koledzy pisali że oprawki dają radę, ale z czasem należy wymieniać płytki na markowe, nie wiem czy wytaczaki nie należałoby kupić pojedynczo lepszych, sztywniejszych, ale o to jeszcze dopytaj.
Ja też zacząłem toczyć nie dawno i zacząłem od zakupu noży na sztuki tańszych w płytkach do nauki i powiem Ci, że nie żałuje.
Kupowałem noże Pafany w systemie C (z oddzielnym łamaczem wióra - działa to ekstra) na 12x12 na płytki TPUN oraz noże na allegro WERKO 12x12 w bardzo niskiej cenie (25 zł szt.) na płytki TPMR (łamacz wióra w płytce - nie tak skuteczny)
Płytki TPUN są tanie, ale już mi się sprawdziło to co mówili koledzy, że płytki niepowlekane starego typu łamią się, posiadam zestaw P30 110304 oraz 110308 i nagminnie pękają.
Nie mogę tego powiedzieć od płytkach TPMR baldonitu 110308 (powlekane oznaczenie TC35), robią piękną błyszczącą powierzchnie i przedzierają się przez nierówności dzielnie, są mocne i wybaczające.
W między czasie kupiłem też płytki TMPR sandvik 110308 z węglika 4025, skala P10-P45, ale one nie umywają się do baldonitowskich, żeby osiągnąć wykończanie trzeba zbierać co najmniej na 1mm materiał, a baldonitu płytka ściągam 0.05 i lustro... z tą różnicą że płytki powlekane lubią obroty, poniżej 1100 jakość powierzchni jest nie do zaakceptowania...
Tak samo i z tymi nożami, zestaw jest w dobrej cenie, płytki pewnie są przeciętne, z czasem będziesz kupował i dobierał, widzę, że doświadczenie to coś czego na forum się nie da przekazać skutecznie, i to kosztuje próby, a próby to pieniążki i czas, ale ty masz 740 postów to i pewnie wiesz o tym więcej niż ja mimo, że napisałeś że jesteś początkujący..
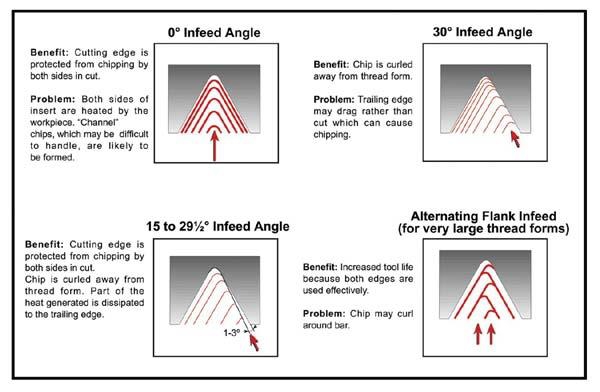
Po nazbieraniu około 6 noży na płytki T, w średniej cenie 40 zł (noże nowe) zdecydowałem że na razie zrezygnuje z zakupu tego zestawu, który pokazujesz (cały czas się przymierzałem). No ale np za nóż do gwintów będę musiał teraz wydać ok. 200 i raczej zestaw tego by nie rozwiązał. Co prawda jest tam nóż do gwintów, ale jest wyłącznie na płytki chińskie od 0.5-1.5mm skoku, koledzy tu niepochlebnie się wypowiadali o tym nożu jak i o przecinaku z zestawu, tzn chodzi o płytki bo jesteś skazany na chińskie jedynie (choć jeszcze kilka postów temu @Senio napisał, że nawet ta płytka do gwintów dla amatorów jest wystarczająca). Zaś np noże te najbardziej potrzebne czyli do toczenia wzdłużnego pod kątem 90 stopni masz w zestawie dobre bo płytka ma 4 boki i wymienna na markową więc i oszczędne, a T tylko 3...
Co nie wybierzesz będzie w podobnej cenie, jednak tu masz zestaw, nie powiem teraz czy dziś kupiłbym zestaw, ale muszę powiedzieć, że nie żałuje że kupowałem pojedynczo, 6 noży razy 4 = 240 za 30 płytek zapłaciłem coś 100 zł z przesyłkami, toczenia sporo oj sporo, na razie 2 płytki połamałem doszczętnie TPUN z baldonitu, następnym razem kupie powlekane, albo jeszcze lepiej, powlekane TPGN i planuje przysiedzieć na tych nożach. (Głównie ze względu na to (ale jasię nie znam), że zauważam że noże na płytki S to takie noże bardziej do CNC, gdzie masz przewidywalne warunki pracy, obroty, temperatura, wiór... to spostrzeżenie potwierdza mi różnica w płytce TPMR baldonitu a sandvik, sandvik nadaje się jedynie pod wysokie obroty wiór od 1mm, baldonit lubi wysokie obroty ale toczysz co chcesz bez zastanawiania się, wykonanie takie samo, kąty takie same, ale węglik jest inny i robi sporą różnice)
No i rozmiar 12 czy 16, zależy co sobie możesz pozwolić upchać na tokarkę, czy 16 nie będzie za wysoki do twojej tokarki. No i sam rodzaj węglika, do alu będziesz potrzebował raczej innych płytek, ale znowuż tymi TPUN dobrze mi się toczyło i miałem ładną powierzchnie, trochę tam przeboje z wiórem ale było dobrze, ale to też zależy od alu, bo jedne bardziej kruche drugie ciągliwe i robi Ci się narost... uważam, że jeśli chcesz mieć jedną płytkę do stali/alu/brązu to raczej się nie uda.
No nie chce więcej Tobie mieszać, bo sam się uczę, to tylko moje spostrzeżenia. Jak coś nie tak wywalić tego posta i nie karać za mocno.
pozdro





")




")

")







