



")
No to już pominąłem w tej wypowiedzi, że tamta powierzchnia była za mała. W tej chwili chodzi o to, że ta powierzchnia powinna być przesunięta w lewo. W okolice tej zielonej linii gdzie w tej chwili jest za cienko i zbyt karbowatoDudi1203 pisze:Zanixi to o czym mowisz odnosnie chwytaka zamknietego juz jest poprawione z tego co widze. Patrz zdj, zielone kołko
to dosyć oczywisteDudi1203 pisze:Natomiast żółtymi kołkami oznaczyłem miejsca gdzie MUSZĄ być promienie, ze wzgledów technologicznych (promien naroza płytki noza) lub wytrzymałościowych. Minimum 0,4mm (typowy promien na plytkach).
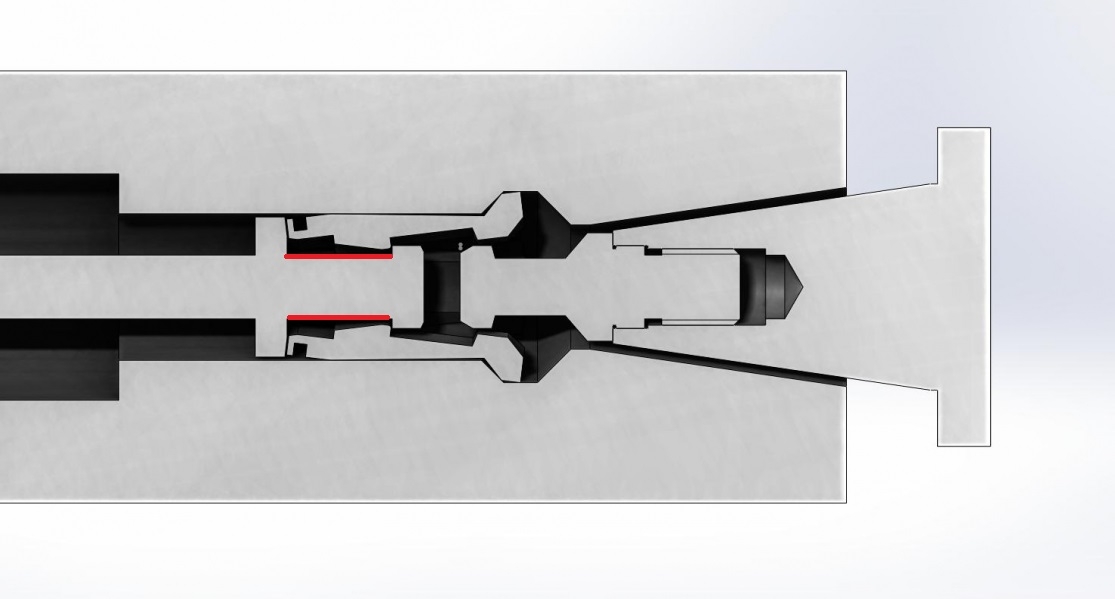
Zmniejszyć średnicę tam gdzie czerwone linie i wtedy zwiększyć powierzchnię styku.Dudi1203 pisze:Natomiast obawiam sie troche o tą symulacje chwytaka rozwartego, za slabo siedzi na szpilce. Wiem, ze to jest trzymane sprężynką ale jednak przyadalaby sie jakas niewielka korekta tego.
Jednak zwiększenie średnicy nic tu nie zaszkodzi. Jeszcze trzeba by zerknąć na jakieś sprężnki ino i wybrać.Dudi1203 pisze:Co do naprężeń trzpienia - przy srednicy fi10 wychodzi 76MPa, nie liczylem jeszcze gwintu ale raczej nie ma o co sie obawiać.
Co do tych kulek, ja wiem, że było by prościej no ale cóż. Będzie troszku solidniej


")


")







{kind=link}