



Witam, przymierzam się powoli do zabawy z gwintowaniem. Na początek chciałbym nauczyć się nacinania gwintu metrycznego. Przeczytałem co było w książkach ale nie dostałem odpowiedzi na podstawowe pytania. Mam więc jakąś dość sporą i starą nakrętkę i chciałbym pod nią dorobić śrubę ,jak się za to zabrać ? nie mam grzebienia do gwintów. Można będzie coś począć bez tego ? Oprócz tego co warto wiedzieć przy gwintowaniu ? bawię się póki co tylko w stali, jakie obroty ? nacinanie narzynkami ma jakikolwiek sens ?
Mam też jeszcze odwrotne zadanie. Znalazłem na złomie po części popsutego rurhaka. brakowało w nim nakrętki. W jaki sposób można sobie teraz dorobić tę nakrętkę ? mając grzebień do gwintów musiałbym tylko przymierzyć wymiar gwintu a następnie ustawić przekładnię gitarową na potrzebny gwint i go naciąć, czy tak ?
Tokarka czeska SN20A


-
 BYDGOST
BYDGOST
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 4257
- Rejestracja: 28 wrz 2007, 09:32
- Lokalizacja: Bydgoszcz
Do nacięcia gwintu pod nakrętkę musisz znać średnicę zewnętrzną, wewnętrzną i skok. Średnicę zewnętrzną sobie zmierzysz, tak samo skok, są różne metody. Ze średnicą wewnętrzną różnie bywa przy mierzeniu i dlatego warto, pod koniec nacinania, sprawdzać czy nakrętka już się nakręca na ten gwint. Dodatkowo warto posługiwać się tabelami gwintów bo często gwinty można pomylić z innymi np. metryczne z calowymi.
Pomnik Ikara - Ku pamięci dawnego lotniska w Fordonie.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 38
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
z grubsza tak, ale zauważ, że zależnie od typu rurhak ma gwint albo prostokątny, albo trapezowy, albo trójkątnyak47 pisze:mając grzebień do gwintów musiałbym tylko przymierzyć wymiar gwintu a następnie ustawić przekładnię gitarową na potrzebny gwint i go naciąć, czy tak ?



do pomiaru trójkątnego grzebień, ale prostokątny bądź trapezowy trzeba zmierzyć albo wzornikiem, albo suwmiarką,

 https://www.cnc.info.pl/topics56/tsa-16 ... t27603.htm
https://www.cnc.info.pl/topics56/tsa-16 ... t27603.htm choć przy pewnej wprawie ich skok można zmierzyć i grzebieniem
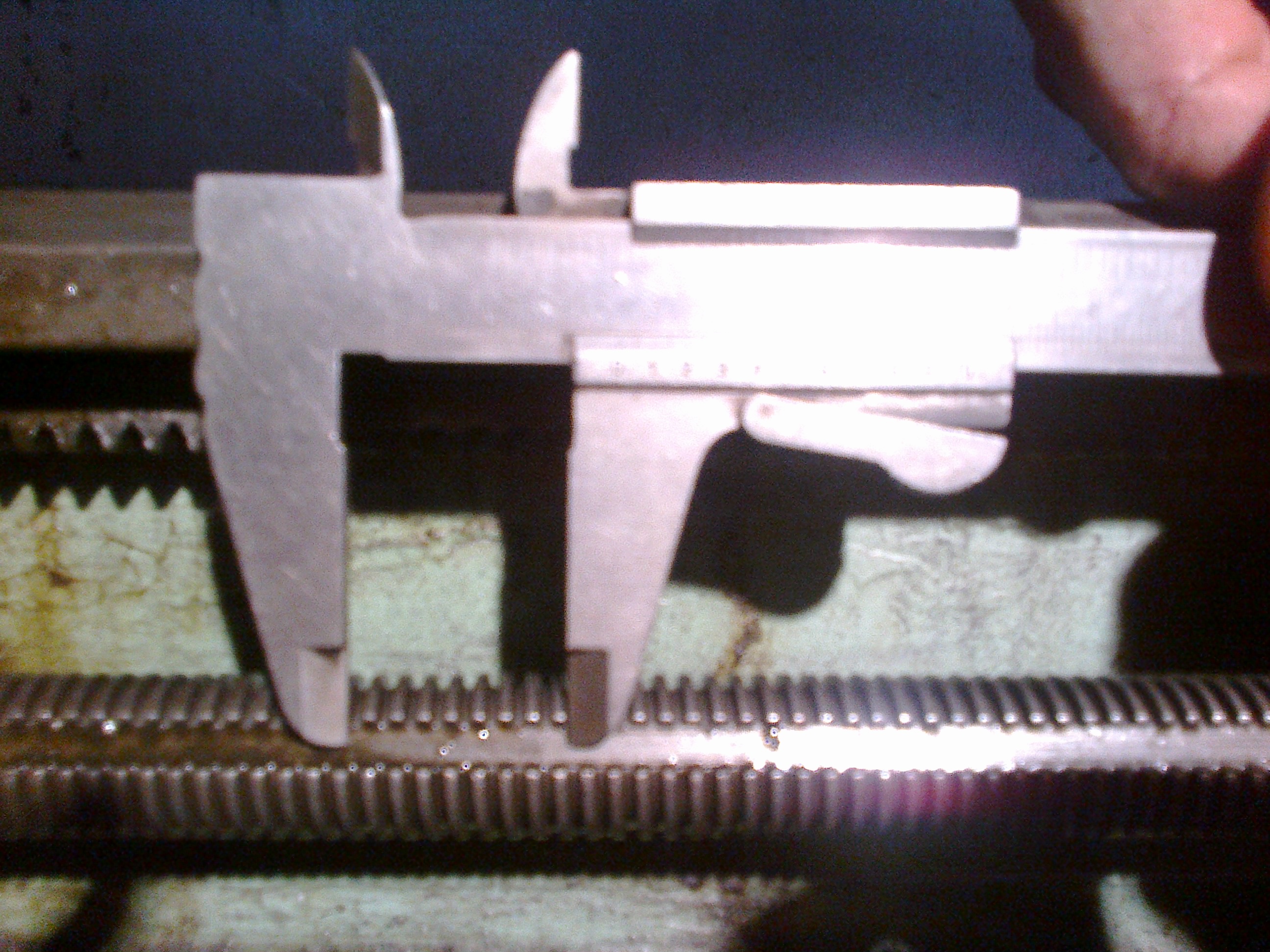
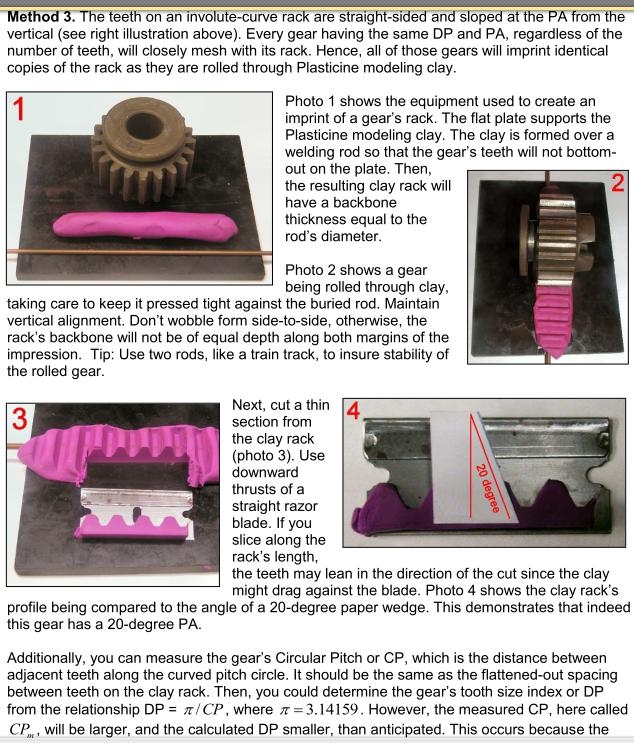
raczej ciężko będzie, bo suwmiarką ciężko lub nie da się skoku w otworze zmierzyć, można poszukać jeszcze pasującej śruby, i to jej skok zamiennie zmierzyć. W ostateczności można się pobawić podobnie jak w tym przypadku, robiąc odcisk gwintu w plastelinie,ak47 pisze:nie mam grzebienia do gwintów. Można będzie coś począć bez tego ?
bądź posmarować gwint nakrętki tuszem i przyłożyć doń papierek nawinięty na okrągły wałek, tusz pozostawi na nim kreski wierzchołków gwintu, z których zmierzymy skok. Ale to zabawa, a w ogóle jeśli chcesz gwinty nacinać to grzebień jest niezbędny.
Na ten temat znajdzie kolega na forum chyba wszystko co można powiedzieć, wiec nie będę powtarzałak47 pisze:Oprócz tego co warto wiedzieć przy gwintowaniu ?
https://www.cnc.info.pl/topics66/toczen ... t34331.htm
https://www.cnc.info.pl/topics89/nacina ... t51748.htm
https://www.cnc.info.pl/topics89/lewy-gwint-vt15422.htm
https://www.cnc.info.pl/tags/gwintowanie
przy nacinaniu gwintu obroty musisz dać jak najmniejsze czyli ok 50, 75, 125... niezależnie od materiału, z początku, dopóki się nie podszkolisz i nie wyrobisz właściwych odruchówak47 pisze:bawię się póki co tylko w stali, jakie obroty ?
[youtube][/youtube]
[youtube][/youtube]
oczywiście, większość gwintów amatorsko zwłaszcza: typowych, małych średnic, krótkich wykonuje się narzynkami i gwintownikami, oszczędzając czas.nacinanie narzynkami ma jakikolwiek sens ?
Albo za pomocą oprawki i podparcia konikiem (dla równego wprowadzenia narzynki na materiał),
lub za pomocą "lufki", czyli suwliwej oprawki narzynek z chwytem Morse'a mocowanym w koniku

 https://www.cnc.info.pl/topics40/oprawa ... t43618.htm
https://www.cnc.info.pl/topics40/oprawa ... t43618.htmWiększe średnice, skoki, nietypowe, ze względu na opory na narzynkach i często moc silników tokarek wykonuje się nacinając.
to tak pokrótce..
pozdrawiam,
Roman
Roman
-
ak47
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 57
- Posty: 972
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
Szybkie pytanie, zabrałem się za przecinanie, zdążyłem już parę rzeczy poprzecinać na tokarce ale dziś dowiedziałem się jak na 3 różne sposoby złamać nóż przecinak. Otóż, zamocowałem już po przetoczeniach i wierceniach materiał tak by miejsce do cięcia znajdowało się możliwie blisko szczęk. Nóż ustawiłem w osi, obroty 400 ,przecinałem z ręki, wszedłem na może 2 mm i płytką tylko pstryknęła, no nic. Wziąłem 2 nóż, tym razem obroty na 80, było zdecydowanie lepiej, przeciąłem jakieś 5 mm ale znów stało się "pstryk". Do końca cięcia zostało jakie 5 mm, wziąłem więc przecinaka wykonanego ze stalki ale dałem radę ułamać nawet tego. Aż mi szkoda bo był pięknym krajowym nożem, ma jeszcze wybitą cenę "52 złote". Pewnie nie jedno przeszedł od czasów PRLu a go złamałem w 30 sekund. Jakieś sugestie co robię źle ? Przeczytałem co było do czytania i wydaje się że o niczym nie zapomniałem.
Przy okazji dzięki za informację o gwintowaniu. 2 gwinty zrobiłem i oba dały się nakręcić, po nakręceniu nie miało to luzu, w zasadzie nieco chropowata powierzchnia tylko pozostała ale i z tym dojdę w końcu do ładu.
Przy okazji dzięki za informację o gwintowaniu. 2 gwinty zrobiłem i oba dały się nakręcić, po nakręceniu nie miało to luzu, w zasadzie nieco chropowata powierzchnia tylko pozostała ale i z tym dojdę w końcu do ładu.
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 38
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Podobny temat: przecinanie, masz kolego akurat tu
https://www.cnc.info.pl/topics56/szukam ... 450,70.htm
jaką szerokość miał nóż, jak był zaszlifowany (kąty, kanałek spływu wióra), jak był wprowadzany (pytanie kolegi kuras), luzy tokarki?
https://www.cnc.info.pl/topics56/szukam ... 450,70.htm
jaką szerokość miał nóż, jak był zaszlifowany (kąty, kanałek spływu wióra), jak był wprowadzany (pytanie kolegi kuras), luzy tokarki?
dlatego po nacięciu odpowiednio głębokiego gwintu (i sprawdzenia np nakretką) robi się jeszcze jedno czy dwa przejścia, z tą samą co ostatnia przed mierzeniem nastawą, by "wygładzić" gwint.ak47 pisze:w zasadzie nieco chropowata powierzchnia tylko pozostała ale i z tym dojdę w końcu do ładu.
pozdrawiam,
Roman
Roman
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 38
- Posty: 12307
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
owszem, był dodatni gdzieś ze 3°, czyli bardzo niewiele, podobnie jak ta płytka przed zaszlifowaniem. Można porównać na tym zdjęciu kąt kanałka i samej płytki, i wysnuć wniosek, że będzie ładnie zwijał (no, oczywiście to zależy też od gatunku materiału) W przecinakach chodzi o podobny profil. Im lepiej będzie odprowadzał wiór tym szybciej się posuwa, wiec niejako trzeba "nadążyć" z kręceniem korbą..ak47 pisze:kąt natarcia dodatni. Kanałków nie robiłem żadnych

Z doświadczeń starych czasów kiedy pracowałem jako tokarz, do przecinania wałka ø45 z otworem ø21 na plasterki używało się przecinaka szerokości ok 3-3,5mm z zaszlifowanym kanałkiem który dawał kąt natarcia 30-40° (więc bardzo "na ostro"), i wiórek zwijał się w rolkę jak serpentynka.
Zaszlifuj sobie kolego ładny kanałek, i sprawdź sam jak to wtedy idzie, tylko nie bój się sżwawiej kręcić korbą, sam szybko wyczujesz ten "złoty środek" między przesadą a zbytnią ostrożnością...
Wiele razy pisałem na tym forum mniej doświadczonym kolegom: nie należy bać się, że się nóż połamie... bo i tak się połamie.. kiedyś.
Trzeba przejść nad tym do porządku, to nie koniec świata, i... dalej robić swoje. Nawet najbardziej doświadczonemu się zdarza, tylko trzeba umieć wyciągnąć z tego faktu właściwe wnioski - "dlaczego się złamał"?
Trzymam kciuki..
pozdrawiam,
Roman
Roman






