#5
Post
napisał: kolec7 » 27 paź 2020, 10:45
Oś suportu Shimano Octalink na pewno nie jest frezowana, ani palcowym, ani obwiedniowo, a także nie jest strugana....
Nie ten tok myślenia i projektowania, zarówno części maszynowej (rowerowej), ani koncepcji produkcji tego.
To tak, jakbyś chciał śrubki M8x30 produkować, gwintując je narzynką!
Nie ten rząd wielkości produkcji.
Ty kolego niestety przy założeniu skali produkcji kilku sztuk, jesteś skazany na frezowanie.
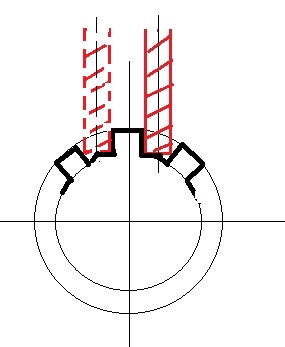
Oczywiście godząc się ze wszystkimi ograniczeniami, które niesie ta technologia, jak choćby wyjścia technologiczne narzędzia, co sam już zauważyłeś. Jak również w przypadku frezowania palcowym wszystkie "wady" powierzchni z tym związane, karby, itd.....
No i osiowanie tylko i wyłącznie na zewnętrznej średnicy...
"W życiu piękne są tylko chwile...."




")



")

")

")






