



")
Działa dobrze.
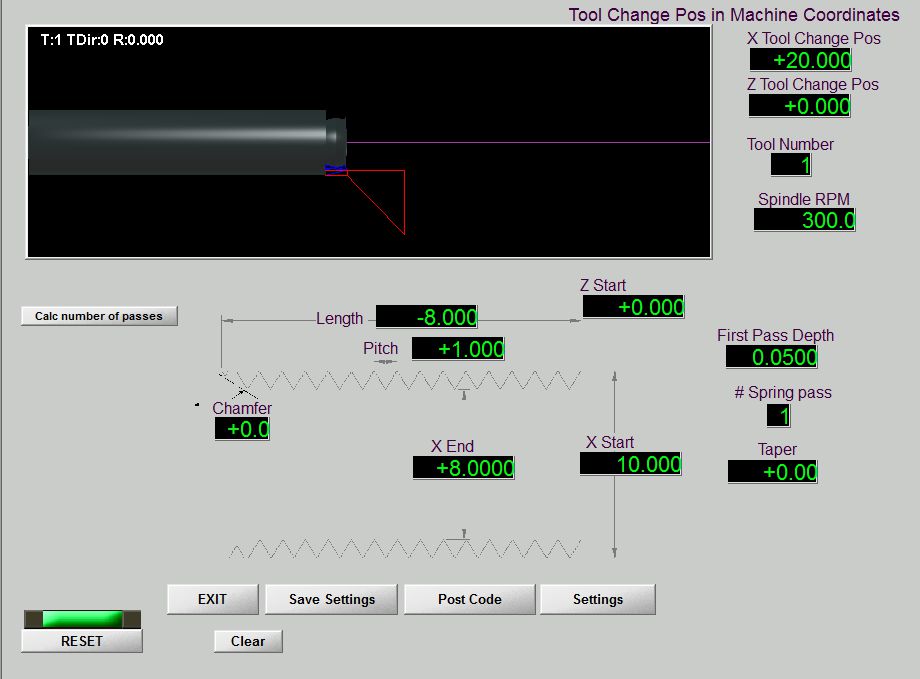
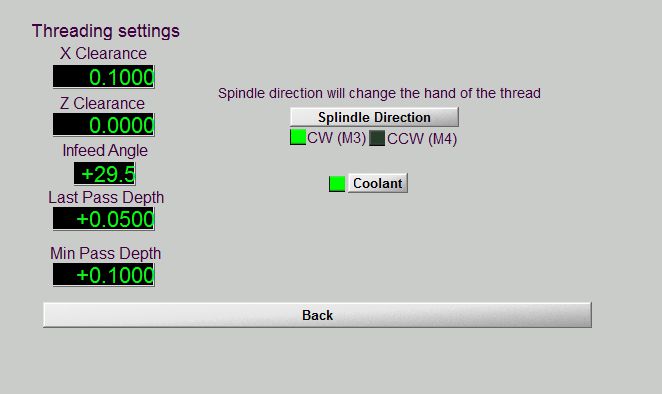
Mam natomiast problem z kreatorem "simple threading (lathe)" w machu.
Próbowałem wpisywać parametry na 100 sposobów i coś jest nie tak.
Załączam przykładowe screeny:
Albo nóż lata kilkanaście/kilkadziesiąt razy poza wałkiem a potem pod koniec wjeżdża rampą w materiał, że aż wrzeciono staje, albo wychodzą takie głupoty:
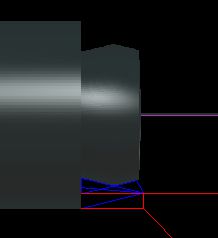
Czy ktoś mógłby coś doradzić, bo trochę szkoda weekendu na kombinowanie po omacku.
Dzięki



")






