



Urzadzenie do tulejek zaciskowych.


")
-
kolec7
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 9
- Posty: 998
- Rejestracja: 01 mar 2009, 22:40
- Lokalizacja: Poznań
- Kontakt:
Ale przecież ja nikogo nie zamierzam nawracać na jedyną prawidłową wiarę,
ani wmawiać faktu, że śnieg jest biały. Może i żyję w dziwnym miejscu, ale w moim otoczeniu,
dużo powszechniejsze w użyciu są tulejki typu "ER" (na przykład rozmiar "32") niż tulejki R8.
Do tego, jeśli się już trafiają na alledrogo, to używane i w cenach, w których za równowartość jednej używanej R8, można kupić kilka nowych ER-32. Tulejki się zużywają. Więc nawet fakt posiadania zestawu, nie oznacza wchodzenia w ślepą uliczkę. Nowe Fatpol tez robi - cena zabija!
Więc skoro i tak trzeba coś dorobić, to robić tak żeby było maksymalnie popularne, zamienne, wymienne..... Poza tym (też już wcześniej w drugim poście w tym temacie, o tym pisałem) w przypadku ER-32 nie ma konieczności ograniczania przelotu wrzeciona tokarki rurką, która dociąga tulejki do gniazda.
Jeśli takie fakty kogoś nie przekonują, to luz. Każdy robi jak lubi
ani wmawiać faktu, że śnieg jest biały. Może i żyję w dziwnym miejscu, ale w moim otoczeniu,
dużo powszechniejsze w użyciu są tulejki typu "ER" (na przykład rozmiar "32") niż tulejki R8.
Do tego, jeśli się już trafiają na alledrogo, to używane i w cenach, w których za równowartość jednej używanej R8, można kupić kilka nowych ER-32. Tulejki się zużywają. Więc nawet fakt posiadania zestawu, nie oznacza wchodzenia w ślepą uliczkę. Nowe Fatpol tez robi - cena zabija!
Więc skoro i tak trzeba coś dorobić, to robić tak żeby było maksymalnie popularne, zamienne, wymienne..... Poza tym (też już wcześniej w drugim poście w tym temacie, o tym pisałem) w przypadku ER-32 nie ma konieczności ograniczania przelotu wrzeciona tokarki rurką, która dociąga tulejki do gniazda.
Jeśli takie fakty kogoś nie przekonują, to luz. Każdy robi jak lubi
"W życiu piękne są tylko chwile...."
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 12305
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Bo R8 to standard amerykański/anglosaski (choć także z metrycznymi jednostkami/gwintem), tam najpopularniejszy, a ten jak wiadomo u nas popularny z przyczyn obiektywnych nie był..kolec7 pisze:ale w moim otoczeniu,
dużo powszechniejsze w użyciu są tulejki typu "ER" (na przykład rozmiar "32") niż tulejki R8.
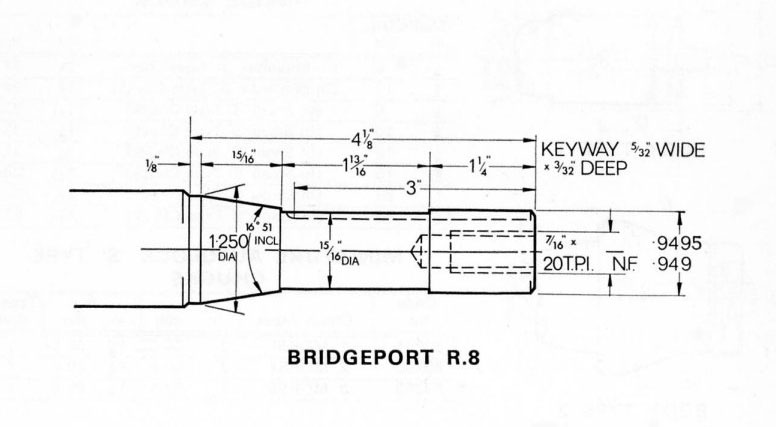
This taper was designed by Bridgeport Machines, Inc. for use in its milling machines. R8 tapers are not self-holding, so they require a drawbar extending up through the spindle to the top of the machine to prevent loosening when lateral forces are encountered. They are also keyed (see image) to prevent rotation. The drawbar thread is typically 7⁄16″–20 tpi (UNF). The angle of the cone is 16°51′ (16.85°) with an OD of 1.25″ and a length of 15⁄16″.[12] (source, Bridgeport Manufacturer) The resultant inner diameter is slightly over 31⁄32″.
Tools with an R8 taper are inserted directly into the machine's spindle. R8 collets are typically used to hold tooling with round shanks, although any shape can be held if the collet has the correct corresponding shape cut in it. The collets have a precision bore with axial compression slots for holding cutting tools and are threaded for the drawbar. The R8 system is commonly used with collets ranging in size from 1⁄8″ to 3⁄4″ in diameter or tool holders with the same or slightly larger diameters. The collets or tool holders are placed directly into the spindle and the drawbar is tightened into the top of the collet or tool holder from above the spindle. Other tools such as drill chucks, fly cutters, indexable insert cutters, etc. may have an R-8 taper shank built into or added to the tool.
The R8 taper is commonly encountered on Bridgeport and similar turret mills from the USA, or on (very common) copies of these mills from elsewhere. The popularity is due in large part to the success of Bridgeport and other mills that were closely modeled after it and produced throughout much of the 20th century.
W 5C też nie, a mogą R8 z powodzeniem zastąpić..kolec7 pisze:w przypadku ER-32 nie ma konieczności ograniczania przelotu wrzeciona tokarki rurką, która dociąga tulejki do gniazda.
http://www.shophardinge.com/assets/docs ... PtsLst.pdf
A poza ER32 jest jeszcze ER40, 50, 60..

pozdrawiam,
Roman
Roman
-
kolec7
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 9
- Posty: 998
- Rejestracja: 01 mar 2009, 22:40
- Lokalizacja: Poznań
- Kontakt:
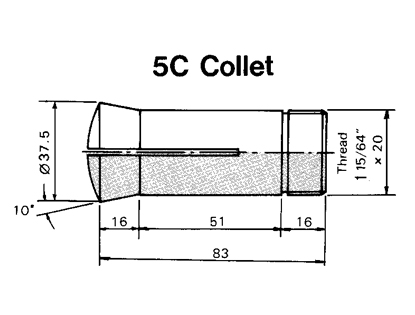
....oooo..... o zamienności 5C i R8, nawet nie wiedziałem.
Mechanizmy zaciskania pokazane przez Ciebie, tez fajne, ale trochę więcej z tym zachodu.
O istnieniu większych "ERek" wiem, ale maksymalna średnica mocowania dla rozmiaru "32",
to oficjalnie Ø20mm, a nieoficjalnie Ø22mm. Co odpowiada mniej więcej największemu przelotowi
tokarki, którą posiada autor tematu. W mojej TSB-20 też jest Ø20mm, dlatego też zdecydowałem się na ER32. Poza tym, powodem była też chęć zunifikowania wyposażenia, aby mieć "kompatybilność" z frezarką u mnie w warsztacie.
Mechanizmy zaciskania pokazane przez Ciebie, tez fajne, ale trochę więcej z tym zachodu.
O istnieniu większych "ERek" wiem, ale maksymalna średnica mocowania dla rozmiaru "32",
to oficjalnie Ø20mm, a nieoficjalnie Ø22mm. Co odpowiada mniej więcej największemu przelotowi
tokarki, którą posiada autor tematu. W mojej TSB-20 też jest Ø20mm, dlatego też zdecydowałem się na ER32. Poza tym, powodem była też chęć zunifikowania wyposażenia, aby mieć "kompatybilność" z frezarką u mnie w warsztacie.
"W życiu piękne są tylko chwile...."
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 12305
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Chyba źle mnie zrozumiałeś, albo ja nieprecyzyjnie się wyraziłem - R8 i 5C mają inne kąty i wymiary, bezpośrednio zastąpić jednych drugimi się nie da, choć maja podobną konstrukcję zaciskania - za gwint. (zamiast ER)kolec7 pisze:..oooo..... o zamienności 5C i R8, nawet nie wiedziałem.


pozdrawiam,
Roman
Roman
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2368
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Tak sobie czytam ten wątek i w końcu zdecydowałem się wtrącić parę groszy :
1. Mam urządzenie do tulejek zaciskowych w mojej MN80A (oby działała wiecznie) i jest to kapitalna sprawa przy szybkiej obróbce "seryjnej". Do tego suport dźwigniowy i jazda...
2. Na drugiej tokarce używam czasami oprawki ER na stożku MK wrzeciona. Tanie rozwiązanie, dużo tańsze niż uchwyt do ER zastępujący uchwyt tokarski, bardzo dobra dokładność. Oczywistą wadą jest brak przelotu lub przelot znacznie zmniejszony. Trochę też trwa odkręcenie nakrętki tulei, wymiana detalu i ponowne zakręcenie (zamiast jednego ruch dźwignią). Dodatkowym plusem jest uniwersalność takiej oprawki, u mnie pasuje do frezarki i wiertarki.
Wniosek: jeżeli potrzebna jest sporadyczna, dokładna obróbka bez konieczności skorzystania z przelotu wrzeciona, to najprostszym sposobem jest taka oprawka:
1. Mam urządzenie do tulejek zaciskowych w mojej MN80A (oby działała wiecznie) i jest to kapitalna sprawa przy szybkiej obróbce "seryjnej". Do tego suport dźwigniowy i jazda...
2. Na drugiej tokarce używam czasami oprawki ER na stożku MK wrzeciona. Tanie rozwiązanie, dużo tańsze niż uchwyt do ER zastępujący uchwyt tokarski, bardzo dobra dokładność. Oczywistą wadą jest brak przelotu lub przelot znacznie zmniejszony. Trochę też trwa odkręcenie nakrętki tulei, wymiana detalu i ponowne zakręcenie (zamiast jednego ruch dźwignią). Dodatkowym plusem jest uniwersalność takiej oprawki, u mnie pasuje do frezarki i wiertarki.
Wniosek: jeżeli potrzebna jest sporadyczna, dokładna obróbka bez konieczności skorzystania z przelotu wrzeciona, to najprostszym sposobem jest taka oprawka:
- Załączniki
-
- Oprawka_MK_ER.jpg (27.36 KiB) Przejrzano 1346 razy
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ






