



Elegancka robota, miło popatrzeć. Tak w przybliżeniu ile czasu zajęła taka przeróbka oraz jaki był koszt uruchomienia całej maszyny?
Polecam również wykonać obudowę dla całej maszyny, bo po bardzo krótkim czasie syf jest nieziemski. Tym bardziej jeśli planujesz wrzeciono co ma 16k obrotów, nawet w aluminium to potrafi sypać na dobre kilka metrów.
Jeśli mogę coś doradzić, to wyrzuć ten czujnik w cholerę i kup sobie Mitutoyo. Ruszanie trzpieniem na boki u mnie w takim samym powodowało zmianę 2-3 setek na zegarze. Jeśli celujesz w takie dokładności o jakich pisałeś, to taki chiński czujnik nie jest odpowiednim narzędziem pomiarowym do tego.
Jaki jest luz nawrotny na śrubach? Śruby w klasie C7 czy lepsze?
Frezarka 750x500x500 do stali


-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 56
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Frezarka 750x500x500 do stali
FTW pisze:Tak w przybliżeniu ile czasu zajęła taka przeróbka oraz jaki był koszt uruchomienia całej maszyny?
Ciężko powiedzieć ponieważ ze względu na studia cały rok jestem poza domem więc mam na to weekendy plus wakacje. Tak na dobre wziąłem się za to równo z założeniem tego tematu więc cały lipiec, sierpień i wrzesień od rana do nocy z wyłączeniem dwóch tygodni. Od października to weekendy plus na elektrykę poświęciłem około tygodnia jednym ciągiem ale to też po ok 16-18h dziennie.
Jeśli chodzi o koszty to zdecydowanie zbyt duży
Maszyna - ok 6k
Serwa plus trafo - ok 10-11k
Silnik wrzeciona - 350zł
Falownik - ok 1-2k
Śruby kulowe - 3k
Prowadnice X i Y - ok 5k
Stal - ok 1k
Szafa - 700zł
CSMIO z kompletem osprzętu to ok 5k
I najważniejsze, mnóstwo pierdół które są baardzo drogie a człowiek tego na początku nie liczy. Same przekaźniki to koszt około 300zł. Tak samo 4 brakujące wtyczki do serw kosztowały jakieś 300zł. Końcówki na przewody, same przewody, przepusty kablowe itd to kolejne setki. Dużo elementów miałem bądź udało mi się praktycznie za bezcen wymontować z zezłomowanych maszyn takie jak bezpieczniki, krańcówki, prowadniki przewodów a nawet częściowo same przewody. Podsumowując, jak bym doliczył czas to pewnie kupiłbym już sobie gotową frezarkę ale... 1. wiedza którą zdobyłem przy tym jest warta naprawdę spooooro. Do tego zdecydowanie łatwiej tak budować sobie przez 4 lata i jak akurat są fundusze to kupić coś nie raz za 10% normalnej wartości. No i jeszcze satysfakcja plus darmowy serwis bo wie się co gdzie siedzi.
Tak, tak. Obudowy to jest temat który aktualnie wraz z osłonami prowadnic będzie pierwszorzędnie realizowany. Mam dwie pompy chłodzenia w tym jedna z nich jest to pompa wysokiego ciśnienia plus będę próbował ogarnąć chłodzenie przez wrzeciono więc bez kompletnej obudowy nie ma nawet opcji. Ale najważniejsze są dla mnie teraz osłony prowadnic plus spływy i zbiornik chlodziwa żeby mogła chociaż sama do siebie już części robić.FTW pisze:Polecam również wykonać obudowę dla całej maszyny, bo po bardzo krótkim czasie syf jest nieziemski. Tym bardziej jeśli planujesz wrzeciono co ma 16k obrotów, nawet w aluminium to potrafi sypać na dobre kilka metrów.
FTW pisze:Jeśli mogę coś doradzić, to wyrzuć ten czujnik w cholerę i kup sobie Mitutoyo. Ruszanie trzpieniem na boki u mnie w takim samym powodowało zmianę 2-3 setek na zegarze.
Wiem niestety obecnie brak środków totalny u mnie na kolejne zakupy. Chociaż może to zależeć od egzemplarza bo ten nie jest taki najgorszy. Mam jeszcze inne też czujniki polskiej produkcji ale ten jest taki "warsztatowy" zawsze pod ręką jak trzeba coś na szybko ocenić. Ale to prawda że potrafi człowieka do nerwów doprowadzić
Z tymi dokładnościami to chyba to było trochę moje utopijne myślenie ale zobaczymy. Nie łatwo jest zrobić coś w setkach co składa się z 20 elementów i każdy jeden błąd się na siebie zakłada chociaż nie jest źle a przede wszystkim przebija moje potrzeby. Jak znajdą się fundusze to domontuję liniały i mam nadzieję że one znacznie poprawią precyzję sterowania. Obecnie mam jeden liniał na X o rozdzielczości 0.005mm bo akurat taki leżał u mnie na regale a miejsce przewidzieć już trzeba było.
FTW pisze:Jaki jest luz nawrotny na śrubach? Śruby w klasie C7 czy lepsze?
O ile pamiętam to śruby podobno były w klasie T4 wykonane. Chociaż ich dokumentacja jest dość chaotyczna. Zdecydowanie bardziej wolałbym coś markowego jednak nie mogłem sobie pozwolić na inne finansowo. Jak szukałem to za śruby 32 z podwójną nakrętką nie udało mi się znaleźć niższej ceny niż ok 8-10k za komplet. Tutaj moje wątpliwości wzbudził fakt że do nowych nakrętek musiałem dorabiać pierścienie do kasowania luzu bo te oryginalne po nakręceniu na śrubę były po prostu luźne. I to nie o jakieś setki ale parę dziesiątych mm. Trochę to rzuca światło na ich jakość ale nie wychodzę przed szereg i zobaczę jak się będą spisywać. Jak się zużyją a maszyna będzie zarabiać na siebie to wymienię na coś markowego i już. Luzu nawrotnego brak. Natomiast po przyłożeniu czujnika i próbie "przesunięcia" stołu zmierzyłem że śruby tak jakby się "odginały" o max 0.02mm. Jak siła zanika to wraca na położenie więc wychodzę z założenia że w takiej granicy układ mechaniczny jest sprężysty? Ciężko mi powiedzieć bo nie mam porównania do innych maszyn i śrub jak to tam wygląda.
Jeszcze do poprzedniego posta. To co widać obok sterownika CSMIO to termostat. Polecam bo używane kosztują grosze, montaż jest banalny a idzie ustawić temperaturę w szafie sterowniczej i wentylatory nie wyją tak cały czas.
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Frezarka 750x500x500 do stali
Słowa uznania. Bardzo fajnie to wyszło. Tylko osłony i będzie pięknie 
Można zobaczyć zdjęcie powierzchni po planowaniu tego bloczka alu?
Można zobaczyć zdjęcie powierzchni po planowaniu tego bloczka alu?
-
maciek95k
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 56
- Posty: 814
- Rejestracja: 31 mar 2017, 23:04
- Lokalizacja: Kraków
Re: Frezarka 750x500x500 do stali
Dziękuję za dobre słowo. Osłony już do mnie częściowo jadą. Tak jak pisałem, zastosuję harmonijki a potem na górę stalowa osłona. Nie będzie takiego problemu z uszczelnianiem stalowych teleskopów. Tylko nie ma czasu a aż boli patrząc jak stoi i nie może jeszcze pracować  Wrzucę zdjęcia jak trochę się z tym obrobię. Teraz nawet nie bardzo mam jak bo mój telefon wyzionął ducha a zastępczy robi gorsze zdjęcia niż kartofel ;p Ale mogę już od razu napisać że powierzchnia przy planowaniu nie wyszła gładka. Nie było żadnego chłodzenia a frez też bez szału i z tego co wydedukowałem to nastąpiło coś w rodzaju naklejenia się wióra na powierzchnię. Przy frezowaniu na samym początku kieszeni okrągłej jej dno wyszło idealne. Nie czuć żadnych schodków ani nie widać nic.
Wrzucę zdjęcia jak trochę się z tym obrobię. Teraz nawet nie bardzo mam jak bo mój telefon wyzionął ducha a zastępczy robi gorsze zdjęcia niż kartofel ;p Ale mogę już od razu napisać że powierzchnia przy planowaniu nie wyszła gładka. Nie było żadnego chłodzenia a frez też bez szału i z tego co wydedukowałem to nastąpiło coś w rodzaju naklejenia się wióra na powierzchnię. Przy frezowaniu na samym początku kieszeni okrągłej jej dno wyszło idealne. Nie czuć żadnych schodków ani nie widać nic.
Ale mam dobrej jakości zdjęcia z frezowania stalowej blachy. To była pierwsza próba gdzie za napęd osi służyła wkrętarka. Frezowane głowicą fi80 z dość lipnymi płytkami. Celowo było to frezowane z przesunięciem aby sprawdzić czy będzie schodek. Nie wyczułem żadnego. Ponadto widać że rysy zachodzą na siebie więc jestem dość zadowolony z geometrii maszyny szczególnie przy takiej średnicy narzędzia.
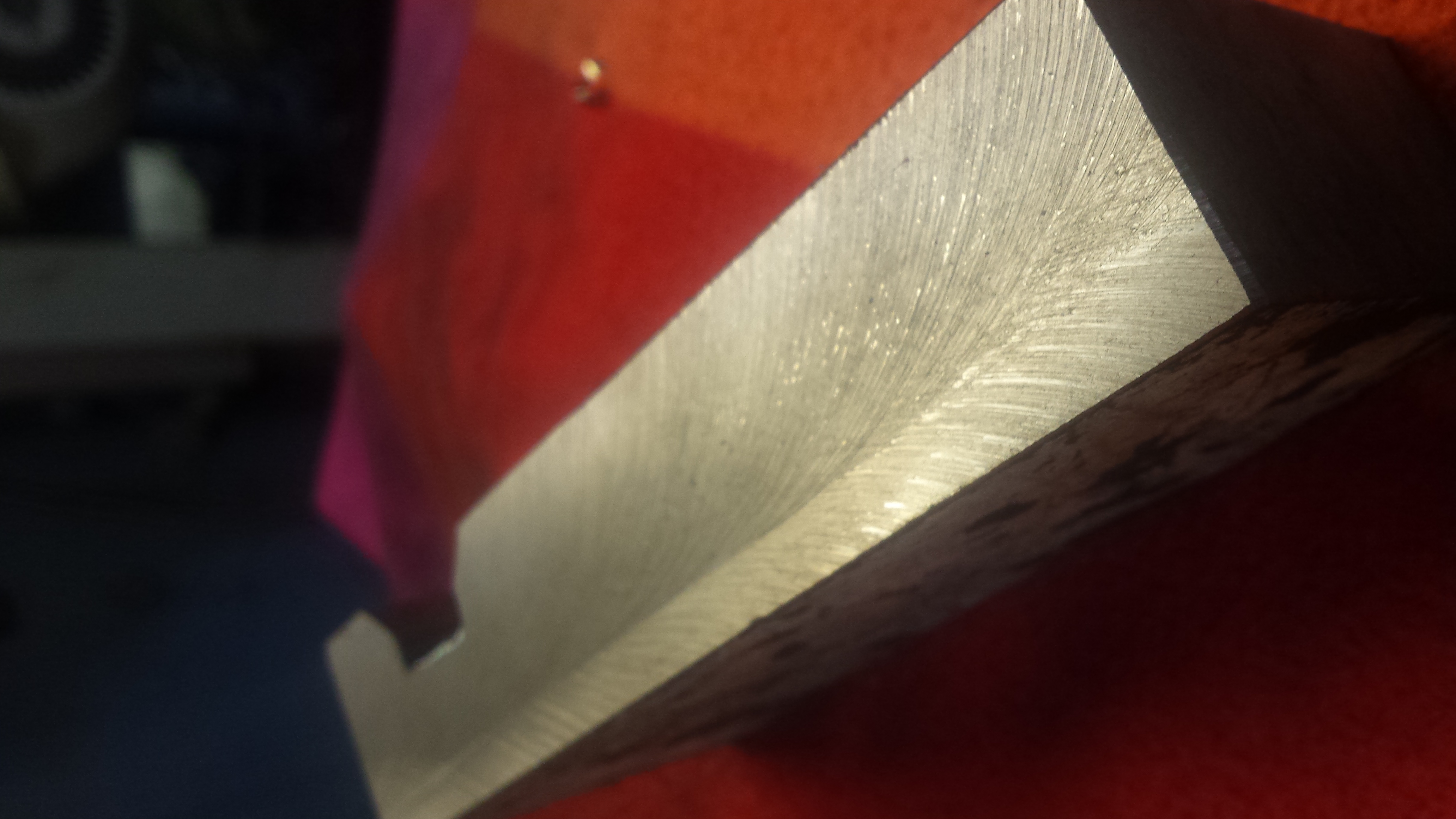
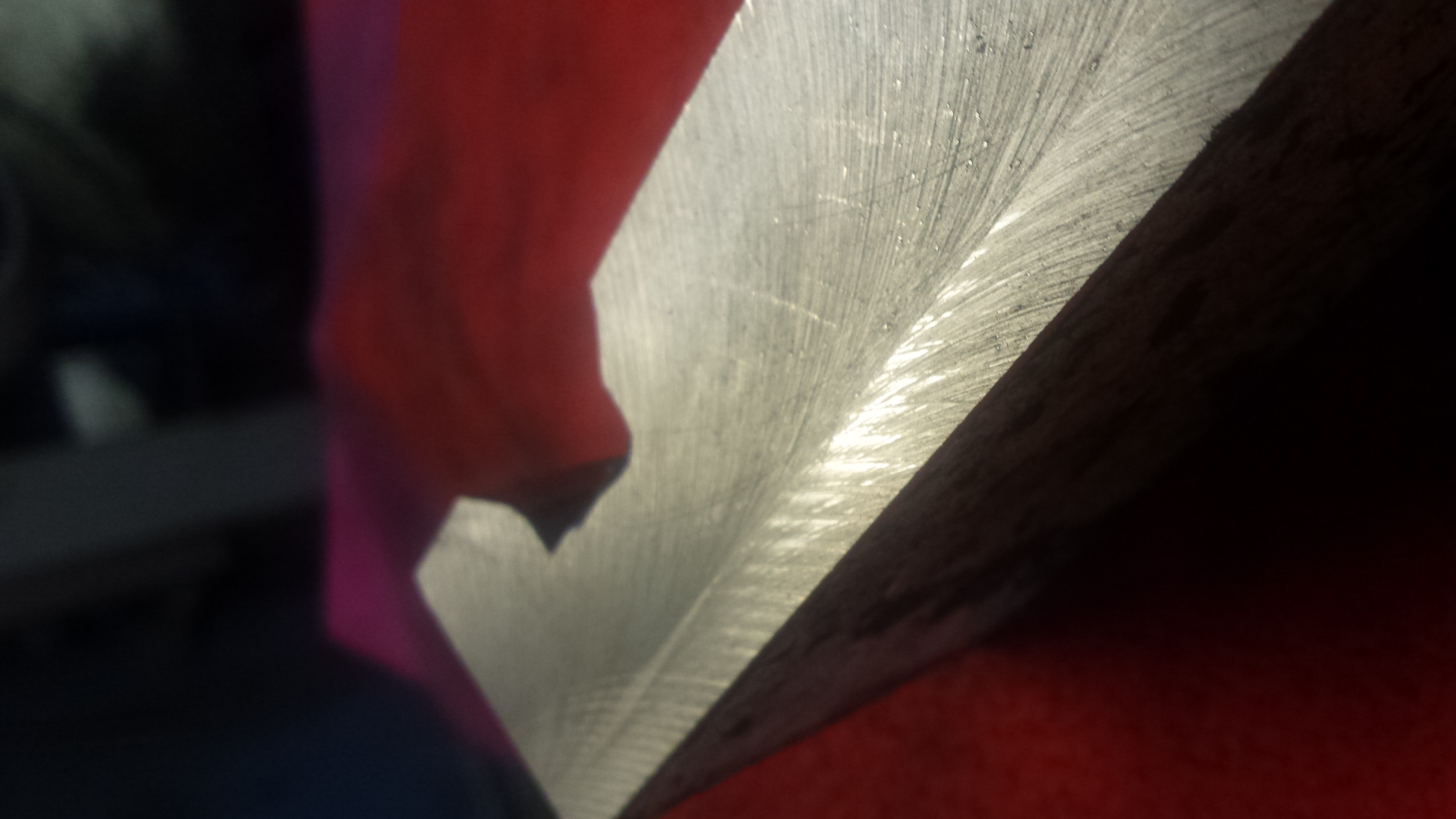
Ale mam dobrej jakości zdjęcia z frezowania stalowej blachy. To była pierwsza próba gdzie za napęd osi służyła wkrętarka. Frezowane głowicą fi80 z dość lipnymi płytkami. Celowo było to frezowane z przesunięciem aby sprawdzić czy będzie schodek. Nie wyczułem żadnego. Ponadto widać że rysy zachodzą na siebie więc jestem dość zadowolony z geometrii maszyny szczególnie przy takiej średnicy narzędzia.
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Frezarka 750x500x500 do stali
Ja u siebie zrobiłem akwarium. O m.w. takie i pryskam chłodziwem z mgły. Czekam na więcej zdjątek i trzymam kciuki.

-
sssTOMEKsss
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 272
- Rejestracja: 25 mar 2014, 17:12
- Lokalizacja: Warszawa
Re: Frezarka 750x500x500 do stali
panie to z przodu to zwykła szyba? czy plexa?syntetyczny pisze: ↑04 sty 2019, 22:56Ja u siebie zrobiłem akwarium. O m.w. takie i pryskam chłodziwem z mgły. Czekam na więcej zdjątek i trzymam kciuki.
jak ci strzeli frez i łupnie w tą szybkę to Ci może jeszcze szkód narobić jak kawałki szkła w Ciebie strzelą...
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Frezarka 750x500x500 do stali
Mocowanie jest kupione gotowe na allegro, pod średnicę kołnierza łożyskującego. Akwarium z poliwęglanu.
-
Potfur
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 1
- Posty: 35
- Rejestracja: 24 gru 2018, 10:33
Re: Frezarka 750x500x500 do stali
A co to za wrzeciono na zdjęciu i gdzie kupione? Znalazłem jedno na allegro 2,2 kw niemal identyczne ale mocowanie narzędzia na er32 a chciałbym na mk4 albo iso/bt.
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
Re: Frezarka 750x500x500 do stali
Ten człowiek z allegro robi wrzeciona na zamówienie. Polecam






