



Super, dzięki wielkie.
Mażesz napisać jak nazywają się od góry parametry w tabelce po prawej stronie?
Mam małą rozdzielczość ;/ i ucina mi tą tabele.
Ew jak zmienić rozmieszczenie okienek w tym oknie?
Suby ngcgui


-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 117
- Posty: 17195
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
Od góry
- prędkość w dół
- zachodzenie w mm
- chłodzenie
- wyjazd Z
- wyjazd X
- wyjazd Y
- prędkość w dół
- zachodzenie w mm
- chłodzenie
- wyjazd Z
- wyjazd X
- wyjazd Y
-
 senio
senio
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 107
- Posty: 1654
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
Gwintujemy rurki pochodzenia nieznanego w ilości xxx sztuk, i gwint wychodzi dobrze tylko przy małym przybraniu. Przy większym sieczka. Owszem można jechać małym przybraniem po 0.05 mm ale to trwa lata świetlne. Nie da się w subie jakoś dodać, że ma jechać wykończenie innym przybraniem niż samo gwintowanie. Wtedy by puścił powiedzmy przybranie po 0.2mm a końcówkę ze 0.2mm po 0.05mm. Tak w manualnych przynajmniej się robi, ale na obsłudze prądem też by się to przydało. Tak luźno pytam i zachęcam tęgie głowy do myślenia, bo pewnie nie jeden już odkrył ten problem tylko cicho siedzą  .
.
-
szary11
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 10
- Posty: 388
- Rejestracja: 16 lut 2011, 22:44
- Lokalizacja: Tarnogród
Re: Suby ngcgui
moją kobyłką można
parametr 10 i 25
Ale gdzieś to kiedyś już wystawiałem .
parametr 10 i 25
Kod: Zaznacz cały
( ------------------------------ )
( GWINT STOŻEK )
( ------------------------------ )
( Adam )
( Time-stamp: <13-07-2018 17:33> )
( ------------------------------ )
(info: Gwint )
o<gwint> sub
#<nr> = #1 (=10 numer narzędzia)
#<obr> = #2 (=400 obroty)
#<odboczka> = #3 (=0 <> odboczka)
#<x_pocz> = #4 (=30 średnica początkowa X)
#<z_pocz> = #5 (=0 początek gwintu Z)
#<skok> = #6 (=2 skok gwintu [P])
#<dlugosc> = #7 (=-20 koniec gwintu [Z])
#<rodzaj> = #8 (=0 <> wewnętrzny )
#<ukos> = #9 (=0 kierunek pochylenia 0 = 1 < 2 >)
#<gl_pocz> = #10 (=0.6 Dobieranie [J])
#<gl_koncowa> = #11 (=1.5 Głębokość gwintu / na promieniu)
#<offset_wlacz> = #12 (=0 <> odjazd od gwintu | 0=skok, 1=ręcznie)
#<offset> = #13 (=1 wartość offsetu)
#<dosuw> = #14 (=27.5 dobieranie boczne [kąt])
#<pochylenie_dlugosc> = #15 (=50 dlugosc pochyl. [E] np.E=Z )
#<wygladzanie> = #16 (=1 <> przejscie wygladzajace)
#<woda> = #17 (=0 <> chłodzenie)
#<w_z> = #18 (=100 Z do zmiany)
#<w_x> = #19 (=50 X do zmiany)
#<korekta> = #20 (=0 <> korekta)
#<wielkosc_korekty> = #21 (=0 wielkość korekty)
#<stala_pr_skrawania> = #22 (=0 <> stala_pr_skrawania)
#<obroty_max> = #23 (=0 obroty max)
#<pr_skrawania> = #24 (=0 predkosc skrawania [m/min])
#<degresja> = #25 (=1.5 Dobranie: stała gł. [1] - [2] stała pow.)
o20 if [#<rodzaj> eq 0] (ZEWNETRZNY)
o21 if [#<w_z> lt 0 or #<w_x> lt [#<x_pocz>+#<gl_koncowa>] ]
(msg, KOLIZJA ! zły wyjazd)
M30
o21 endif
o20 else (WEWNETRZNY)
o22 if [#<w_z> lt 0 or #<w_x> gt [#<x_pocz>-#<gl_koncowa>] ]
(msg, KOLIZJA ! zły wyjazd)
M30
o22 endif
o20 endif
o2 if [#<odboczka> eq 1]
#<obr> = [#<obr> * 8]
o2 endif
(Tu sie zastanow)
g18
g7
M6 T#<nr> G43
m3 s#<obr>
o100 if [#<woda> eq 1]
m8
o100 endif
o111 if [#<wygladzanie> eq 1]
#<wygladzanie> = 2
o111 endif
#<bzwgl_wielkosc_korekty> = #<wielkosc_korekty>
o101 if [#<rodzaj> eq 1] (wewnetrzny)
#<wielkosc_korekty>= -#<wielkosc_korekty>
o120 if [#<offset_wlacz> eq 1]
#<offset> = #<offset>
o120 else
#<offset> = 0.2
o120 endif
g0 z#<z_pocz>
g0 x[#<x_pocz> -3]
g0 x[#<x_pocz> - #<offset>]
o101 endif
o102 if [#<rodzaj> eq 0] (zewnetrzny)
o130 if [#<offset_wlacz> eq 1]
#<offset> = -#<offset>
o130 else
#<offset> = -0.2
o130 endif
(dla wlaczonej korekty musimy calosc przesunac w lewo o z=Tan[dobieranie_boczne]*wartosc_korekty_promieniowa)
o104 if [#<korekta> eq 0]
g0 x[#<x_pocz> + 3]
g0 z#<z_pocz>
g0 x[#<x_pocz> - #<offset>]
o104 else
#<z_pocz> = [#<z_pocz> - tan[#<dosuw>] * #<wielkosc_korekty> / 2]
g0 x[#<x_pocz> + 3]
g0 z#<z_pocz>
g0 x[#<x_pocz> - #<offset>]
o104 endif
o102 endif
o103 if [#<korekta> eq 0] (bez mkorekty)
o11 if [#<stala_pr_skrawania> eq 1]
G96 s#<pr_skrawania> D#<obroty_max>
o11 endif
g76 p#<skok> z#<dlugosc> i#<offset> j#<gl_pocz> k[#<gl_koncowa>*2] e#<pochylenie_dlugosc> l#<ukos> r#<degresja> q#<dosuw> h#<wygladzanie>
o103 else (korekta wlaczona)
(musimy calosc przesunac w lewo o z=Tan[dobieranie_boczne]*wartosc_korekty_promieniowa)
o12 if [#<stala_pr_skrawania> eq 1]
G96 s#<pr_skrawania> D#<obroty_max>
o12 endif
g76 p#<skok> z#<dlugosc> i[#<offset> - #<wielkosc_korekty>] j[#<gl_koncowa>*2-#<bzwgl_wielkosc_korekty>] k[#<gl_koncowa>*2] e#<pochylenie_dlugosc> l#<ukos> r#<degresja> q#<dosuw> h#<wygladzanie>
(g76 p#<skok> z#<dlugosc> i[#<offset> - #<wielkosc_korekty>] j[#<gl_koncowa> - #<bzwgl_wielkosc_korekty>] k[#<gl_koncowa>*2] e#<pochylenie_dlugosc> l#<ukos> r#<degresja> q#<dosuw> h#<wygladzanie>)
o103 endif
g18
m9
m5
g0 x#<w_x>
g0 z#<w_z>
o<gwint> endsub
-
senio
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 107
- Posty: 1654
- Rejestracja: 25 maja 2006, 14:39
- Lokalizacja: koło.wlkp
Re: Suby ngcgui
Kamar nie masz jakiegoś suba żeby taką kulkę zrobić od czoła. Wstępnie otwór pilotujący wywiercić na głębokość i dalej to małym wytaczakiem wybrać. Jest taki W Y B I E R A N I E C Z O Ł A na podobnej zasadzie, ale może z promieniem też coś masz zakamuflowane
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 117
- Posty: 17195
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Suby ngcgui
Nie mam . Takie cóś to już z Cama.
Jak Cama nie było to co i rusz coś powstało a tera się nie chce
Jak Cama nie było to co i rusz coś powstało a tera się nie chce
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 33
- Posty: 8014
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Re: Suby ngcgui
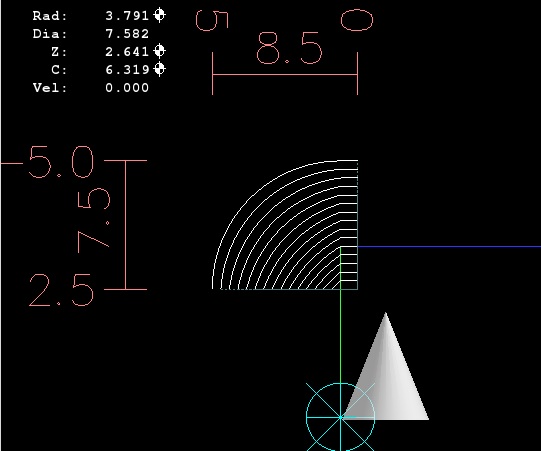
Taki prosty subik frezarkowy na zaokrąglanie np. płaskownika albo regulacji fasolkowej do skrecania blokady obrotu. Ustawienie freza to środek w osi Y i dotkniecie do czoła materialu w osi X. Coś tylko mało precyzyjnie działa głebokość, wiec wartości po przecinku trzeba sobie odpuscić ale reszta jest jako tako.
o<polkula> sub
#<zero>= #1 (=0 zero)
#<promien> = #2 (=30 promien)
#<posuw roboczy> = #3 (=150 posuw roboczy)
#<srednica freza> = #4 (=8 srednica freza)
#<glebokosc>=#5 (=12 glebokosc)
#<przybranie>=#6 (=3 przybranie)
#<posuw dol>=#7 (=200 posuw dol)
g80 g61
G0 z3
y[#2+#4/2] x-[#2+#4/2]
#1=0
g0 z3
o10 while [#1 gt -#5]
#1=[#1- #6 ]
g1 z#1 f#7
g17
y[#2+#4/2] x-[#2+#4/2]
g2f#3 y0 x0 r[#2+#4/2]
y-[#2+#4/2] x-[#2+#4/2] r[#2+#4/2]
g0 z3
y[#2+#4/2] x-[#2+#4/2]
o10 endwhile
g0 z12
o<polkula> endsub
o<polkula> sub
#<zero>= #1 (=0 zero)
#<promien> = #2 (=30 promien)
#<posuw roboczy> = #3 (=150 posuw roboczy)
#<srednica freza> = #4 (=8 srednica freza)
#<glebokosc>=#5 (=12 glebokosc)
#<przybranie>=#6 (=3 przybranie)
#<posuw dol>=#7 (=200 posuw dol)
g80 g61
G0 z3
y[#2+#4/2] x-[#2+#4/2]
#1=0
g0 z3
o10 while [#1 gt -#5]
#1=[#1- #6 ]
g1 z#1 f#7
g17
y[#2+#4/2] x-[#2+#4/2]
g2f#3 y0 x0 r[#2+#4/2]
y-[#2+#4/2] x-[#2+#4/2] r[#2+#4/2]
g0 z3
y[#2+#4/2] x-[#2+#4/2]
o10 endwhile
g0 z12
o<polkula> endsub
-
 gluk
gluk
- Stały bywalec (min. 70)
")
- Posty w temacie: 3
- Posty: 74
- Rejestracja: 31 paź 2020, 10:59
- Lokalizacja: Polska
- Kontakt:
Re: Suby ngcgui
IMPULS3 pisze:Coś tylko mało precyzyjnie działa głebokoś
to będzie działać mało precyzyjnie, bo nie do końca dobrze jest przemyślana pętla
ale tak na szybko dodanie jednego if-a w pętli powinno rozwiązać sprawę.
o<polkula> sub
#<zero>= #1 (=0 zero)
#<promien> = #2 (=30 promien)
#<posuw roboczy> = #3 (=150 posuw roboczy)
#<srednica freza> = #4 (=8 srednica freza)
#<glebokosc>=#5 (=12 glebokosc)
#<przybranie>=#6 (=3 przybranie)
#<posuw dol>=#7 (=200 posuw dol)
g80 g61
G0 z3
y[#2+#4/2] x-[#2+#4/2]
#1=0
g0 z3
o10 while [#1 gt -#5]
#1=[#1- #6 ]
o11 if [#1 lt -#5]
#1=-#5
o11 endif
g1 z#1 f#7
g17
y[#2+#4/2] x-[#2+#4/2]
g2f#3 y0 x0 r[#2+#4/2]
y-[#2+#4/2] x-[#2+#4/2] r[#2+#4/2]
g0 z3
y[#2+#4/2] x-[#2+#4/2]
o10 endwhile
g0 z12
o<polkula> endsub






