



Tokarka CNC ze złomu już toczy :)


-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 20
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
a może akcja estop była powodem łamania?MlKl pisze:Frez strzelił w momencie, gdy naciskałem klawisz Escape.
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
nie no... silnik jest właściwy -- to tylko frez za cienkiMlKl pisze:Nie, po prostu nie przypuszczałem, że wrzucenie sterownika na 70 V doda tyle pary silnikowi osi. Na 50 voltach po prostu by zgubił kroki. A tu złamał 12 mm freza do tytanu jak zapałkę...
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 154
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
[youtube][/youtube]
Frezowanie ślizgacza do krajalnicy bagietek, pochwalę się jako jeden ze współkonstruktorów maszynki
[youtube][/youtube]
Przeznaczona dla firm cateringowych krajalnica przemysłowa o wydajności do trzech tysięcy sztuk bagietek na godzinę w całości wykonana na maszynach CNC, moja tokarynka ze złomu miała w tym też skromny udział
Frezowanie ślizgacza do krajalnicy bagietek, pochwalę się jako jeden ze współkonstruktorów maszynki
[youtube][/youtube]
Przeznaczona dla firm cateringowych krajalnica przemysłowa o wydajności do trzech tysięcy sztuk bagietek na godzinę w całości wykonana na maszynach CNC, moja tokarynka ze złomu miała w tym też skromny udział
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
a gdzie maszyna do smarowania?MlKl pisze: krajalnica
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm

-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 154
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
w budowiemarkcomp77 pisze:a gdzie maszyna do smarowania?MlKl pisze: krajalnica
[ Dodano: 2013-11-08, 16:58 ]
Detal jest z polietylenu 1000 - po prostu zaciśnięty w dwóch imadłach. Ta przystawka frezerska już wielokrotnie na siebie zarobiła.bartuss1 pisze:ta pierwsza to chyba do rozdrabniania słoniny, ciekaw jestem jak onę do imadła zamocował
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
dziś taką bułę z wkładem kupowałem na stacji benzynowej... i pomyślałem, że to "twoja robota"MlKl pisze:w budowiemarkcomp77 pisze:a gdzie maszyna do smarowania?MlKl pisze:krajalnica
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 154
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
[youtube][/youtube]
Dawno w temacie się nic nie działo - jakość słaba, bo kamerka w telefonie słabiutka.
Tokarynka dorobiła się podzielnicy - oczywiście CNC, oczywiście również ze złomu. A dokładniej z przekładni 1 do 50 Motovario, wykręconej z automatu spawalnicego - pozycjonowała detale do spawania.
Koszt - 30 zł, czas wykonania - kilka godzin. Satysfakcja - bezcenna
Silnik krokowy 3,1Nm dał się przykręcić do przekładni w miejscu serwa prawie bez ingerencji, zabierak do uchwytu 125 zrobiłem z krążka od wygrzebanej na złomie hantli.

Przekładnia w pełnej krasie

Pierwszy detal z nowej podzielnicy, na razie ideksowany w osi A ręcznie - program trzeba dopiero napisać
Na jutuba ładuje się filmik lepszej jakości z prób na sucho
Będę musiał pomyśleć nad jakąś przeciwwagą - zetka obciążona 30 kg podzielnicy po wyłączeniu napięcia pięknie zjeżdża na sam dół...
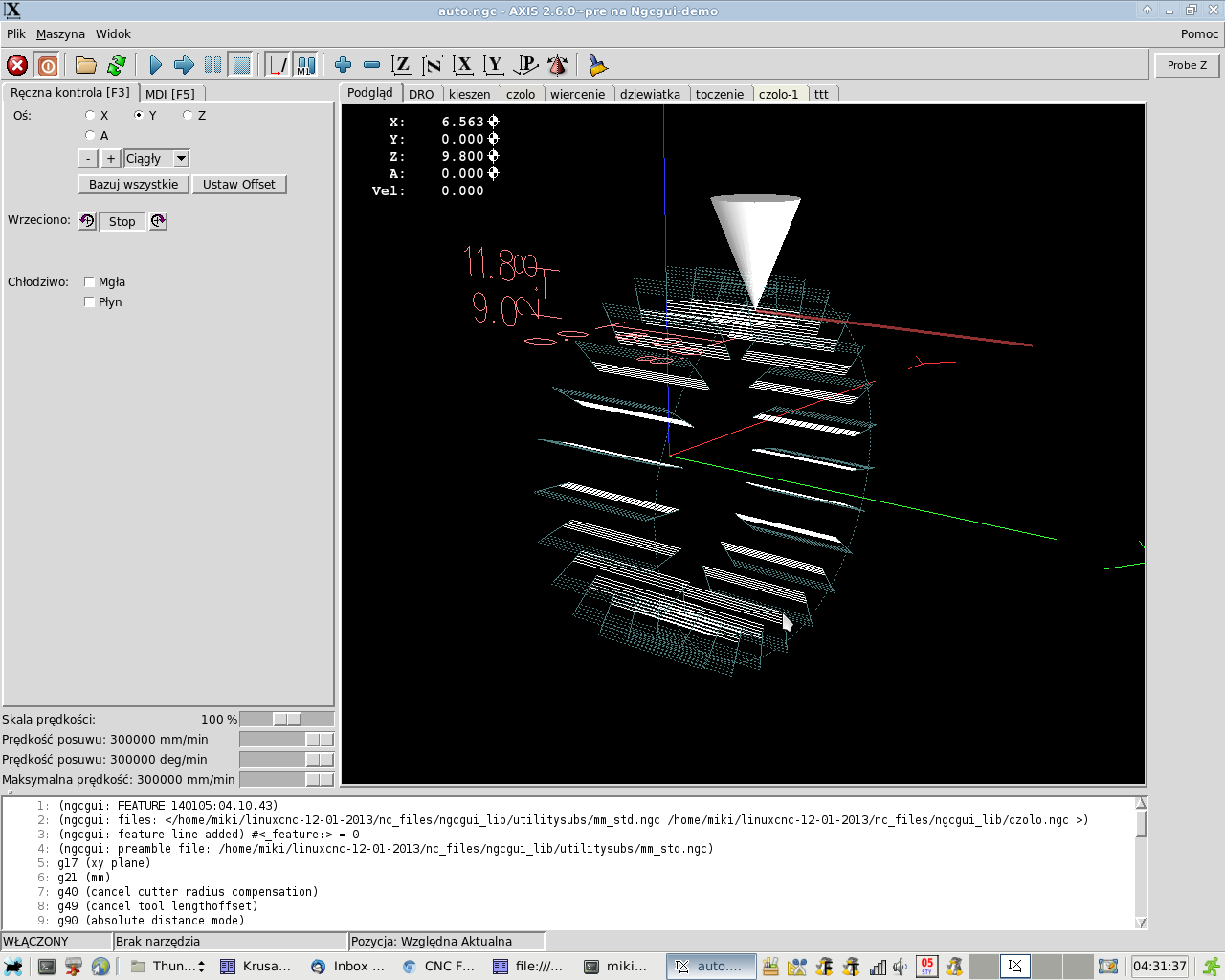
I programik też już sobie hula
Jakby ktoś pytał, to jest procedurka "czoło" kamara, nieco wzbogacona
Dawno w temacie się nic nie działo - jakość słaba, bo kamerka w telefonie słabiutka.
Tokarynka dorobiła się podzielnicy - oczywiście CNC, oczywiście również ze złomu. A dokładniej z przekładni 1 do 50 Motovario, wykręconej z automatu spawalnicego - pozycjonowała detale do spawania.
Koszt - 30 zł, czas wykonania - kilka godzin. Satysfakcja - bezcenna
Silnik krokowy 3,1Nm dał się przykręcić do przekładni w miejscu serwa prawie bez ingerencji, zabierak do uchwytu 125 zrobiłem z krążka od wygrzebanej na złomie hantli.
Przekładnia w pełnej krasie
Pierwszy detal z nowej podzielnicy, na razie ideksowany w osi A ręcznie - program trzeba dopiero napisać
Na jutuba ładuje się filmik lepszej jakości z prób na sucho
Będę musiał pomyśleć nad jakąś przeciwwagą - zetka obciążona 30 kg podzielnicy po wyłączeniu napięcia pięknie zjeżdża na sam dół...
I programik też już sobie hula
Kod: Zaznacz cały
( ------------------------------ )
( PODZIELNICA )
( ------------------------------ )
( Miki )
( Time-stamp: <05-01-2014 03:31> )
( ------------------------------ )
(info: Podzielnica )
o<podzielnica> sub
#<sr_pocz> = #1 (=26 Koniec w osi X)
#<sr_koncowa> = #2 (=0 Początek w osi X)
#<poczatek> = #3 (=0 Początek w osi Z)
#<koniec> = #4 (=-1 Koniec w osi Z)
#<przybranie_materialu> = #5 (=0.2 Dobieranie)
#<szybkosc_posuwu> = #6 (=50 Posuw)
#<szerokosc_fazki> = #7 (=0 Szerokość fazki, zero wyłącza)
#<glebokosc_fazki> =#8 (=0 Głębokość fazki)
#<promien_fazki> =#9 (=0 Promień fazki, zero wyłącza)
#<odjazd_z> =#10 (=4 odjazd Z)
#<odjazd_x> =#11 (=0 odjazd X)
#<tokarka> =#12 (=7 tokarka 7,frezarka 8)
#<frezowanie> =#13 (=0 toczenie 0, frezowanie 1)
#<kier_obr> =#14 (=3 3 przod, 4 tyl)
#<srednica_walka> = #15 (=0 Średnica wałka w osi A)
#<podzial_walka> = #16 (=1 podział w osi A)
#<licznik> = #<podzial_walka>
#<kat> = [360/#<podzial_walka>]
#<kat1> = [0]
#<poczatek> = [#<poczatek>+#<srednica_walka>]
#<koniec> = [#<koniec>+#<srednica_walka>]
o1 if [#<tokarka> eq 1]
g7
o1 else
g8
o1 endif
o2 if [#<kier_obr> eq 3]
m3 s1
o2 else
m4 s1
o2 endif
o3 if [#<frezowanie> eq 0]
o3 else
o3 endif
g0 y0
o300 while[#<licznik> gt 0]
g0 a[#<kat1>]
g0 z[#<poczatek>]
g0 x[#<sr_pocz> + #<odjazd_x>]
#<akt_pozycja> = [#<poczatek>]
o100 while [#<akt_pozycja> gt #<koniec>]
#<akt_pozycja> = [#<akt_pozycja> - #<przybranie_materialu>]
o102 if [#<akt_pozycja> lt #<koniec>]
#<akt_pozycja> = #<koniec>
o102 endif
g0 z#<akt_pozycja>
g1 x#<sr_koncowa> f#<szybkosc_posuwu>
g0 z[#<akt_pozycja> + #<odjazd_z>]
g0 x[#<sr_pocz> + #<odjazd_x>]
o100 endwhile
o110 if [#<szerokosc_fazki> gt 0]
#<szerokosc_fazki_1> = 0
#<glebokosc_fazki_1> = 0
g0 z[#<koniec>]
o111 while [#<szerokosc_fazki_1> lt #<szerokosc_fazki>]
#<szerokosc_fazki_1>=[#<szerokosc_fazki_1>+#<przybranie_materialu>]
#<glebokosc_fazki_1>=[#<glebokosc_fazki_1>+[#<glebokosc_fazki>*#<przybranie_materialu>/#<szerokosc_fazki>]]
o112 if [#<szerokosc_fazki_1> gt #<szerokosc_fazki>]
#<szerokosc_fazki_1> = #<szerokosc_fazki>
o112 endif
o113 if [#<glebokosc_fazki_1> gt #<glebokosc_fazki>]
#<glebokosc_fazki_1> = #<glebokosc_fazki>
o113 endif
x[#<sr_pocz>-#<glebokosc_fazki_1>*2] ( wjazd do fazki na fi #<sr_pocz>)
z[#<koniec>]
o114 if [#<promien_fazki> lt 0.00001]
g1 x[#<sr_pocz>] z[#<koniec>-[#<szerokosc_fazki_1>]] f[#<szybkosc_posuwu>] ( toczenie fazki na fi #<sr_pocz>)
o114 endif
o115 if [#<promien_fazki> gt 0]
g3 x[#<sr_pocz>] z[#<koniec>-[#<szerokosc_fazki_1>]] r[#<promien_fazki>] f[#<szybkosc_posuwu>]
o115 endif
g0 x[[#<sr_pocz>]+#<odjazd_x>]
z[#<koniec>#<odjazd_z>]
o111 endwhile ( koniec pętli )
o110 endif
#<licznik> = [#<licznik>-1]
#<kat1> = [#<kat1> + #<kat>]
o300 endwhile
m5
o<podzielnica> endsub






