcu) jest w ogóle widoczny/sprawny pod linukem?
Pod winda to proste, stery zainstalowane, ale jak próbowałem coś wysłać zero rezultatu (może źle adresuje)
Zależy mi na podstawowej obsłudze, start, obroty w prawo z zadana częstotliwością, stop oraz zatrzymanie programu po wykryciu przeciążenia.
Ale pokoleji, falownik ustawiony tak:
P00.01 - 3 From (Modbus Rs485)
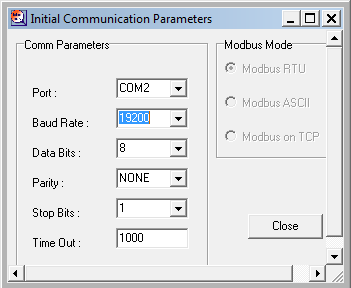
P03.00 - 4: 19200Bps
P03.02 - 2: 8 bit data, 1 stop bit, no parity
P07.08 - 5: (Modbus Rs485)Given frequency )
Dalej razem z filmami oraz temu postowi ploter-frezujacy-potrzebna-pomoc-t10353 ... ml#p723261 próbowałem coś z tymi cewkami w ClassicLadder. Pierwszy problem to wpisanie bitow, wedle postu to:
18 - start naprzód
34 - start wstecz itd.
1 - stop
potem edycja hal, skopiowałem te 3 liniki w hal i linuxcnc już nie wstaje, nie wiem co źle zrobiłem?
Zdaje sobie sprawę ze temat tego modbus jest skomplikowany i obszerny, lecz programista i automatyk ze mnie żaden, i jakoś ta dziedzina mnie nie pociąga. Proszę mnie źle nie zrozumieć, nie oczekuje gotowca, ale dalsze dogłębne drążenie tych protokołów nie jest dla mnie.
YL620-A modbus linuxcnc


-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
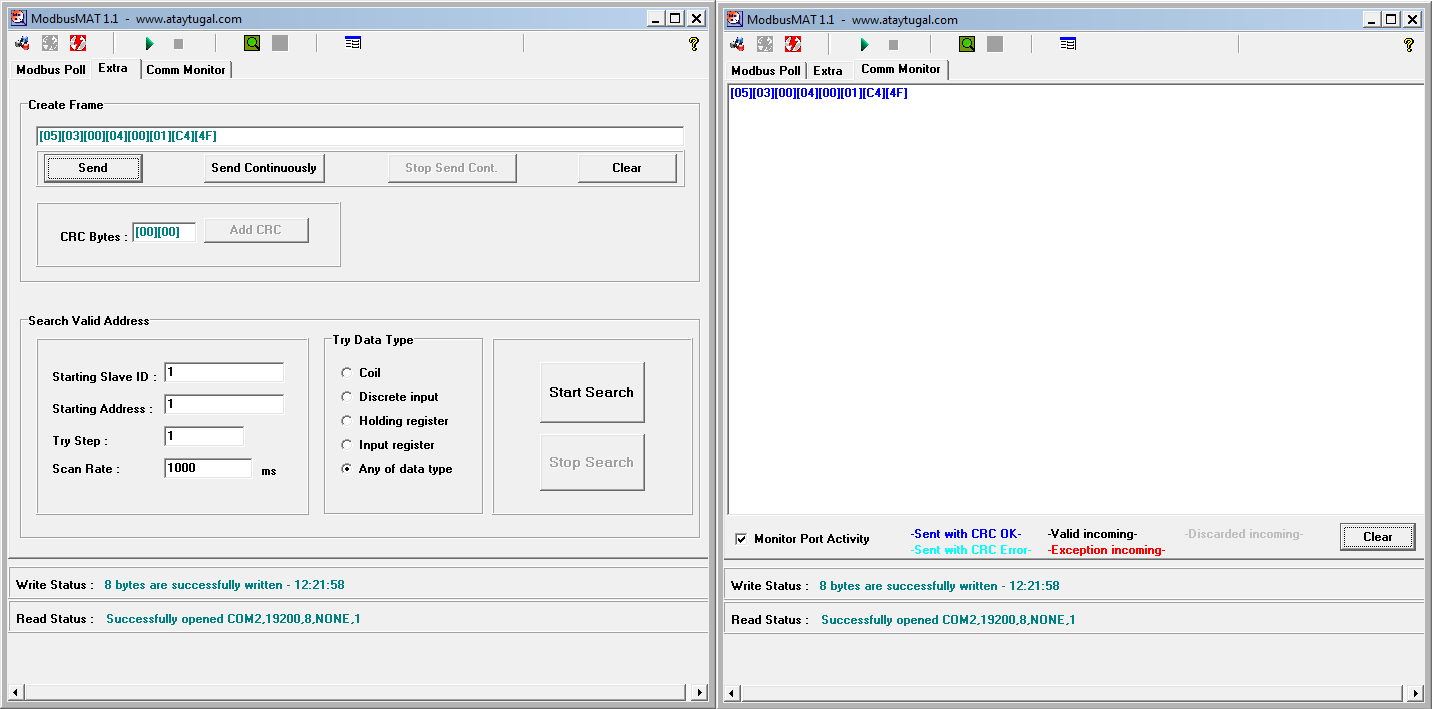
Wiec po ntym obejrzeniu filmu chyba 2 części o kodowaniu ramek próbuje odczytać wartość pola p00.04 (max częstotliwość wyjściowa) w tym celu wpisuje w programie taka oto ramkę
01 03 0004 0001 c5cb
01 to adres z pola p03.01 zmieniony na 1 z domyślnego 10
03 kod funkcji odczytu
0004 adres w hex parametru p00.04
0001 liczba bitów do odczytu w hex czyli po naszemu 1
c5cb suma kontrolna
po wysłaniu zero odpowiedzi, prędkości w programie porcie i falowniku te same, kable zamieniane
Próba wysłania funkcji zapisu również bez efektów:
01 06 0004 0190 c9f7
0190 =0400 =400 herców do zapisania, ręcznie zmieniłem wcześniej na 399 by było widać efekt ale jego brak.
Dodam ze falownik zapisuje ustawienia poprzez kombinacje stopu i /\ i wczytuje stop i \/
Czy to wina tej przejściówki czy dalej coś źle robię?
01 03 0004 0001 c5cb
01 to adres z pola p03.01 zmieniony na 1 z domyślnego 10
03 kod funkcji odczytu
0004 adres w hex parametru p00.04
0001 liczba bitów do odczytu w hex czyli po naszemu 1
c5cb suma kontrolna
po wysłaniu zero odpowiedzi, prędkości w programie porcie i falowniku te same, kable zamieniane
Próba wysłania funkcji zapisu również bez efektów:
01 06 0004 0190 c9f7
0190 =0400 =400 herców do zapisania, ręcznie zmieniłem wcześniej na 399 by było widać efekt ale jego brak.
Dodam ze falownik zapisuje ustawienia poprzez kombinacje stopu i /\ i wczytuje stop i \/
Czy to wina tej przejściówki czy dalej coś źle robię?
-
zbysob
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
Witam,
u mnie było 16 naprzód, 32 wstecz i 1 jako stop (wynikało z ustawienia kolejnych bitów rejestrze odpowiedzialnym za kierunek i ruch - u mnie rejestr o numerze 8192 a do rejestru 8193 wpisywałem wartość częstotliwości w/g tego obłędnego wzoru Adama. Niestety poległem na odczycie obrotów - nie znalazłem rejestru w którym takie wartości występowały (teoretycznie to powinno być 8203 ale nie działa)zatem wpisałem tam rejestr 8193 czyli zadane obroty.
Co do przejściówki kupiłem kilka i jak pisałem jedne działają inne nie i tyle. Sprawdzałem najpierw w windows różnymi modbusowymi programami a potem w linuxcnc. Polecenie ls /dev/ttyUSB* powinno dać info o aktywnym numerze USB - u mnie to było /dev/ttyUSB0 . Reszta w/g opisu Adama i jakoś to chodziło. Tyle że ide "zaczekania na rozkręcenie wrzeciona" zdechła. Teraz na podobnym falowniku mam sterowanie obrotami z modułu Panel PyVCP GUi i działa bezbłednie. Jedna uwaga ogólna jesli korzystasz z wersji 2.8 to zmieniły się nazwy pinów w linuxcnc. Wszędzie gdzie było np motion.spindle.0.forward trzeba usunąć słowo motion czyli spindle.0.forward i z tego co pamiętam analogicznie dla Classic Laddera też trzeba było zmienić nazwy pinów w dopiskach pliku hal w sektorze gdzie Adam dopisuje #VFD i potem połaczenia CL z pinami Linux'a.
Teraz zmieniłem kompa do sterowania a na starym będę się dalej pastwił z modbusem i falownikami rożnymi zatem dam znać jeśli uda mi się z pracującą konfiguracja bo strą działającą nadpisałem instalując czujnik 3D (uruchomiłem
Stepconfig żeby zmienić miejsce podłacznia czyjnika na pinie 14 no konfiguracja znikneła. Gdzieś ja zapisałem i muszę odszukać to dam znac. A i jeszcze jedno. U mnie modbus działał z przerwami - ciągle pokazywał błąd komunikacji po czym na chwilę ie łaczył i znów bląd - w efekcie występowało spore opóźnienie reakcji na zadawanie obrotów czy właczenie i wyłączenie wrzeciona. Teraz będę to sprawdzał na innym kompie i innej przejściówce .
Dodane 2 minuty 39 sekundy:
I jeszcze jedno - zapisywanie rysowanej drabinki Classic Laddera u mnie możliwe było tylko jak wyszedłem z Edytora drabinki (przycisk OK) i zatrzymałem jej wykonywanie STOP'em . Inaczej zapis nie działał i po RESET i START i wejsciu w Config zmiany które wpisaem nie były widoczne.
u mnie było 16 naprzód, 32 wstecz i 1 jako stop (wynikało z ustawienia kolejnych bitów rejestrze odpowiedzialnym za kierunek i ruch - u mnie rejestr o numerze 8192 a do rejestru 8193 wpisywałem wartość częstotliwości w/g tego obłędnego wzoru Adama. Niestety poległem na odczycie obrotów - nie znalazłem rejestru w którym takie wartości występowały (teoretycznie to powinno być 8203 ale nie działa)zatem wpisałem tam rejestr 8193 czyli zadane obroty.
Co do przejściówki kupiłem kilka i jak pisałem jedne działają inne nie i tyle. Sprawdzałem najpierw w windows różnymi modbusowymi programami a potem w linuxcnc. Polecenie ls /dev/ttyUSB* powinno dać info o aktywnym numerze USB - u mnie to było /dev/ttyUSB0 . Reszta w/g opisu Adama i jakoś to chodziło. Tyle że ide "zaczekania na rozkręcenie wrzeciona" zdechła. Teraz na podobnym falowniku mam sterowanie obrotami z modułu Panel PyVCP GUi i działa bezbłednie. Jedna uwaga ogólna jesli korzystasz z wersji 2.8 to zmieniły się nazwy pinów w linuxcnc. Wszędzie gdzie było np motion.spindle.0.forward trzeba usunąć słowo motion czyli spindle.0.forward i z tego co pamiętam analogicznie dla Classic Laddera też trzeba było zmienić nazwy pinów w dopiskach pliku hal w sektorze gdzie Adam dopisuje #VFD i potem połaczenia CL z pinami Linux'a.
Teraz zmieniłem kompa do sterowania a na starym będę się dalej pastwił z modbusem i falownikami rożnymi zatem dam znać jeśli uda mi się z pracującą konfiguracja bo strą działającą nadpisałem instalując czujnik 3D (uruchomiłem
Stepconfig żeby zmienić miejsce podłacznia czyjnika na pinie 14 no konfiguracja znikneła. Gdzieś ja zapisałem i muszę odszukać to dam znac. A i jeszcze jedno. U mnie modbus działał z przerwami - ciągle pokazywał błąd komunikacji po czym na chwilę ie łaczył i znów bląd - w efekcie występowało spore opóźnienie reakcji na zadawanie obrotów czy właczenie i wyłączenie wrzeciona. Teraz będę to sprawdzał na innym kompie i innej przejściówce .
Dodane 2 minuty 39 sekundy:
I jeszcze jedno - zapisywanie rysowanej drabinki Classic Laddera u mnie możliwe było tylko jak wyszedłem z Edytora drabinki (przycisk OK) i zatrzymałem jej wykonywanie STOP'em . Inaczej zapis nie działał i po RESET i START i wejsciu w Config zmiany które wpisaem nie były widoczne.
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
Mając chwilkę czasu przy sobocie ponownie usiadłem do tematu, lecz cos jest dalej nie tak, nie wiem co.
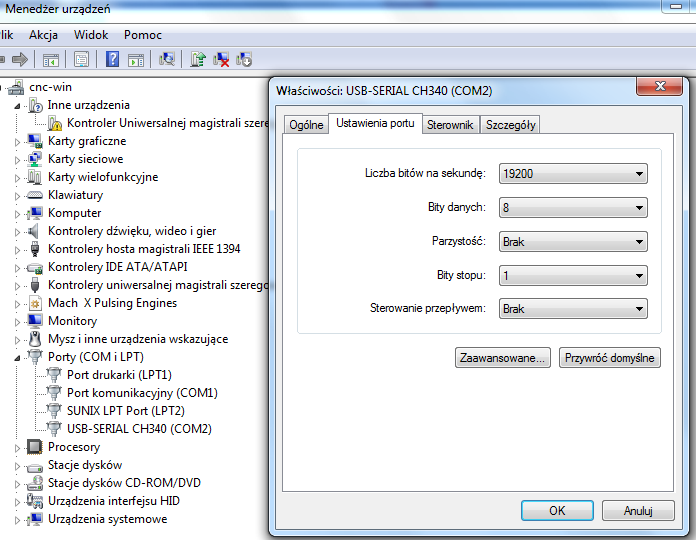
Czy tu coś ma być w tym sterowaniu przepływem?
Próba zapisania również jest bez echa.
[05][06][00][00][01][90][89][B2]
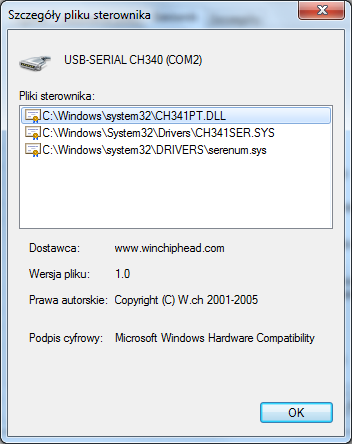
Moze to wina sterownika?
falownik:
p00.00 399 (main freqency)
p00.01 3 (from modbus rs485 control electric machinery)
p00.04 399 (vf maximum output freqency)
p03.00 4 (rs485 comunication baud rate 19200Bps)
p03.01 5 adres falownika
p03.02 2 (data transfer format options -8bit data, 1stop bit , no parity)
p07.08 do p07.15 jest na 5 (modbus rs485 given frequency)
A i pod linuksem jest zwrotna odpowiedz na ls /dev/ttyUSB0
Dodane 45 minuty 46 sekundy:
A może kupić inna przejściówkę, mam w kompie wolny port rs232 i z niego na rs485 puścić. Ale czy to pod Linuksem będzie tak działać?
Jaką byście sugerowali:



Czy tu coś ma być w tym sterowaniu przepływem?
Próba zapisania również jest bez echa.
[05][06][00][00][01][90][89][B2]
Moze to wina sterownika?
falownik:
p00.00 399 (main freqency)
p00.01 3 (from modbus rs485 control electric machinery)
p00.04 399 (vf maximum output freqency)
p03.00 4 (rs485 comunication baud rate 19200Bps)
p03.01 5 adres falownika
p03.02 2 (data transfer format options -8bit data, 1stop bit , no parity)
p07.08 do p07.15 jest na 5 (modbus rs485 given frequency)
A i pod linuksem jest zwrotna odpowiedz na ls /dev/ttyUSB0
Dodane 45 minuty 46 sekundy:
A może kupić inna przejściówkę, mam w kompie wolny port rs232 i z niego na rs485 puścić. Ale czy to pod Linuksem będzie tak działać?
Jaką byście sugerowali:


-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
tuxcnc pisze:Skąd można ściągnąć ten program ?
Link był i jest pod filmami Adama
ale się pofatygowałem i podlinkuje:
https://github.com/cukier/Jamod/tree/master/lib
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: YL620-A modbus linuxcnc
Fakt u mnie też co jakiś czas wyskoczy błąd komunikacji myślałem ze to wina falownika lub adaptera USB (przemysłowe kosztują kilka stów a chińczyk kilka zł ciekawe czy to tu pies pogrzebany) ... ogólnie jednak mimo błędu działa z czasem reakcji też nie stwierdzam problemuzbysob pisze:U mnie modbus działał z przerwami - ciągle pokazywał błąd komunikacji po czym na chwilę ie łaczył i znów bląd - w efekcie występowało spore opóźnienie reakcji na zadawanie obrotów czy właczenie i wyłączenie wrzeciona. Teraz będę to sprawdzał na innym kompie i innej przejściówce .
Dodane 7 minuty 44 sekundy:
a takie coś znalazłem ale nie wczytywałem się bo idę spać .. w każdym razie może uda się wyłuskać budowę działającej ramki https://forum.linuxcnc.org/24-hal-compo ... municaiton
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
zbysob
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
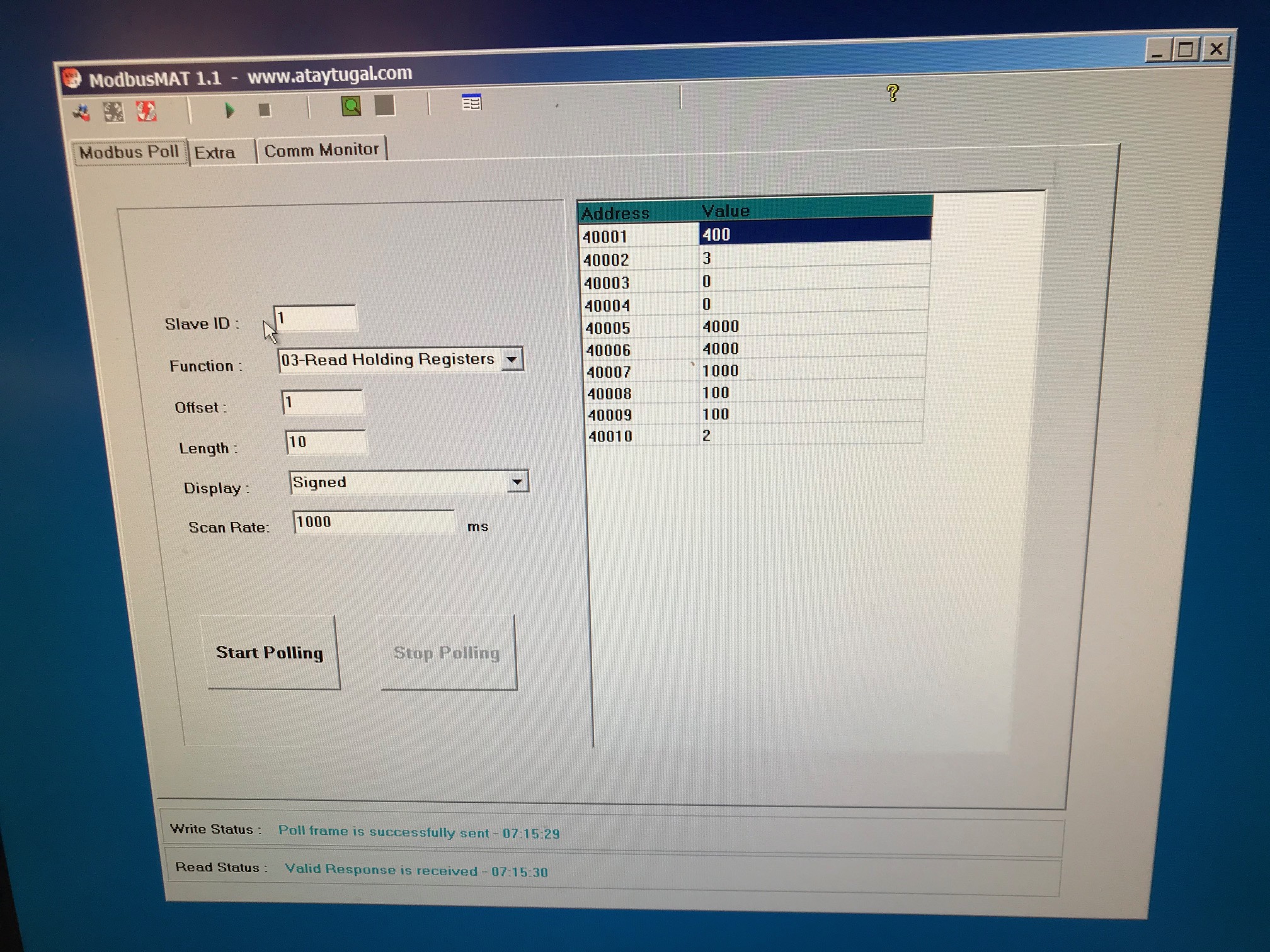 Ja zaczynałem od próby czytania ustawień falownika za pomocą modbusMAT.
Ja zaczynałem od próby czytania ustawień falownika za pomocą modbusMAT.Pierwsza zakładka i START POLLING. Potem dopiero próby zapisu do odpowiednich rejestrów ale jak pisałem w osobnym wątku dane odnośnie sposobu zapisu i rejestrów nie do końca zgadzały się z tym co w instrukcji . A no i prędkość transmisji ustawiałem na 9600 a adres na 01
Zmieniałem P 0.00 z 400 na 340 na falowniku i sprawdzałem czy kolejny odczyt pokaże zmiany.
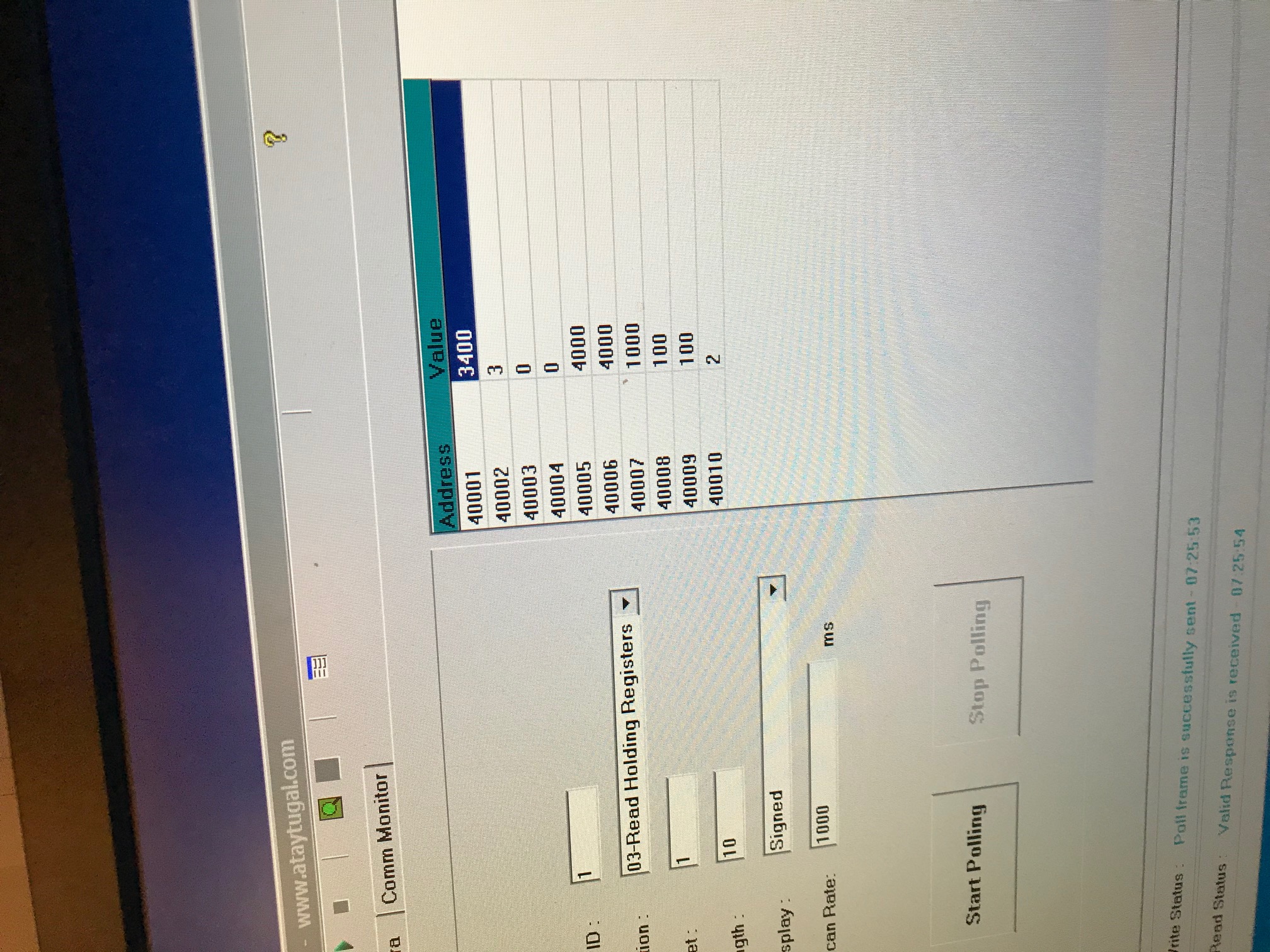
czyli ok - i dopiero zabawa z zapisem do rejestrów.
Co ciekawe teraz robiąc to po raz kolejny nie jestem w stanie nic zapisać
No ale robię to po dłuższej przerwie (wcześniej falownik pracował z frezarką i nie dłubałem w ustawieniach a teraz zmieniłem falownik i YL620 wrócił na stół operacyjny. Posiedzę wieczorem i napiszę czy coś się udało. Jeśli nie możesz czytać ustawień falownika to stawiam na przejściówkę modbus-usb. U mnie z 6 działają dwie no może 3 . Wieczorem sprawdzę pozostałe. Używam tylko dwóch sygnałów z tego białego złącza - skrajne lewe i środkowe a GND olałem. Może to jest powodem jakiś zakłóceń albo tego przerywania ?




