



Witam
Zamontowałem encoder do tokarki który podobno jest niezbędny do gwintowania. Niestety mam problem z konfiguracją pod mach3.
W ustawieniach mach3 indexowanie ustawiłem na pin 15. Po ustawieniu prędkości 100RPM w oknie TRUE RPM mam okolo 5000RPM. Mogą koledzy doradzić co mogę z tym fantem zrobić?czy w mach 3 mogę zeskalować impulsy z wejścia 15?
Pozdrawiam
Ustawienie encodera tokarki w mach3


-
lolos
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 9
- Posty: 131
- Rejestracja: 14 gru 2008, 18:18
- Lokalizacja: Tarnobrzeg
o niedobrze...
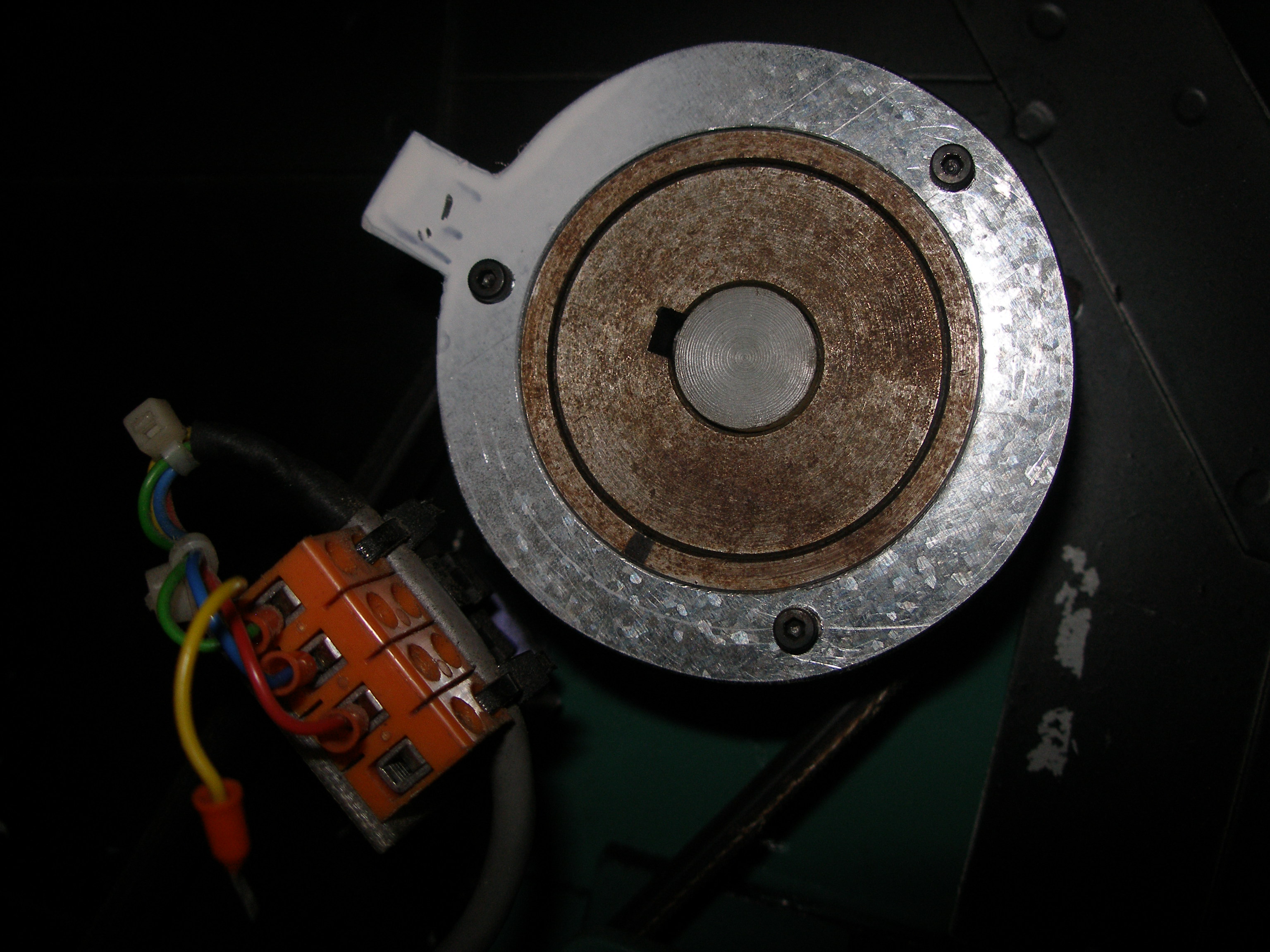
zdjęcie tarczy poniżej.

może mi kolega wyjaśnić do czego służą wyjącia na zaciskachod encodera:
+5v -zasilanie
gnd -masa
speed
synch
Na encoderze są 2 diody jedna działa na dużo dziurek a druga na 8 tylko, z tym że jedna dziarka jest większa niż pozostałe
Może mi kolega/koledzy wyjaśnić jak to działa?
Czy jest jakiś inny program który dogada się z tym encoderem?
zdjęcie tarczy poniżej.
może mi kolega wyjaśnić do czego służą wyjącia na zaciskachod encodera:
+5v -zasilanie
gnd -masa
speed
synch
Na encoderze są 2 diody jedna działa na dużo dziurek a druga na 8 tylko, z tym że jedna dziarka jest większa niż pozostałe
Może mi kolega/koledzy wyjaśnić jak to działa?
Czy jest jakiś inny program który dogada się z tym encoderem?
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Wiadomość zła jest taka, że z tym enkoderem żadne oprogramowanie współpracować nie będzie.
Wiadomość dobra jest taka, że od biedy wystarczy samą tarczę przerobić.
Jak już masz tokarkę, to ze zrobieniem tarczy z jedną dziurką nie powinieneś mieć problemu.
Dla Macha jeden otwór wystarczy.
Jakbyś kiedyś zapragnął prawdziwego enkodera, to niestety i tarczę i czujniki trzeba by przerobić, ale i tak łatwiej niż gdzie indziej, bo tu przynajmniej masz do czego przykręcić.
.
Wiadomość dobra jest taka, że od biedy wystarczy samą tarczę przerobić.
Jak już masz tokarkę, to ze zrobieniem tarczy z jedną dziurką nie powinieneś mieć problemu.
Dla Macha jeden otwór wystarczy.
Jakbyś kiedyś zapragnął prawdziwego enkodera, to niestety i tarczę i czujniki trzeba by przerobić, ale i tak łatwiej niż gdzie indziej, bo tu przynajmniej masz do czego przykręcić.
.
-
lolos
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 131
- Rejestracja: 14 gru 2008, 18:18
- Lokalizacja: Tarnobrzeg
Nie rozumiem jak ten encoder działał uprzednio....
przerobie też tarczę nie powinno być z tym problemu. Nie wiem tylko czy 1 dziurka bedzie wystarczająca do gwintowania???
A na necie widziałem że tarcza była zrobiona na odwrót czyli przerwa na około i mały aktywator koleś pisał że działa lepiej...
dzięki
przerobie też tarczę nie powinno być z tym problemu. Nie wiem tylko czy 1 dziurka bedzie wystarczająca do gwintowania???
A na necie widziałem że tarcza była zrobiona na odwrót czyli przerwa na około i mały aktywator koleś pisał że działa lepiej...
dzięki
-
tomcat65
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 8
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Pozwolę sobie podpiąć się pod temat, bo też przymierzam się do enkodera pod Mach'a. Z tego co już się dowiedziałem, to Mach liczy jeden impuls na obrót, co też wydaje mi się mało precyzyjne. A jeśli to okaże się prawdą, to utwierdzi mnie tylko w przekonaniu o amerykańskich wyrobach  .
.
Wobec tego zrobienie tarczy z jedną dziurką to mniejszy problem. Planuję użyć najprostszego rozwiązania: dioda i fotodioda(IR). Zasilanie diody to wiadomo. Tylko jak do płyty (MB2) podłączyć tę fotodiodę? Złącza to HMA+/-, czy bezpośrednio pod to złącze nóżki diody czy inaczej ?
Wobec tego zrobienie tarczy z jedną dziurką to mniejszy problem. Planuję użyć najprostszego rozwiązania: dioda i fotodioda(IR). Zasilanie diody to wiadomo. Tylko jak do płyty (MB2) podłączyć tę fotodiodę? Złącza to HMA+/-, czy bezpośrednio pod to złącze nóżki diody czy inaczej ?
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 9813
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Co do enkodera z jednym impulsem na obrót, to na dużych maszynach działać to będzie bez zarzutu.
Natomiast miniaturowa tokarka o małej masie wirującej może pod zmiennym obciążeniem sporo stracić na prędkości wrzeciona, nawet na jednym obrocie.
W skrajnym przypadku gwint wyjdzie ze zmiennym skokiem, czemu przeciwdziałać można zwiększając liczbę przebiegów i zminiejszając wiór.
W LinuxCNC można założyć prawdziwy enkoder i mierzyć prędkość i kierunek wrzeciona wielokrotnie w czasie obrotu, ale to oczywiście wykracza poza temat wątku.
Pokazany na fotografii enkoder działał z dedykowanym sterownikiem i z innym nie pójdzie.
Nie wiem co może być w tym dziwnego.
Sygnał z wyjścia transoptora trzeba odpowiednio obrobić przed podaniem do komputera.
Układ można zrobić na kilka sposobów, najprościej dać układ 7414 (sześć inwerterów Schmidta) albo jakiś komparator w układzie z histerezą, jak na przykład opisywany na forum https://www.cnc.info.pl/topics12/opto-k ... t31761.htm .
Koszt z płytką rzędu kilku złotych.
.
Natomiast miniaturowa tokarka o małej masie wirującej może pod zmiennym obciążeniem sporo stracić na prędkości wrzeciona, nawet na jednym obrocie.
W skrajnym przypadku gwint wyjdzie ze zmiennym skokiem, czemu przeciwdziałać można zwiększając liczbę przebiegów i zminiejszając wiór.
W LinuxCNC można założyć prawdziwy enkoder i mierzyć prędkość i kierunek wrzeciona wielokrotnie w czasie obrotu, ale to oczywiście wykracza poza temat wątku.
Pokazany na fotografii enkoder działał z dedykowanym sterownikiem i z innym nie pójdzie.
Nie wiem co może być w tym dziwnego.
Sygnał z wyjścia transoptora trzeba odpowiednio obrobić przed podaniem do komputera.
Układ można zrobić na kilka sposobów, najprościej dać układ 7414 (sześć inwerterów Schmidta) albo jakiś komparator w układzie z histerezą, jak na przykład opisywany na forum https://www.cnc.info.pl/topics12/opto-k ... t31761.htm .
Koszt z płytką rzędu kilku złotych.
.
-
lolos
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 9
- Posty: 131
- Rejestracja: 14 gru 2008, 18:18
- Lokalizacja: Tarnobrzeg
Zamieniłem tarczę. Zrobiłem jedną z jednym zębam i jedną z dziurką (tak na próbę)i powiem szczerze nie działa to za dobrze. Jest ok do okolo 920 RPM powyżej tego wszytsko cofa się do 500RPM mimo że wrzeciono ma 1000RPM. Tak jest przy tarczy z jednym zębem, przy tarczy z dziurką jeszcze gorzej. Pod spodem link to filmiku z pracy maszynki z tarczą z zębem...
Czy może to być spowodowane zbyt małym zębem?może powiększyć?
[ Dodano: 2012-04-25, 23:12 ]

Czy może to być spowodowane zbyt małym zębem?może powiększyć?
[ Dodano: 2012-04-25, 23:12 ]
-
GSM
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 183
- Rejestracja: 01 kwie 2007, 21:05
- Lokalizacja: Warszawa
Może... słaby transoptor, zakłócenia, słaba jakość sygnału, słabe formowanie sygnału, powodów może być kilka.lolos pisze:Czy może to być spowodowane zbyt małym zębem?może powiększyć?
Spróbuj zrobić tarczę która by przez pół obwodu przesłaniała szczelinę transoptora, a przez drugie pół nie.
Pozdrawiam,
GSM
-
tomcat65
- ELITA FORUM (min. 1000)
- Posty w temacie: 8
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
"For reliable running Mach3 needs a pulse of at least 200 microseconds from the slots. You
can calculate your slot angle or width as follows:
Suppose the maximum speed of your spindle is N (rpm).
The slot angle required alpha (degrees) is given by
alpha = 0.0012 x N
If the diameter of the disc is D (inches or mm) then the slot width W (in same units) will be
approximately
W = 0.0088 x alpha x D
So for example if maximum spindle speed is 3000 RPM and disc diameter is 110 mm then:
Alpha = 0.0012 x 3000 = 3.6o
Slot width = 0.0088 x 3.6 x 110 = 3.48 mm
Big slot needs to be 50% wider = 3.48 x 1.5 = 5.22 mm"
Tekst z oryginalnego PDF-a od Mach'a 3.
Wszystko odnosi się do prostego układu dioda-fotodioda(fototranzystor).
Dla programu najważniejszy jest minimalny czas impulsu - 200 microsekund. Podane wzory pozwalają obliczyć minimalną przerwę(otwór) w tarczy w zależności od max. prędkości wrzeciona i średnicy tarczy enkodera. I nieprawdą jest, że tylko jeden impuls na obrót. Owszem, może być przy dużej masie, z więc bezwładności wrzeciona. Otworów(przerw) może być tyle, ile zmieści się na tarczy. Ważne jest, aby jeden otwór był o 50% większy - to jest dla programu indeks położenia. Ilość otworów w tarczy program sam sobie policzy.
To tyle z pobieżnego tłumaczenia oryginału.
[ Dodano: 2012-04-26, 03:04 ]
Zastanawia mnie tylko, dlaczego dystrybutor programu na Polskę, nie przetłumaczył takich dość istotnych rzeczy ?.
can calculate your slot angle or width as follows:
Suppose the maximum speed of your spindle is N (rpm).
The slot angle required alpha (degrees) is given by
alpha = 0.0012 x N
If the diameter of the disc is D (inches or mm) then the slot width W (in same units) will be
approximately
W = 0.0088 x alpha x D
So for example if maximum spindle speed is 3000 RPM and disc diameter is 110 mm then:
Alpha = 0.0012 x 3000 = 3.6o
Slot width = 0.0088 x 3.6 x 110 = 3.48 mm
Big slot needs to be 50% wider = 3.48 x 1.5 = 5.22 mm"
Tekst z oryginalnego PDF-a od Mach'a 3.
Wszystko odnosi się do prostego układu dioda-fotodioda(fototranzystor).
Dla programu najważniejszy jest minimalny czas impulsu - 200 microsekund. Podane wzory pozwalają obliczyć minimalną przerwę(otwór) w tarczy w zależności od max. prędkości wrzeciona i średnicy tarczy enkodera. I nieprawdą jest, że tylko jeden impuls na obrót. Owszem, może być przy dużej masie, z więc bezwładności wrzeciona. Otworów(przerw) może być tyle, ile zmieści się na tarczy. Ważne jest, aby jeden otwór był o 50% większy - to jest dla programu indeks położenia. Ilość otworów w tarczy program sam sobie policzy.
To tyle z pobieżnego tłumaczenia oryginału.
[ Dodano: 2012-04-26, 03:04 ]
Zastanawia mnie tylko, dlaczego dystrybutor programu na Polskę, nie przetłumaczył takich dość istotnych rzeczy ?.






