



Frezowanie na tokarce - typy przystawek

")


-
strikexp
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 16
- Posty: 4862
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
A to wiem. I nawet dorobiłem już taki kątownik, nie starczyło mi tylko wczoraj czas na wspawanie podpórek.
Jednak mam malutką tokarkę i imadło krzyżowe jest za duże żeby je tam wstawić.
W linku który podałeś jest strona oferująca wszelkie akcesoria do tokarki 350mm. Piękna sprawa, nawet do samego pooglądania:
http://www.arceurotrade.co.uk/Catalogue ... ini-Lathes
Ewentualnie zdejmę imak i oś poprzeczną. I za jej pomocą wykonam kopię tego elementu. Tyle że z większą ilością otworów mocujących.
Jednak mam malutką tokarkę i imadło krzyżowe jest za duże żeby je tam wstawić.
W linku który podałeś jest strona oferująca wszelkie akcesoria do tokarki 350mm. Piękna sprawa, nawet do samego pooglądania:
http://www.arceurotrade.co.uk/Catalogue ... ini-Lathes
Ewentualnie zdejmę imak i oś poprzeczną. I za jej pomocą wykonam kopię tego elementu. Tyle że z większą ilością otworów mocujących.
-
hapsf
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 30
- Rejestracja: 16 cze 2014, 18:11
- Lokalizacja: Busko-Zdrój
Koledzy,
Chcę poszerzyć możliwości mojej tokarki o frezowanie. Przystawki prawdopodobnie zbuduję dwie albo i 3, w zależności od rodzaju prac. Mam dużo frezów na Morse 4. Jak je zamocować w uchwycie? Czy taka walcowa po wierzchu redukcja frezerska "Redukcja 1228 RMK.D40.MK4" to dobry (najlepszy) pomysł? Do nabycia choćby tu:
https://www.akcesoria.cnc.info.pl/847-n ... klep/40268
Chcę poszerzyć możliwości mojej tokarki o frezowanie. Przystawki prawdopodobnie zbuduję dwie albo i 3, w zależności od rodzaju prac. Mam dużo frezów na Morse 4. Jak je zamocować w uchwycie? Czy taka walcowa po wierzchu redukcja frezerska "Redukcja 1228 RMK.D40.MK4" to dobry (najlepszy) pomysł? Do nabycia choćby tu:
https://www.akcesoria.cnc.info.pl/847-n ... klep/40268
Ostatnio zmieniony 28 cze 2017, 23:41 przez hapsf, łącznie zmieniany 1 raz.
-
strikexp
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 16
- Posty: 4862
- Rejestracja: 31 mar 2017, 19:47
- Lokalizacja: Warszawa
Na uchwycie walcowym to może Ci cofać frez, zalecam mocowanie stożkowe.
Co do przystawek, to jeśli nie zależy Ci na gatunku stali. To najłatwiej kupić duży kątownik z S235 i potem go pospawać trójkątnymi wstawkami, ja tak zrobiłem. Co prawda stanąłem ze względu na problemy z cięciem. Ale podążam tą drogą.
U mnie nie zmieściło się imadło krzyżowe (mini lathe), więc zamierzam przymocować sanki wzdłużne. Albo i bezpośrednio przykręcić kawał stali, z którego zrobię własne sanki.
Najgorzej zacząć jak nie masz frezarki. Kolejne przystawki to już pestka
Co do przystawek, to jeśli nie zależy Ci na gatunku stali. To najłatwiej kupić duży kątownik z S235 i potem go pospawać trójkątnymi wstawkami, ja tak zrobiłem. Co prawda stanąłem ze względu na problemy z cięciem. Ale podążam tą drogą.
U mnie nie zmieściło się imadło krzyżowe (mini lathe), więc zamierzam przymocować sanki wzdłużne. Albo i bezpośrednio przykręcić kawał stali, z którego zrobię własne sanki.
Najgorzej zacząć jak nie masz frezarki. Kolejne przystawki to już pestka
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
To ma być przystawka a nie jakaś ciężka frezarka, więc raczej żadne wpychanie nie powinno następować. Spokojnie uchwyt tokarski to utrzyma, może być tylko delikatne bicie bo jak wiadomo uchwyt nigdy idealnie nie centruje detalu. Co do COFANIA frezu to też piszesz glupoty bo frez zazwyczaj jest wyciągany z oprawki i wynika to z tego jak ma nacięte boczne ostrza. A są one po linii śrubowej (wazny kierunek jej) więc logiczne że jest WYCIĄGANY w trakcie pracy bokami a nie wpychany. Wpychany może być zazwyczaj tylko wtedy jak masz przytępione czolo freza i tylko tą częscią pracujesz. Szczególnie widać to na frezach HSS które dośc potrzebują dość duzo sily a niskie obroty a jak si.ę domyślam to takimi frezami chce pracować hapsf,strikexp pisze:Na uchwycie walcowym to może Ci cofać frez, zalecam mocowanie stożkowe.
-
rdarek
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
O zaczynam się baćstrikexp pisze: zalecam.
Tak frez będzie nieco tańczył - zależy od stanu uchwytu przerabiałem to najlepsze efekty miałem w uchwycie z niezależnymi szczękami.IMPULS3 pisze: Spokojnie uchwyt tokarski to utrzyma, może być tylko delikatne bicie bo jak wiadomo uchwyt nigdy idealnie nie centruje detalu. Co do COFANIA frezu to też piszesz glupoty bo frez zazwyczaj jest wyciągany z oprawki i wynika to z tego jak ma nacięte boczne ostrza.
No właśnie strikexp czy w końcu producenci frezarek są w błędzie stosując frezy z chwytem walcowym? A zastosuj jakikolwiek stożek i go nie zaciągnij/zabezpiecz
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Zapewne chodzi Ci o luz szczęk. Ja robię tak ze co jakiś czas jak zaczyna się pojawiać nierówne trzymanie szczęk to je delikatnie przerównuję i jest dobrze, Nawet jak się toczy tylko w uchwycie jakieś krótkie waleczki to dragania podczas obróbki potrafią wysuwać ze szczęk material. A jak się co raz przetoczy szczęki to jest git.rdarek pisze:Tak frez będzie nieco tańczył - zależy od stanu uchwytu
-
rdarek
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2124
- Rejestracja: 04 sty 2013, 23:30
- Lokalizacja: 3miasto
Luz wyrobienie jak zwał tak zwał.IMPULS3 pisze:Zapewne chodzi Ci o luz szczęk. Ja robię tak ze co jakiś czas jak zaczyna się pojawiać nierówne trzymanie szczęk to je delikatnie przerównuję i jest dobrze,....
Często wystarczy zwolnić uchwyt po czym ponownie zacisnąć i już inaczej łapie. Tę przypadłość mają szczególnie chińskie uchwyty fabrycznie montowane do małych maszyn. Było to omawiane tu na forum ale nie mogę odnaleźć tematu.
Mój uchwyt "oryginalny" chińczyk nawet po przeszlifowaniu nie potrafił dwa razy tak samo zacisnąć szczęk. Więc poszedł w odstawkę, zmienił go Bison
Ponadto preferuję szlifowanie szczęk niż ich przetaczanie - przygotowałem do tego przyrząd w wersji dla uchwytu 3 szczękowego jak i 4 szczękowego co prawda 3 szczękowy muszę nieco skorygować
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Kupujesz tańszą przedłużkę Mk3/Mk4, najlepiej z szlifowaną pow. walcową),hapsf pisze:Chcę poszerzyć możliwości mojej tokarki o frezowanie. Mam dużo frezów na Morse 4. Jak je zamocować w uchwucie?
http://allegro.pl/tuleja-redukcyjna-fi- ... 53217.html
albo http://allegro.pl/tuleja-redukcyjna-dlu ... 54602.html
odcinasz część chwytową (płetwy) zostawiając walcową tuleję z gniazdem Mk4 po to by móc od tyłu dokręcić śrubą chwyt frezu by się w czasie frezowania nie luzował (jak szpilką we wrzecionie frezarki)
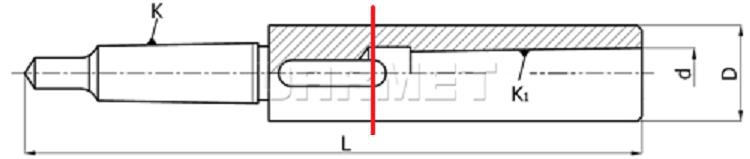
taka tuleja zamocowana w uchwycie tokarskim nie ma prawa się przesunąć w czasie frezowania (oczywiście musi zmieścić się w prześwit uchwytu)
Ostatnio zmieniony 29 cze 2017, 09:14 przez RomanJ4, łącznie zmieniany 1 raz.
pozdrawiam,
Roman
Roman






