



A tak konkretnie? Jakiś przykład oprawki wahliwej do pracy na frezarce pionowej dla narzędzi z chwytem MK2-MK4?viper pisze:Takie gadanie że idzie na sztywno to strata czasu. Od tego są oprawki wahliwe nawet na CNC.
rozwiertak rozbija o 0,03


-
CFA
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 11
- Posty: 1678
- Rejestracja: 28 wrz 2009, 11:00
- Lokalizacja: Wrocław
Ja też tak zrobiłem w google - ale żaden z tych linków nie prowadzi do oprawek dla narzędzi na stożku (może Mapal - sądząc z obrazka ale boję się ceny) - wszystko tutaj to oprawki dla narzędzi mocowanych na ER-kę. Akurat takich używałem - choć przy małych średnicach zazwyczaj na sztywno jest wymiar dobry.RomanJ4 pisze: ...linki...
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 6
- Posty: 12347
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Niestety ma kolega rację, u nas nie wiedzieć czemu ciężko o oprawkę z chwytem Morse'a zarówno oprawki jak i gniazdem dla narzędzia. Natomiast są bardzo popularne i dostępne w USA.
http://shop.pacifictoolandgauge.com/ind ... 10_125_503
http://www.hemingwaykits.com/acatalog/info_HK_2210.html
i w krajach anglosaskich (GB)
http://www.bluechiptooling.co.uk/contact.htm http://www.bluechiptooling.co.uk/edit/f ... Holder.pdf
http://www.hemingwaykits.com/acatalog/F ... aHK_202210 http://www.hemingwaykits.com/acatalog/info_HK_2210.html
https://www.sommatool.com/catalog/colle ... holder.asp
http://www.floydautomatic.co.uk/pdf/Flo ... olders.pdf
Z grubszymi (większej średnicy) już gorzej, stąd rozbicie.
Jaką oprawkę wybrać, bo są pływające i wahliwe (lub obie funkcje łącznie)?
To zależy czy oś otworu(w rzeczywistości oś wrzeciona gdy wykonywana na tokarce) i oś narzędzia (w tok. tulei konika) jest równoległa - wtedy wystarczy oprawka "pływająca" (nie odchyla się ona pod kątem) by ześrodkować obie osie
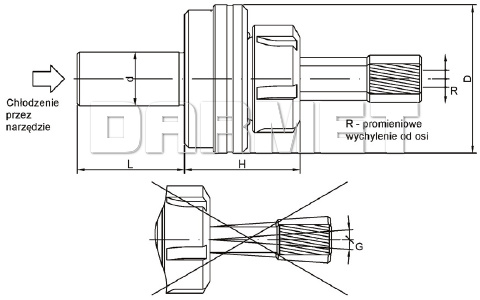
Jeśli jednak osie nie są równoległe (ale nieprzesunięte, lub znikomo) względem siebie, co objawia się powierzchnią stożkowa otworu po rozwiercaniu

to potrzebna jest oprawka wahliwa, lub wahliwo-pływająca jeśli występują obie wady osi
 http://frbelbin.co.uk/floating-reamer-tools/
http://frbelbin.co.uk/floating-reamer-tools/
http://shop.pacifictoolandgauge.com/ind ... 10_125_503
http://www.hemingwaykits.com/acatalog/info_HK_2210.html
i w krajach anglosaskich (GB)
http://www.bluechiptooling.co.uk/contact.htm http://www.bluechiptooling.co.uk/edit/f ... Holder.pdf
http://www.hemingwaykits.com/acatalog/F ... aHK_202210 http://www.hemingwaykits.com/acatalog/info_HK_2210.html
https://www.sommatool.com/catalog/colle ... holder.asp
http://www.floydautomatic.co.uk/pdf/Flo ... olders.pdf
Bo mała średnica dość długiego trzpienia rozwiertaka powoduje, że jest na tyle wiotki by samemu nacentrować część roboczą do walca otworu. Plus luzy maszyny.CFA pisze:przy małych średnicach zazwyczaj na sztywno jest wymiar dobry.
Z grubszymi (większej średnicy) już gorzej, stąd rozbicie.
Jaką oprawkę wybrać, bo są pływające i wahliwe (lub obie funkcje łącznie)?
To zależy czy oś otworu(w rzeczywistości oś wrzeciona gdy wykonywana na tokarce) i oś narzędzia (w tok. tulei konika) jest równoległa - wtedy wystarczy oprawka "pływająca" (nie odchyla się ona pod kątem) by ześrodkować obie osie
Jeśli jednak osie nie są równoległe (ale nieprzesunięte, lub znikomo) względem siebie, co objawia się powierzchnią stożkowa otworu po rozwiercaniu
to potrzebna jest oprawka wahliwa, lub wahliwo-pływająca jeśli występują obie wady osi
http://frbelbin.co.uk/floating-reamer-tools/pozdrawiam,
Roman
Roman
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8518
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Jakbym miał do każdej roboty oprawkę dopasowywać / kupować to bym nie wyrobił.viper pisze:U mnie na zakładzie otwory robione przez lata rozwiertakami, pewno można by liczyć już w milionach. Tylko wahliwa oprawka.
Takie gadanie że idzie na sztywno to strata czasu. Od tego są oprawki wahliwe nawet na CNC.
Oczywiście naddatek nie za duży ( najlepiej 0,1-0,3mm) i obroty odpowiednie + chłodzenie
W takim wypadku wolałbym kupić odpowiednie narzędzie (zawsze się przyda) .
W asortymencie Garant są wiertła VHM podwymiarowe ..... , nic też nie szkodzi w tym konkretnym przypadku wiertło VHM fi 23 lekko szlifnąć.
Po takich zabiegach nawet rozwiertaka nie potrzeba.
.... takie stosuję metody , a nie zakup niepotrzebnych oprawek.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 8518
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Druga opcja też 100% gwarancji nie daje.RomanJ4 pisze:każdy robi jak uważa, ale jak nie daj Boże schrzanisz kilkaset detali, to koszt oprawki przy tym to pikuś...WZÓR pisze:Jakbym miał do każdej roboty oprawkę dopasowywać / kupować to bym nie wyrobił.
P.s.
Przy takich pracach kontroluję każdą sztukę .... , w najgorszym przypadku będzie jeden bubel.
.... autor tematu nie podał na jakiej głębokości wykonuje obróbkę.
Często , gęsto takie otwory wykonuję frezem , gdzie wymiar sprawdzam sondą lub średnicówką.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 6
- Posty: 12347
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Kiedyś miałem pilną robótkę na tokarce rozwiertakiem 14mm (z chwytem walcowym), a nie miałem wtedy do nich oprawki, to zastosowałem ad hoc to co miałem akurat pod ręką.
A pasowało do chwytu rozwiertaka sprzęgło sprężynowe podobne do tego, tylko krótsze.. .
.

Drugi koniec zaciśnięty w uchwycie trzyszczękowym mocowanym Mk2 w koniku
O dziwo(albo i nie) otworki wychodziły idealnie...
A pasowało do chwytu rozwiertaka sprzęgło sprężynowe podobne do tego, tylko krótsze..
Drugi koniec zaciśnięty w uchwycie trzyszczękowym mocowanym Mk2 w koniku
O dziwo(albo i nie) otworki wychodziły idealnie...
pozdrawiam,
Roman
Roman
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8021
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
WZÓR, Jeżeli masz do dyspozycji maszyny w super stanie to i pójdzie rozwiertak na sztywno, ale po to są oprawki wahliwe aby kompensowały niedoskonalości maszyny. I jakbyś nie robił to toczenie jest wolniejsze od rozwiercania. 
CFA, A tak w temacie to zapomiano chyba o oprawkach dawniej stosowanych w wierceniu, gdzie zmieniał się tulejki z narzędziami. (oprawki dedykowane dla rozwiertaków też tam były).
CFA, A tak w temacie to zapomiano chyba o oprawkach dawniej stosowanych w wierceniu, gdzie zmieniał się tulejki z narzędziami. (oprawki dedykowane dla rozwiertaków też tam były).
-
zdzicho
- Posty w temacie: 4
Ja używam oprawy szybkomocujacej ,z tuleja wahliwa Morse'a (do rozwiertaków) o której pisze Impuls. Sa tez tuleje sztywne do wierteł. Zmniejsza, to pole robocze ,ale jak ułatwia i przyspiesza pracę. wymiana narzędzi to jeden ruch.
Mam takie na zbyciu w dobrej cenie (niestety bez tulejek ,bo te zostawiam do swoich potrzeb),ale tulejki można dokupić na znanym portalu. Rozmiary opraw które posiadam, to MK2(tuleja 25) ,i Mk3 tulejka 32.
Mam takie na zbyciu w dobrej cenie (niestety bez tulejek ,bo te zostawiam do swoich potrzeb),ale tulejki można dokupić na znanym portalu. Rozmiary opraw które posiadam, to MK2(tuleja 25) ,i Mk3 tulejka 32.
Ostatnio zmieniony 27 sie 2015, 22:21 przez zdzicho, łącznie zmieniany 1 raz.






