



tolerowane otwory na frezarce
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
tolerowane otwory na frezarce
Jak koledzy radzą sobie z wykonywaniem tolerowanych otworów na frezarce CNC  Da się z freza czy jednak poprawiać wytaczadłem
Da się z freza czy jednak poprawiać wytaczadłem


")
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: tolerowane otwory na frezarce
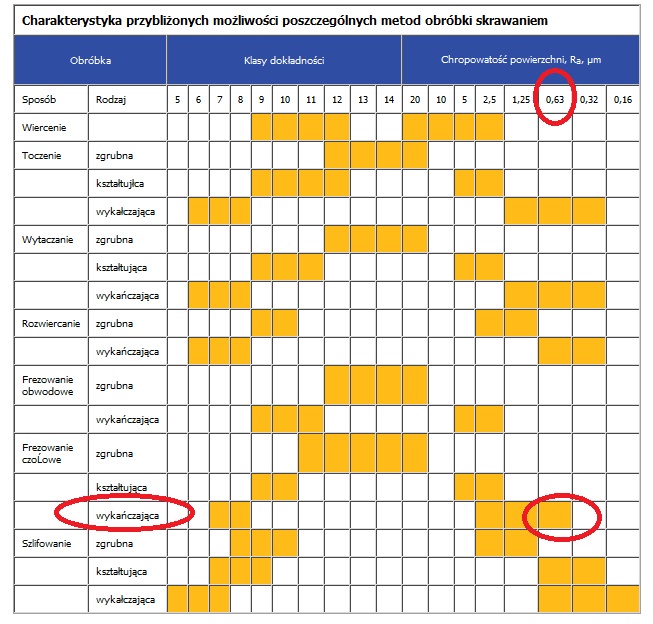
Dziękujemy za tabelkę, tak to wygląda w podręcznikach. Pomijam, że tabelka nie odpowiada na pytanie.
Oczywiście, że się da z freza, ale mimo wszystko każdy stara się użyć wytaczadła. Po pierwsze dlatego, że podczas frezowania masz odpychanie freza, a boczna powierzchnia frezowanego elementu odpowiada ostrzu freza. Niewielkie różnice w naostrzeniu (czasem frez był wcześniej używany i na fragmencie jest podtępiony) przekładają się na różnicę w powierzchni, czyli gdzieś będzie "brzuch", gdzieś może wciąć. Do tego luzy nawrotne, teoretycznie kompensowane przez sterowanie, w praktyce kompensacja nie działa aż tak wspaniale i wyfrezowany otwór jest mniej, lub bardziej owalny, czy kwadratowaty. Średnicówka, w zależności jak ją włożysz, pokazuje niewielkie, ale jednak różnice.
Co się wiąże z tym, że jeśli nawet te różnice leżą w polu tolerancji, to czasem mogą przeszkadzać. Ot łożysko w jakiejś płaszczyźnie będzie dociskane mocniej, niż w innej. Tulejka będzie trzymana nierówno itp. Poza tym tolerancja otworu wiąże się często z tolerancją rozstawów i dlatego lepiej wyfrezowany otwór wykończyć wytaczakiem. Przynajmniej ja, jeśli to jest otwór istotny, tolerowany, zawsze staram się wykańczać nożem.
Tak, znam "fachowców", którzy robią otwory z konturu, tak opisanego (z czterech, czy nawet ośmiu promieni), że udaje im się osiągnąć całkowitą eliminację błędów, wynikających z luzów nawrotnych, czy sztywności maszyny, różnej czasem w różnych osiach. Można, tylko czy trzeba? Czasem tak.
Oczywiście, że się da z freza, ale mimo wszystko każdy stara się użyć wytaczadła. Po pierwsze dlatego, że podczas frezowania masz odpychanie freza, a boczna powierzchnia frezowanego elementu odpowiada ostrzu freza. Niewielkie różnice w naostrzeniu (czasem frez był wcześniej używany i na fragmencie jest podtępiony) przekładają się na różnicę w powierzchni, czyli gdzieś będzie "brzuch", gdzieś może wciąć. Do tego luzy nawrotne, teoretycznie kompensowane przez sterowanie, w praktyce kompensacja nie działa aż tak wspaniale i wyfrezowany otwór jest mniej, lub bardziej owalny, czy kwadratowaty. Średnicówka, w zależności jak ją włożysz, pokazuje niewielkie, ale jednak różnice.
Co się wiąże z tym, że jeśli nawet te różnice leżą w polu tolerancji, to czasem mogą przeszkadzać. Ot łożysko w jakiejś płaszczyźnie będzie dociskane mocniej, niż w innej. Tulejka będzie trzymana nierówno itp. Poza tym tolerancja otworu wiąże się często z tolerancją rozstawów i dlatego lepiej wyfrezowany otwór wykończyć wytaczakiem. Przynajmniej ja, jeśli to jest otwór istotny, tolerowany, zawsze staram się wykańczać nożem.
Tak, znam "fachowców", którzy robią otwory z konturu, tak opisanego (z czterech, czy nawet ośmiu promieni), że udaje im się osiągnąć całkowitą eliminację błędów, wynikających z luzów nawrotnych, czy sztywności maszyny, różnej czasem w różnych osiach. Można, tylko czy trzeba? Czasem tak.
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 4728
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: tolerowane otwory na frezarce
Jak feezarka ma luzy, to już nie ma co kombinować, ale jak jest w porządnej kondycji, I dobry frez, to nie ma najmniejszego problemu, żeby zrobić H7.
Można?
Morzna!!!
Morzna!!!
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: tolerowane otwory na frezarce
Ma się na stanie , te przedłużane.
Część chwytową (jak trzeba) z lekka się przetacza , aby zejść niżej i gitara ...... , otwór jaki opisałeś idzie zrobić.
http://www.imc-companies.com/taegutec/t ... 3&GFSTYP=M
P.s.
Frezy też używam , ale przy takich robotach zwykle zakładam nowe.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
vipdominik
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 7
- Rejestracja: 27 mar 2013, 19:11
- Lokalizacja: Wojnicz
Re: tolerowane otwory na frezarce
Rozwiertak i w przypadku 18h7 zrob otwor 17,2-17,5 pozniej rozwiertak maszynowy i zrobione
-
yoshimitsu
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 4
- Rejestracja: 08 lis 2016, 13:55
- Lokalizacja: Olkusz
Re: tolerowane otwory na frezarce
Pod rozwiertak otwór jakieś 0,3 mniejszy. frezem też można spokojnie zrobić jeśli maszyna i narzędzie nie jest wybite. Jeszcze zależy od systemu, być może będziesz musiał zastosować komendę na płynne przejścia żeby maszyna się nie zatrzymywała jeśli będziesz frezował interpolacją kołową śrubową.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: tolerowane otwory na frezarce
Niby prosty temat , ale szczęka opada .
P.s.
Panowie , jak sobie poradzić z otworem nieprzelotowym ⌀ 8H6
Frezowanie w kompensacji daje słabe wyniki , rozwiertaki kupione ( jeden z nich rozbija , drugi zaś robi za ciasno) , a tolerancja otworu powala.
Otwory robione na obrabiarce Haas.
Mariusz.
P.s.
Panowie , jak sobie poradzić z otworem nieprzelotowym ⌀ 8H6
Frezowanie w kompensacji daje słabe wyniki , rozwiertaki kupione ( jeden z nich rozbija , drugi zaś robi za ciasno) , a tolerancja otworu powala.
Otwory robione na obrabiarce Haas.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
mati12
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 9
- Rejestracja: 14 lip 2022, 11:40
Re: tolerowane otwory na frezarce
Wiem ,że guhring kiedyś miał w ofercie rozwiertaki o średnicach co 1 setną mógłbyś coś takiego spróbować , ale to też kwestia prób i błędów,jak nie to chyba wytaczadło , sam mam z dandrei i taką średnicę obsłuży






