



Wpisy w hal wydaje się ze są poprawne . Natomiast błąd który dostajesz to przypisanie wartości 196 do rejestru który może mieć max wartość 128 -
UnicodeDecodeError: 'ascii' codec can't decode byte 0xc4 in position 2: ordinal not in range(128)
Następnie jest info że sygnał spindle-at-speed został już do czegoś podłaczony czyli chyba w pliku pyvcp_options.hal trzeba zakomentować linię set spindle-at speed true.
Niestety nie wiem dlaczego program nie jest w stanie wyczyścić pamięci dzielonej (SHMem)a na szybko na forach nie znalazłem odpowiedzi.
YL620-A modbus linuxcnc


-
zbysob
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
Wczoraj udało mi się ogarnąć drugi falownik (Altivar 28 2,2 kW na 3x380) . Tam jako niespodzianka w pakiecie było "automatyczne" zrywanie połączenia modbus po 7-10 sekundach - falownik wysyłał rozkaz , silnik się uruchamiał i po kilku sekundach na falowniku "błąd komunikacji" po czym zero reakcji na polecenia ruchu. Trzeba było wysłać polecenie przywrócenia danych fabrycznych i dopiero kolejne. Jednak jak wysyłałem daną komendę ciągle to silnik chodził . Okazało sie że trzeba było do rejestru odpowiedzialnego za obsługę sprawdzenia komunikacji wysłać komendę "nie sprawdzaj" i już działa. (Wysłałem zapytanie na forum Elektroda i odpowiedź była szybka i skuteczna) . Teraz postaram się sterować falownikiem z poziomu Linuxcnc z ClassicLadderem w wersji 2.8 - teraz taką wersję poinstalowałem na obu kompach . Docelowo silnik ma być napędem tokarki i co ciekawe wygląda to obiecująco.
-
zbysob
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
No i jak na razie poległem na całej linii  . Pod 2.8 mam ciągle błędy, wróciłem do 2.7 na którym falownik już pracował i co prawda błędów nie pokazuje ale silnik uparcie milczy . No cóż nie wchodzi się dwa razy do tej samej rzeki ...
. Pod 2.8 mam ciągle błędy, wróciłem do 2.7 na którym falownik już pracował i co prawda błędów nie pokazuje ale silnik uparcie milczy . No cóż nie wchodzi się dwa razy do tej samej rzeki ...
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
zbysob niestety jestem zmuszony zostać na 2.8 bo ma poprawiona obsługę 2 silników na bramę
Dodane 1 godzina 49 minuty 22 sekundy:
Po dodaniu w CL sekcji od obrotów błędów przy uruchomieniu brak, (poza notorycznie wyskakującym o komunikacji modbus) Daje się sterować prędkością obrotowa (fakt po czasie kiedy załapie falownik załapie ramkę) ale powyżej pewnych obrotów falownik przestaje reagować na wysyłane ramki, nawet stop się nie przyjmuje.
Adam, jaki powinien być ten wzór dla mokrego na 24,000 tys obr oraz jak zrobić by się z automatu ładowała moja konfiguracja w CL?
zbysob zauważyłem ze zrobiłem błąd w konfiguracji, tam w 2 linijce powinno być od zadanej częstotliwości tj. 8193 a w trzeciej odczyt bieżącej tj. 8203
Dodane 1 godzina 49 minuty 22 sekundy:
Po dodaniu w CL sekcji od obrotów błędów przy uruchomieniu brak, (poza notorycznie wyskakującym o komunikacji modbus) Daje się sterować prędkością obrotowa (fakt po czasie kiedy załapie falownik załapie ramkę) ale powyżej pewnych obrotów falownik przestaje reagować na wysyłane ramki, nawet stop się nie przyjmuje.
Adam, jaki powinien być ten wzór dla mokrego na 24,000 tys obr oraz jak zrobić by się z automatu ładowała moja konfiguracja w CL?
zbysob zauważyłem ze zrobiłem błąd w konfiguracji, tam w 2 linijce powinno być od zadanej częstotliwości tj. 8193 a w trzeciej odczyt bieżącej tj. 8203
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 14
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: YL620-A modbus linuxcnc
szatri pisze:Adam, jaki powinien być ten wzór dla mokrego na 24,000 tys obr oraz jak zrobić by się z automatu ładowała moja konfiguracja w CL?
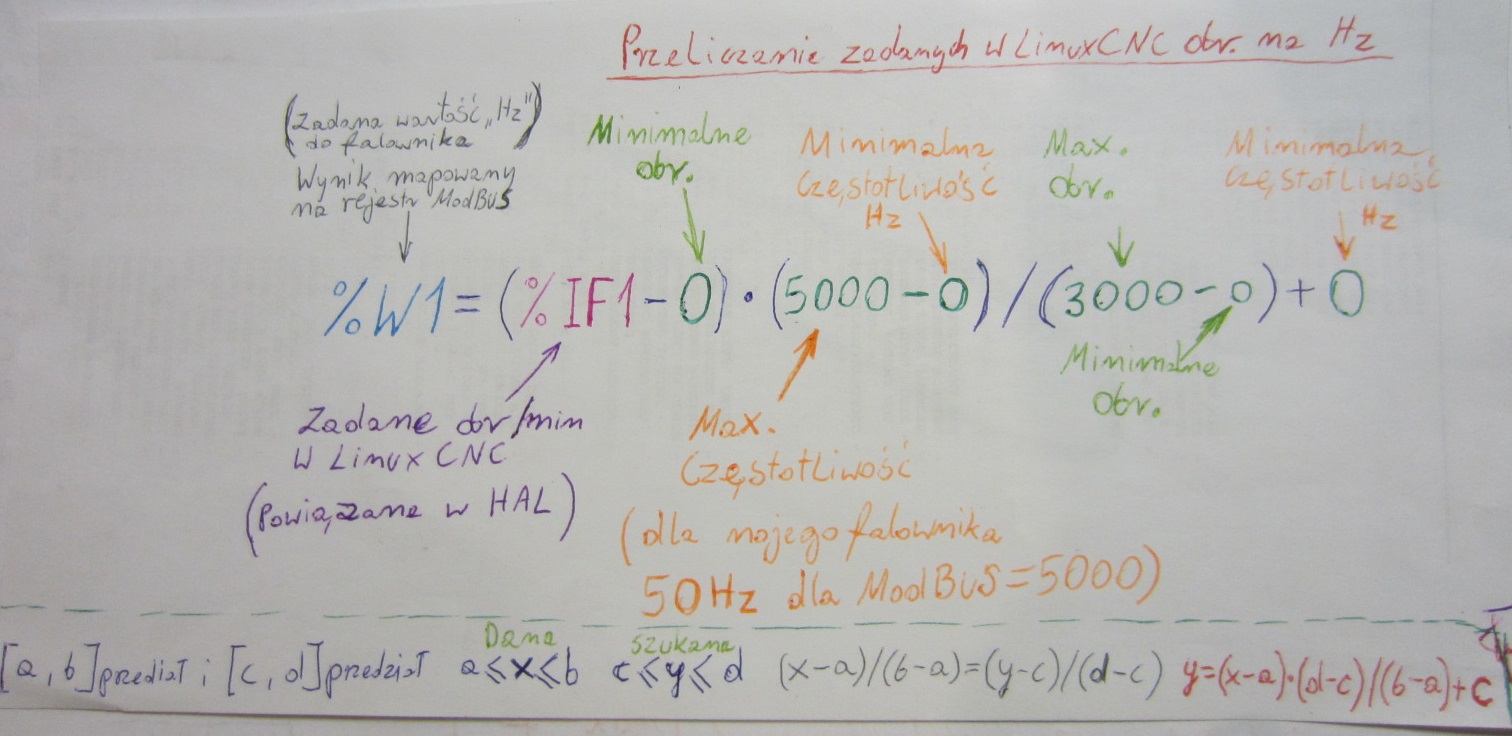
Więc coś takiego %W1=(%IF1-0)*(40000-0)/(24000-0)+0
tu jest jak dodać auto aktywowania https://youtu.be/Y-T2uV7LIOQ?t=82
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
zbysob
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
Ja teraz siadam do innego pomysłu - https://github.com/aekhv/vfdmod/wiki
Autor pisze że do obsługi wszystkich falowników chińskich (za wyjątkiem :Huanyang VFDs are not supported because they use non-standard MODBUS function codes. - co się zgadza ale opis który jest na forum odnośnie tego falownika plus zmiany nazw pinów gdzie występuje motion działa dobrze).
Jednocześnie poczytałem nieco o przejściówkach i zamówiłem inną- Konwerter RS232 do RS485 układ FT232RL FV - zobaczę czy na identycznym programie i falowniku będzie różnica . Teraz mam wrażenie że moja przejściówka działa jeszcze wolniej . Potrzebne wysyłanie ciągłe kilkunastu komend żeby dotarło to do falownika.
Autor pisze że do obsługi wszystkich falowników chińskich (za wyjątkiem :Huanyang VFDs are not supported because they use non-standard MODBUS function codes. - co się zgadza ale opis który jest na forum odnośnie tego falownika plus zmiany nazw pinów gdzie występuje motion działa dobrze).
Jednocześnie poczytałem nieco o przejściówkach i zamówiłem inną- Konwerter RS232 do RS485 układ FT232RL FV - zobaczę czy na identycznym programie i falowniku będzie różnica . Teraz mam wrażenie że moja przejściówka działa jeszcze wolniej . Potrzebne wysyłanie ciągłe kilkunastu komend żeby dotarło to do falownika.
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
Czyli dla zakresu od 6000 do 24000 powinienem tak to zapisać?
%W1=(%IF1-6000)*(40000-10000)/(24000-6000)+10000
A to auto aktywowanie sprawdzę na kompie i dam znać.
%W1=(%IF1-6000)*(40000-10000)/(24000-6000)+10000
A to auto aktywowanie sprawdzę na kompie i dam znać.
-
zbysob
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 27
- Posty: 51
- Rejestracja: 26 lip 2017, 15:04
- Lokalizacja: Szczecin
Re: YL620-A modbus linuxcnc
częstotliwość podajemy pod adres 0x2001 (8193) w formie Hz*0.1 czyli max częstotliwość dla chińczyka to 400 Hz zatem max to podanie wartości 4000. w/g mnie
%W1=(%IF1-6 000)*(4 000-1 000)/(24 000- 6 000)+ 1 000
Dodane 2 minuty 16 sekundy:
A czemu aż 6000 RPM jako minimalne obroty ?
Pytam z ciekawości - ja często używam dużo niższych obrotów do frezowania różnych materiałów ale w temacie jestem początkujący i może faktycznie za niskie obroty są u mnie
%W1=(%IF1-6 000)*(4 000-1 000)/(24 000- 6 000)+ 1 000
Dodane 2 minuty 16 sekundy:
A czemu aż 6000 RPM jako minimalne obroty ?
Pytam z ciekawości - ja często używam dużo niższych obrotów do frezowania różnych materiałów ale w temacie jestem początkujący i może faktycznie za niskie obroty są u mnie
-
szatri
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 44
- Posty: 235
- Rejestracja: 23 lut 2011, 15:12
- Lokalizacja: PL
Re: YL620-A modbus linuxcnc
zbysob pisze:A czemu aż 6000 RPM jako minimalne obroty
6k obr to tak orientacyjnie (bo nie znalazłem wykresu momentu od obr) by się nie zatrzymało od oporów skrawania w materiale (a na to ma wiele czynników wpływ)
Podłączyłem (do płyty w kompie bezpośrednio) tez taki u siebie nie nie zauważyłem poprawy w jakości komunikacji, ale sprawdź u siebie.zbysob pisze:Konwerter RS232 do RS485
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 14
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Re: YL620-A modbus linuxcnc
tak zgadzałoby się.szatri pisze:Czyli dla zakresu od 6000 do 24000 powinienem tak to zapisać?
%W1=(%IF1-6000)*(40000-10000)/(24000-6000)+10000
skoro według wzoru 50Hz = 5000 to 400HZ= 40000zbysob pisze:max częstotliwość dla chińczyka to 400 Hz zatem max to podanie wartości 4000. w/g mnie
%W1=(%IF1-6 000)*(4 000-1 000)/(24 000- 6 000)+ 1 000
Dodane 4 minuty 16 sekundy:
aha no może i masz racje nie wiem jak w innym falowniku to przykład dla mojego...zbysob pisze:częstotliwość podajemy pod adres 0x2001 (8193) w formie Hz*0.1
Opiera on się na wartości odczytanej z falownika
tak czy inaczej łatwo to sprawdzić metoda prób i Błędów lub odczytać programem co wysyła falownik gdy spodziewamy się np. 400Hz
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos






