



Jeśli chcesz koniecznie mieć te 2000 to raczej skłaniał bym się ku 3kW 2800 i zrobienie z tego 2000...Tomciowoj pisze:Skuszę się chyba na 2,2 1400 z przełożeniem aby na uchycie mieć 2000obr/min. Większy silnik to i droższy falownik.
Budowa tokarki CNC 160 (300) x 1000


-
 Tomciowoj
Tomciowoj
Autor tematu - Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 12
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
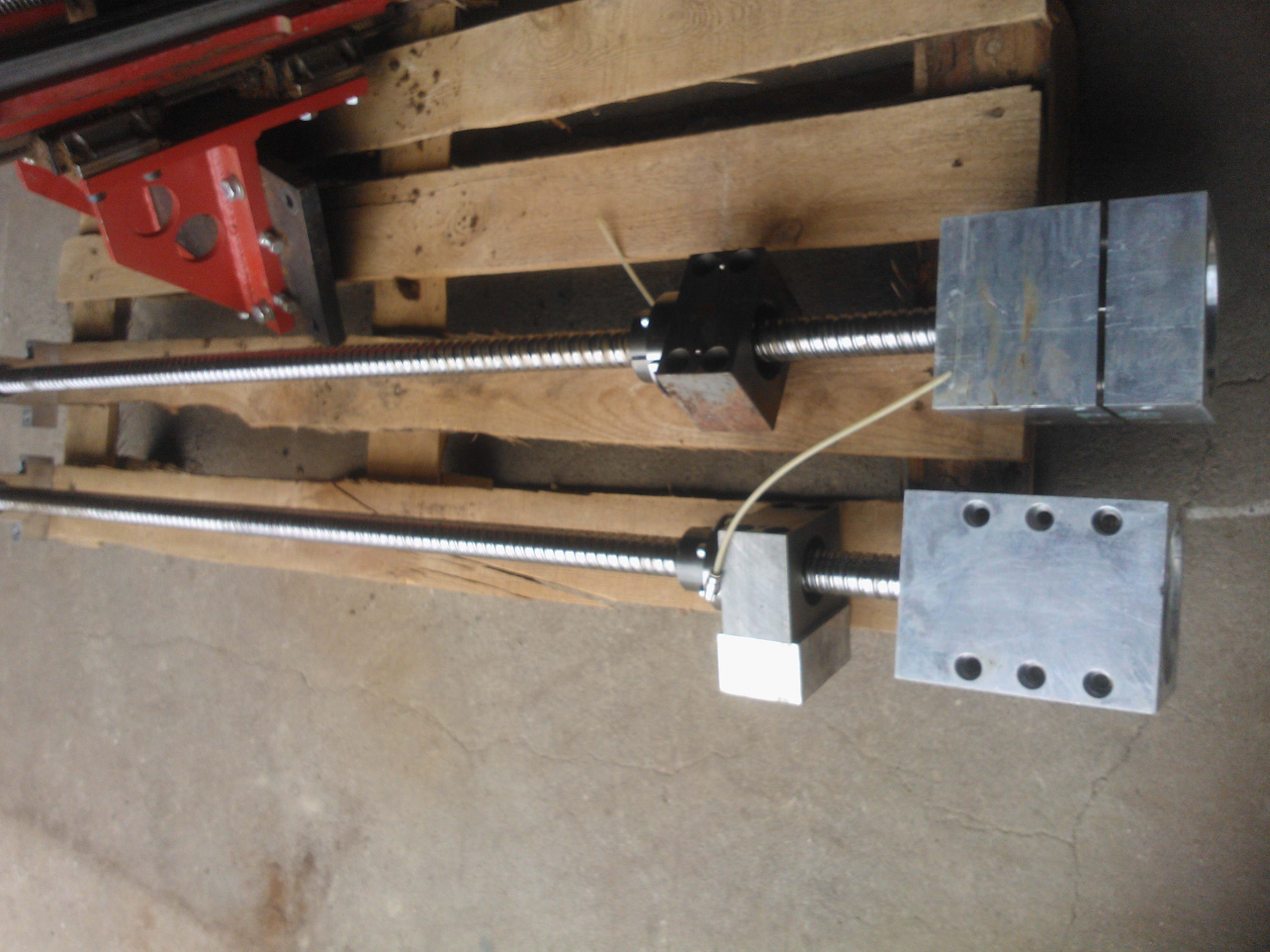
Jak do tej pory zakupiłem śrubę Star'a z nakrętką (z kasowaniem luzu) i łożyskowaniami, fi 31 skok 10mm, długość robocza 1000mm. Ta druga na zdjęciu ma skok 20mm, dwuzwojowa ale za 400pln żal było nie wziąć. Może kiedyś się przyda 
W przyszłym tygodniu może zdobędę wózki, drugą śrubę i być może serva.
A tak poza tematem, będąc 2 tygodnie temu na demontażu maszyny we Francji, na złomie leżała szafa a w niej 5 falowników Danfossa, niestety do tokarki za małe (1 szt 1,5 kW, 4szt 0,75kW) ale zastosowanie na pewno znajdą. Monsieur stwierdził, że to śmieci i można brać.

Ze względu na kształt mojego łoża (spływ wiórów i chłodziwa do tyłu) zastanawiam się czy nie zamontować śruby Z z boku (jak w manualnych tokarkach). Czy wpłynie to znacząco na dokładność? Ogólnie po obróbce chciałbym mieścić się w IT7 na średnicach.
W przyszłym tygodniu może zdobędę wózki, drugą śrubę i być może serva.
A tak poza tematem, będąc 2 tygodnie temu na demontażu maszyny we Francji, na złomie leżała szafa a w niej 5 falowników Danfossa, niestety do tokarki za małe (1 szt 1,5 kW, 4szt 0,75kW) ale zastosowanie na pewno znajdą. Monsieur stwierdził, że to śmieci i można brać.
Ze względu na kształt mojego łoża (spływ wiórów i chłodziwa do tyłu) zastanawiam się czy nie zamontować śruby Z z boku (jak w manualnych tokarkach). Czy wpłynie to znacząco na dokładność? Ogólnie po obróbce chciałbym mieścić się w IT7 na średnicach.

-
Tomciowoj
Autor tematu - Specjalista poziom 3 (min. 600)
- Posty w temacie: 12
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Kompletowania podzespołów ciąg dalszy:
Trafiły się serwa BLDC Kollmorgen'a, trochę maleństwa (300 W, 0,78 Nm, max 4600 obr/min)
ale z przekładniami i=7:1:

Do tego szyny THK 35 na Z-tkę:

Oraz stół obrotowy jako magazynek 8 narzędzi:

Wczoraj zrobiłem kilka prób z serwami, ale padł mi konwerter USB/RS232 i się skończyło.
Trafiły się serwa BLDC Kollmorgen'a, trochę maleństwa (300 W, 0,78 Nm, max 4600 obr/min)
ale z przekładniami i=7:1:
Do tego szyny THK 35 na Z-tkę:
Oraz stół obrotowy jako magazynek 8 narzędzi:
Wczoraj zrobiłem kilka prób z serwami, ale padł mi konwerter USB/RS232 i się skończyło.
-
251mz
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 4534
- Rejestracja: 27 sie 2004, 21:59
- Lokalizacja: Polska
Jaki rozmiar ?kolkowe skośne ;p ale racja, jeśli ktoś chce mieć porządny wrzeciennik to nie warto oszczędzać na łożyskach....mi 2 sztuki skośnych parowanych P4 w Krasniku policzyli na 600 zł...wiec nie będzie to chyba najtanszy element maszyny heh..
I jakie łożyska stosujecie?
Na przód 2 skośne i na tył jedno kulkowe zwykłe?






