



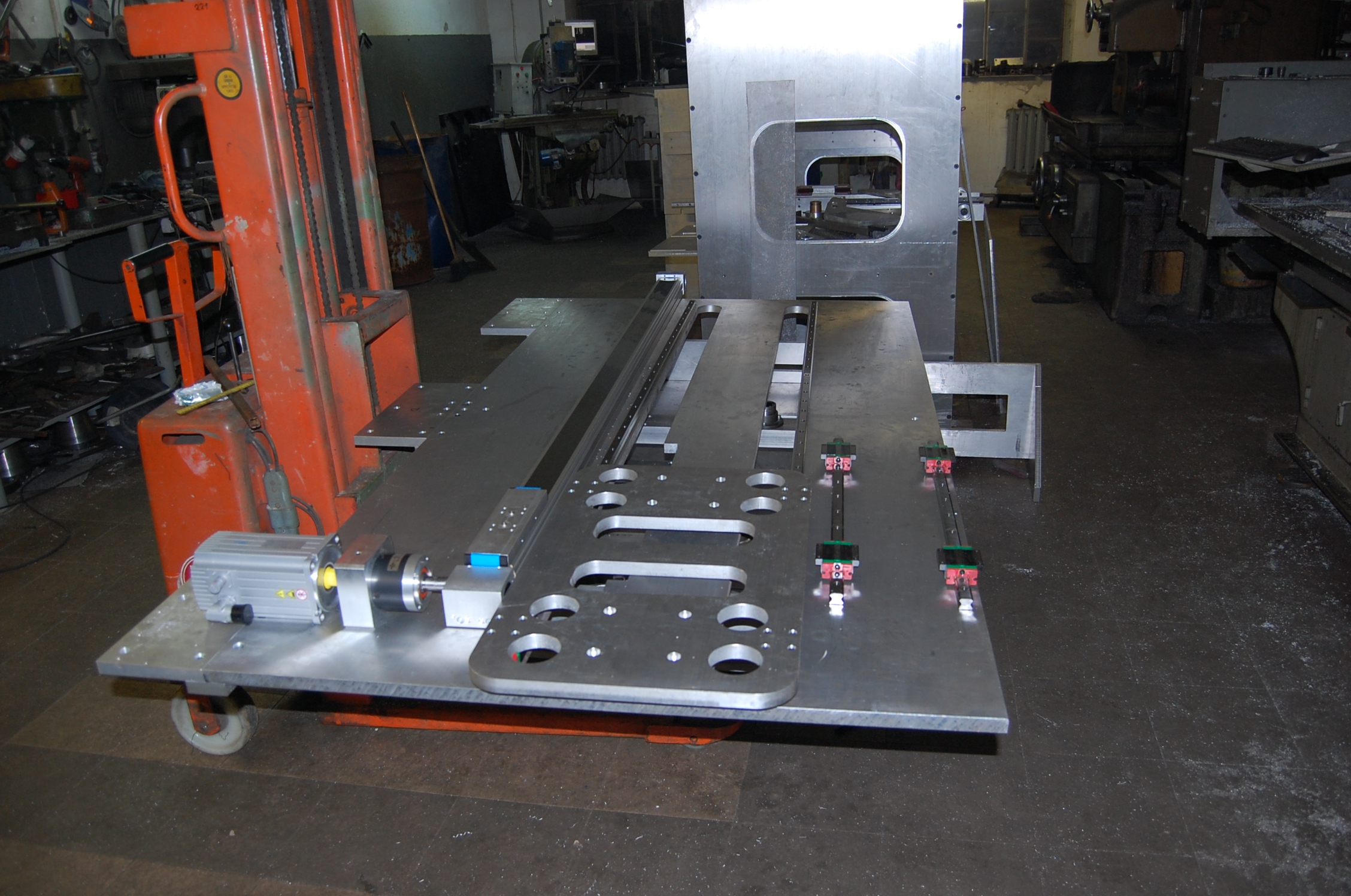
Frezarka 1000x1000x300
")


-
 bartuss1
bartuss1
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 73
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
paulg jest akuratnie kajś w szanghaju czy gdzies tam.
chłodziwo jest oleiste wiec nie wpływa zasadniczo na prowadnice, upierdliwe wióry się zmiata, wózki mają zgarniacze, ale do prowadnic nie dostalem zaślepek, dlatego operator bedzie musiał widziec co robi.
elektronika którą wpiąłem jest o połowę za słaba, jednakże pojedynczo osie udalo mi sie "rozbujać" do 4m/min bez gubienia kroku, Docelowo będzie po ethernecie i stery na 7.8A
można by owszem dolozyć oslony harmonijkowe na oś podlużna, ale budzet jest zwyczajnie za mały, i tak już maszyna dostała dużo dodatków takich jak zbiornik chłodziwa z pompą z FWA. oslonki, szuflade itp.
Blacha uzyta na żebra to 20mm, belka z 12ki z zebrami w srodku, zetka to 20 ka z zebrami z 12 ki. Stoliczek z blachy 20 ki w rozmiarze 1000x1000, dolne podkładki rowkow z 12ki, gorne z 20 ki, docelowo stoliczek waży nieco ponad poł tony, ale, jak dudi sie w koncu wyrobi i dostane wałek z łozyskowankiem, to stół zostanie na miejscu przefrezowany, jamnik ma 5,5kW a obrobka stali czy alu wymaga malych predkosci obrotowych, zależnie czy zastosujemy frezy z "wąglika" czy hss, czy tez głowiczki z płytkami np tpkn.
no nie ukrywam że troche mnie wk***ia takie podejscie do sprawy, zwlaszcza ze zarowno szafe jak i elementy do wrzeciona zamawialem w polowie grudnia, ale cierpliwym bedąc jeszcze tydzien wytrzymam, potem będę dymił, nie mam zamiaru swiecić oczami przed klientem z tego powodu ze ktoś tam nawalił, zwłaszcza że man kolejną maszyne robić, tym razem 5 osiowke ponownie do jachtów hehe
chłodziwo jest oleiste wiec nie wpływa zasadniczo na prowadnice, upierdliwe wióry się zmiata, wózki mają zgarniacze, ale do prowadnic nie dostalem zaślepek, dlatego operator bedzie musiał widziec co robi.
elektronika którą wpiąłem jest o połowę za słaba, jednakże pojedynczo osie udalo mi sie "rozbujać" do 4m/min bez gubienia kroku, Docelowo będzie po ethernecie i stery na 7.8A
można by owszem dolozyć oslony harmonijkowe na oś podlużna, ale budzet jest zwyczajnie za mały, i tak już maszyna dostała dużo dodatków takich jak zbiornik chłodziwa z pompą z FWA. oslonki, szuflade itp.
Blacha uzyta na żebra to 20mm, belka z 12ki z zebrami w srodku, zetka to 20 ka z zebrami z 12 ki. Stoliczek z blachy 20 ki w rozmiarze 1000x1000, dolne podkładki rowkow z 12ki, gorne z 20 ki, docelowo stoliczek waży nieco ponad poł tony, ale, jak dudi sie w koncu wyrobi i dostane wałek z łozyskowankiem, to stół zostanie na miejscu przefrezowany, jamnik ma 5,5kW a obrobka stali czy alu wymaga malych predkosci obrotowych, zależnie czy zastosujemy frezy z "wąglika" czy hss, czy tez głowiczki z płytkami np tpkn.
no nie ukrywam że troche mnie wk***ia takie podejscie do sprawy, zwlaszcza ze zarowno szafe jak i elementy do wrzeciona zamawialem w polowie grudnia, ale cierpliwym bedąc jeszcze tydzien wytrzymam, potem będę dymił, nie mam zamiaru swiecić oczami przed klientem z tego powodu ze ktoś tam nawalił, zwłaszcza że man kolejną maszyne robić, tym razem 5 osiowke ponownie do jachtów hehe
https://www.etsy.com/pl/shop/soltysdesign
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
Aldeberan
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 53
- Rejestracja: 18 paź 2014, 13:13
- Lokalizacja: Wa-wa
Tak troche naśmiece w temacie bartussa ale nie spotkałem się wcześniej z poruszanym tematem osłon harmonijkowych - jakiś czas temu w necie znalazłem programik w który wprowadzamy wymiary jakie mam mieć osłona a on generuje nam rys geometrii do wydruku - drukujemy na papierze, przykładamy przeźroczysty/półprzeźroczysty płat jakiegoś tworzywa i po kilku-kilkunastu h roboty(przycinanie,zaginanie etc) mamy profesjonalną osłone - czasochłonne jak cholera ale koszty ograniczają się do zakupu kawałka tworzywa(teraz nie przypomne sobie jakiego). Byłem pewien że to był link z forum więc o nim wcześniej nie wspominałem ale do amatorskich, niewielkich maszynek wydawało sie być idealne. Ktoś coś kojarzy w temacie?
scio me nihil scire
-
bartuss1
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 73
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
odnosnie jamnika - zwykłe wrzeciono na ISO40 ze szpilką M16.
kiedyś kupowałem harmoszki - były szyte z dermy, zajmuje t troche miejsca przy scisnieciu ale kosztowalo tez jakos 600 zł netto za mb o szerokosci jakos 560mm z tego co pamietam.
co do serwek - standardowo jedna oś kosztowała 3 tys zł, plus przekladnia np 1:5 1000zł netto
wiec mamy 4 tys netto za oś x 3 osie =12 tys netto
maszyna za 30 brutto, co ja kurde czarodziej ? ledwo ledwo powiedzmy ze wyjdę na plus, powinna kosztowac 60 brutto tak jak na allegro wystawiłem, zebym ta dyche na czysto wyszedl z wszelkimi mozliwymi pierdołami. w kocnu to ponad 2 miesiące roboty biorąc zabawe jednostkową, to nie proidukcja układow powtarzającyuch sięm nie jestem kimlą, centusiem ani ergwindem.
inne firmy typu seron i lynx pomijam bo tylko psy na nich wieszają a mnie proszą zebym z tychże przerobił sterowanie na macha lub lina.
a owoc żywota twojego je ZUS
juz tam pomijam fakt, że mi ksiegowa wyskoczyła na poczatu stycznia że zelastwo ma odwrocony podatek vat, wiec kuujemy je netto, ale vat od zaliczki płacimy normalnie, kurde tylko rok na zwieszeniu bylem i na dzien dobry ładne 2 tys vayu wybuliłem z zaliczki, a tu 2,5 tony stali odejmowane jedynie od pit-5 na koncu zabawy, przeliczyłem się i tyle, ale honorowo dokonczę, bo zawsse dotrymuję umów z klientami, nawet jesli mam wyjśc na zero
kiedyś kupowałem harmoszki - były szyte z dermy, zajmuje t troche miejsca przy scisnieciu ale kosztowalo tez jakos 600 zł netto za mb o szerokosci jakos 560mm z tego co pamietam.
co do serwek - standardowo jedna oś kosztowała 3 tys zł, plus przekladnia np 1:5 1000zł netto
wiec mamy 4 tys netto za oś x 3 osie =12 tys netto
maszyna za 30 brutto, co ja kurde czarodziej ? ledwo ledwo powiedzmy ze wyjdę na plus, powinna kosztowac 60 brutto tak jak na allegro wystawiłem, zebym ta dyche na czysto wyszedl z wszelkimi mozliwymi pierdołami. w kocnu to ponad 2 miesiące roboty biorąc zabawe jednostkową, to nie proidukcja układow powtarzającyuch sięm nie jestem kimlą, centusiem ani ergwindem.
inne firmy typu seron i lynx pomijam bo tylko psy na nich wieszają a mnie proszą zebym z tychże przerobił sterowanie na macha lub lina.
a owoc żywota twojego je ZUS
juz tam pomijam fakt, że mi ksiegowa wyskoczyła na poczatu stycznia że zelastwo ma odwrocony podatek vat, wiec kuujemy je netto, ale vat od zaliczki płacimy normalnie, kurde tylko rok na zwieszeniu bylem i na dzien dobry ładne 2 tys vayu wybuliłem z zaliczki, a tu 2,5 tony stali odejmowane jedynie od pit-5 na koncu zabawy, przeliczyłem się i tyle, ale honorowo dokonczę, bo zawsse dotrymuję umów z klientami, nawet jesli mam wyjśc na zero
Ostatnio zmieniony 06 lut 2015, 20:43 przez bartuss1, łącznie zmieniany 1 raz.
https://www.etsy.com/pl/shop/soltysdesign
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 17
- Posty: 8021
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Operator ma frezować a nie myśleć gdzie lecą wiórki i w czym osiadają.... Dlaczego po prostu nie zalejesz tych śrubek mocujących prowadnice jakąś żywicą czy nawet szpachlą, przynajmniej wióry króre tam wpadną nie będa uszkadzać zgarniaczy w wózkach.bartuss1 pisze: wózki mają zgarniacze, ale do prowadnic nie dostalem zaślepek, dlatego operator bedzie musiał widziec co robi.






