



Vectric Aspire 3D toolpath problem z głębokością
Program generuje złe ścieżki


-
lajosz
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1613
- Rejestracja: 13 sty 2009, 20:33
- Lokalizacja: Ziębice
Re: Vectric Aspire 3D toolpath problem z głębokością
Pewnie dlatego napisałem w swoim pierwszym poście, żebyś napisał nie to zrobiłeś, ale to CO CHCESZ UZYSKAĆ.
Nie napisałeś, więc ..... sorry, ale straciłem ochotę na dalsze zgadywanki.
Pozdrawiam i mam nadzieję że sobie poradzisz.
Nie napisałeś, więc ..... sorry, ale straciłem ochotę na dalsze zgadywanki.
Pozdrawiam i mam nadzieję że sobie poradzisz.
-
 pepepe1
pepepe1
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 3
- Posty: 155
- Rejestracja: 03 wrz 2004, 19:25
- Lokalizacja: Polska
- Kontakt:
Re: Vectric Aspire 3D toolpath problem z głębokością
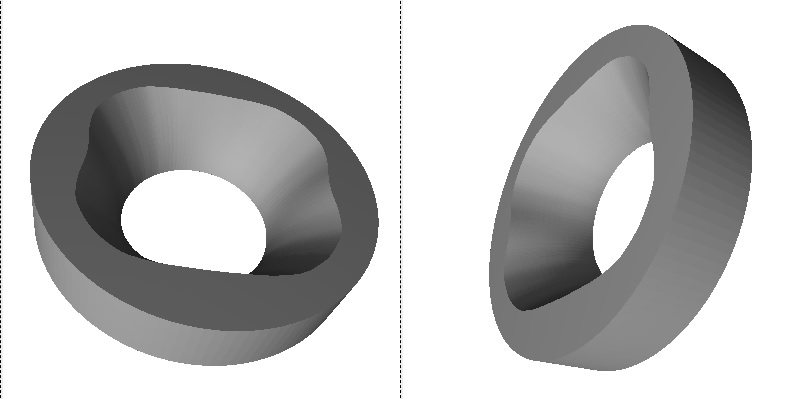
Są zgadywanki. Stl wygląda jak niżej - mniej lub bardziej "kopnięty" w szerszej podstawie odwrócony stożek, który nie kończy się cylindrem w głąb materiału - i dokładnie taki widok 3d wrzuciłeś w trzecim poście. Głębiej cylindra Ci nie wyfrezuje (jeśli o to chodzi, tak sugeruje pierwszy post) bo tego cylindra nie ma, przekrój ścianki to prostokątny trapez.
Jeszcze mi jedna rzecz przyszła do głowy - przy Roughing Toolpath zostawia się warstwę materiału do zdjęcia przy obróbce wykańczającej - może Ci zostawia na dnie właśnie to, Machining Allowance, obrobi do końca przy frezowaniu wykańczającym?
Jeszcze mi jedna rzecz przyszła do głowy - przy Roughing Toolpath zostawia się warstwę materiału do zdjęcia przy obróbce wykańczającej - może Ci zostawia na dnie właśnie to, Machining Allowance, obrobi do końca przy frezowaniu wykańczającym?
-
jzagaja
Autor tematu - Stały bywalec (min. 70)
")
- Posty w temacie: 12
- Posty: 71
- Rejestracja: 18 cze 2009, 23:26
- Lokalizacja: Szczecin
Re: Vectric Aspire 3D toolpath problem z głębokością
Zalezy mi na tym żeby obrobić powierzchnie aż do otworu 1,4" (musi byc dokladny). Mam frez plaski 8mm i kulisty 8mm do form MDF. (L=150mm).
-
pepepe1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 155
- Rejestracja: 03 wrz 2004, 19:25
- Lokalizacja: Polska
- Kontakt:
Re: Vectric Aspire 3D toolpath problem z głębokością
Zrób symulację wykańczającej kulistym np. 2mm, zobacz jak wyjdzie?
-
pepepe1
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 155
- Rejestracja: 03 wrz 2004, 19:25
- Lokalizacja: Polska
- Kontakt:
Re: Vectric Aspire 3D toolpath problem z głębokością
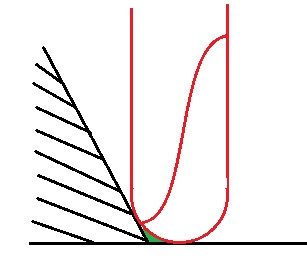
Twój element w przekroju ma ostrą krawędź, którą próbujesz uzyskać frezem kulistym fi8. Frez za Chiny nie zejdzie poniżej grubości materiału, a więc zostawi na wewnętrznym dolnym rancie wklęsłość o R=4 (promieniu freza). Im mniejszej średnicy frez, tym będzie dokładniej. To zielone na rysunku = pozostawiony materiał którego Twój frez nie ma szansy zebrać, i im mniejsza średnica frezu, tym tego zbędnego materiału jest mniej:
i w efekcie dostajesz to:
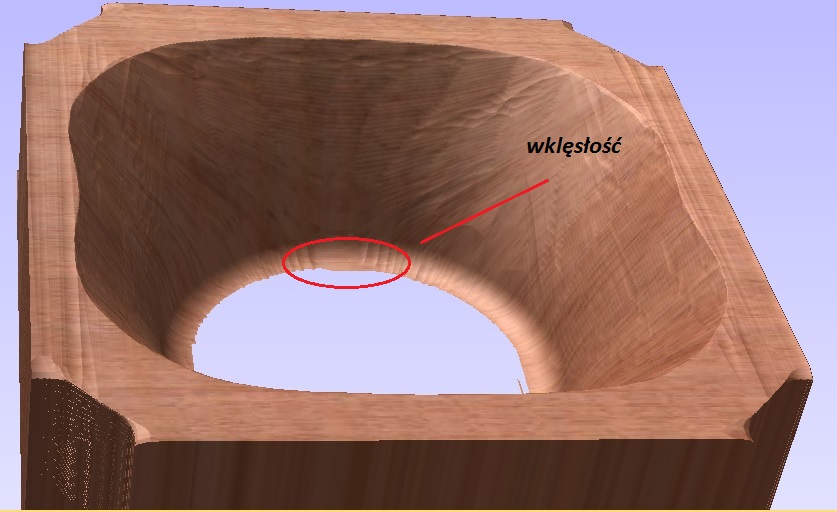
Możesz użyć frezu "taper", stożka o chwycie np. fi 8, i zakończeniu kulką fi 2 czy nawet mniej. Jeśli nie tą drogą - tak jak sugerował Kol. lajosz spróbowałbym kombinować z dodaniem od spodu tej bryły walca, tak żeby stożek przechodził w walec o głębokości min. R freza, wtedy ten nieszczęsny rant przesunie się w dół. Oczywiście walec frezuje się w podkładce, na straty:
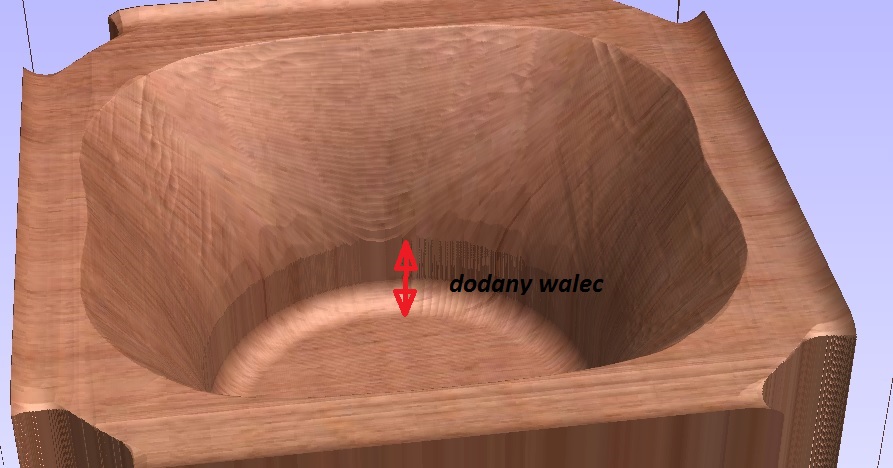
i w efekcie dostajesz to:
Możesz użyć frezu "taper", stożka o chwycie np. fi 8, i zakończeniu kulką fi 2 czy nawet mniej. Jeśli nie tą drogą - tak jak sugerował Kol. lajosz spróbowałbym kombinować z dodaniem od spodu tej bryły walca, tak żeby stożek przechodził w walec o głębokości min. R freza, wtedy ten nieszczęsny rant przesunie się w dół. Oczywiście walec frezuje się w podkładce, na straty:
-
jzagaja
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 12
- Posty: 71
- Rejestracja: 18 cze 2009, 23:26
- Lokalizacja: Szczecin
Re: Vectric Aspire 3D toolpath problem z głębokością
Obróbkę wykańczającą tez mogę zrobić frezem prostym lub zaznaczyć choćby mniejszy kontur jako trzecia operacja po kulistym.






