")
Będę tak z doskoku coś tam programował ST-10, a że na tokarkach CNC nie pracowałem jakieś 4 - 5 lat i że owa ST-10 ma uszkodzoną sondę pomiarową jakoś muszę mierzyć narzędzia. Znalazłem kiedyś taki oto opis (nawet już nie pamiętam gdzie):
Ja to rozumiem tak. W MDI wpisuję G54 --> Start.POMIAR W OSI Z
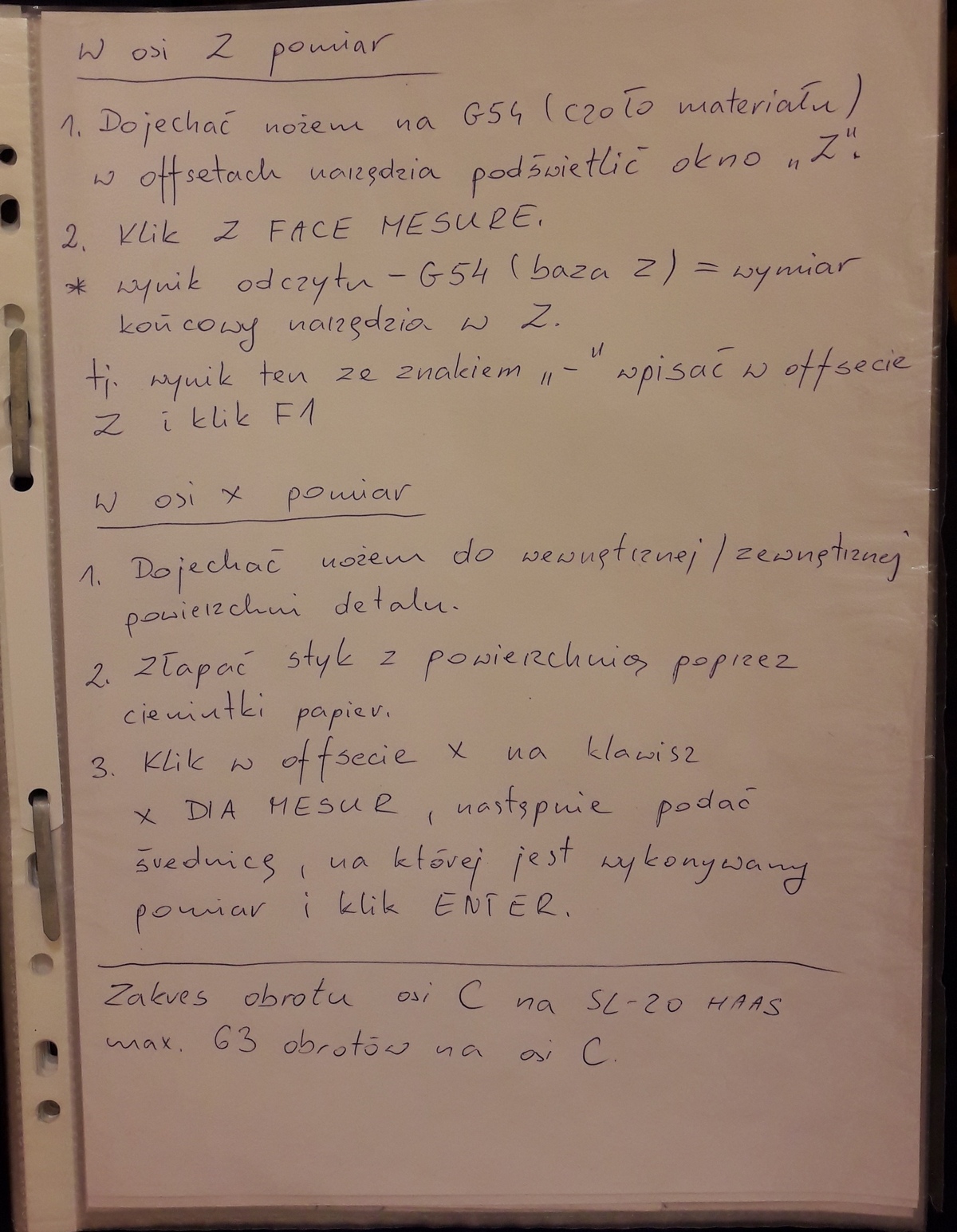
1. Dojechać nożem na G54 (czoło materiału) w offsetach narzędzia podświetlić okno ,,Z''
2. Klik Z FACE MESURE
* wynik odczytu - G54 (baza Z) =wymiar końcowy narzędzia w Z tj. wynik ten ze znakiem ,,-'' wpisać w offsecie Z i klik klawisz F1
POMIAR W OSI X
1. Dojechać nożem do wewnętrznej / zewnętrznej powierzchni detalu.
2. Złapać styk z powierzchnią.
3. Klik w offsecie X na klawisz X DIA MESUR , następnie podać średnicę , na której jest wykonywany pomiar i klik ENTER.
Podświetlam w offsetach narzędziowych wybrany nóż, np. T202 w polu osi Z.
Jak chcę zmierzyć nóż do toczenia (np. T202) w osi Z dojeżdżam do czoła materiału (ale materiał przecież może być wysunięty na dowolną długość względem szczęk?) --> wynik odczytu (skąd to pobrać?) minus baza w Z dla G54? Wpisać w offsecie narzędziowym w polu Z wynik, ale z minusem i nacisnąć F1.
Dla osi X podobnie, tylko podświetlić w offsecie narzędziowym pole X nacisnąć klawisz X DIA MESUR, podać średnice wałka na którym nastąpił styk z płytką i nacisnąć klawisz ENTER?
W/w rozumowanie jest poprawne?



")