")
- pojawiają się dziwne przetopy
- spoiny pękają
- tworzą się szczelinki (dziurki) w spoinach.
Przechodzimy do meritum:
Blacha o gr. 2mm, gat. PA4, TIG automat marki OTC, drut 5087 Mg3Zn o śr. 3,2mm, gaz argon, prąd 100A, dł. spoiny 300mm.
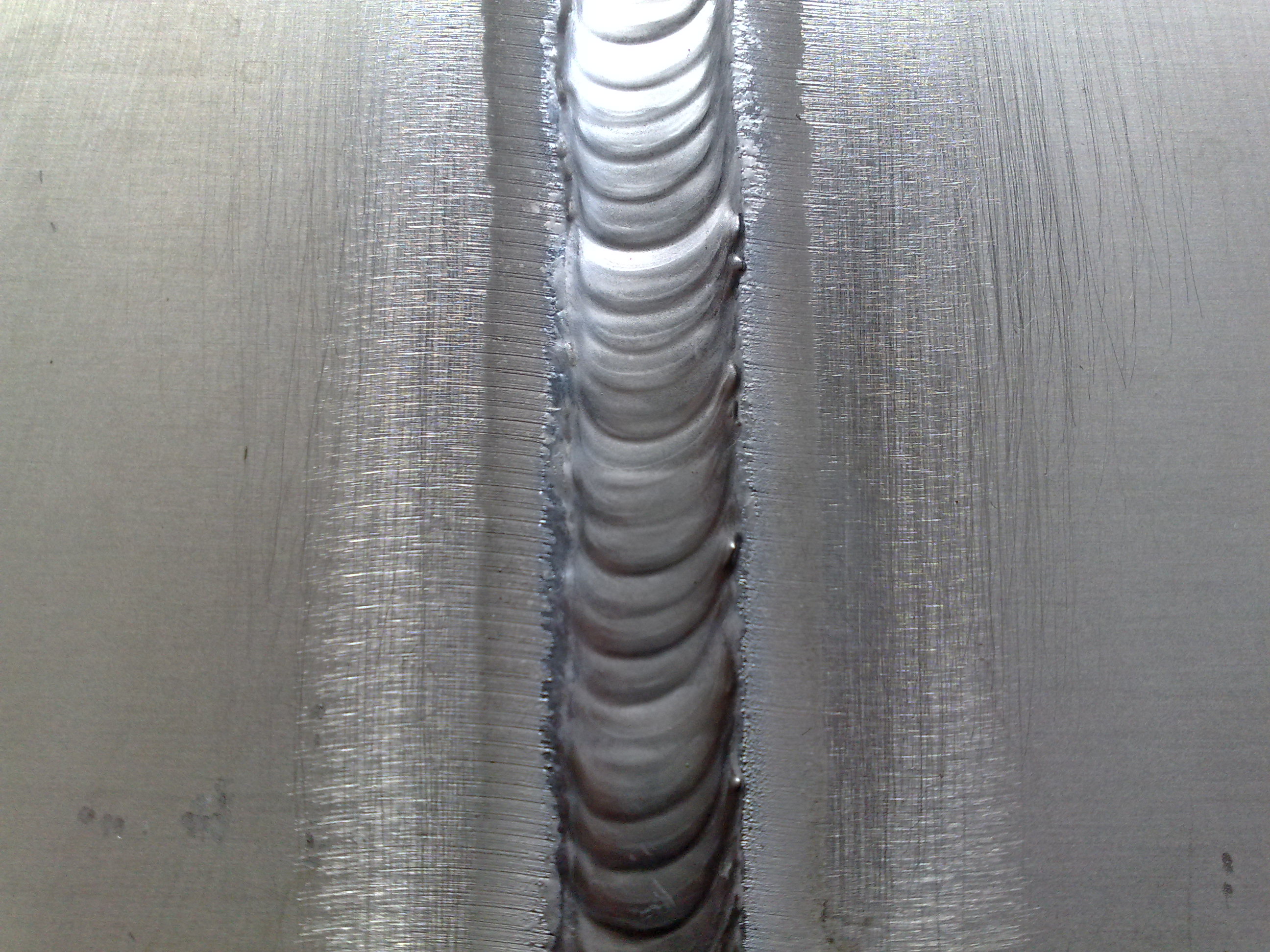
Widok spawu:

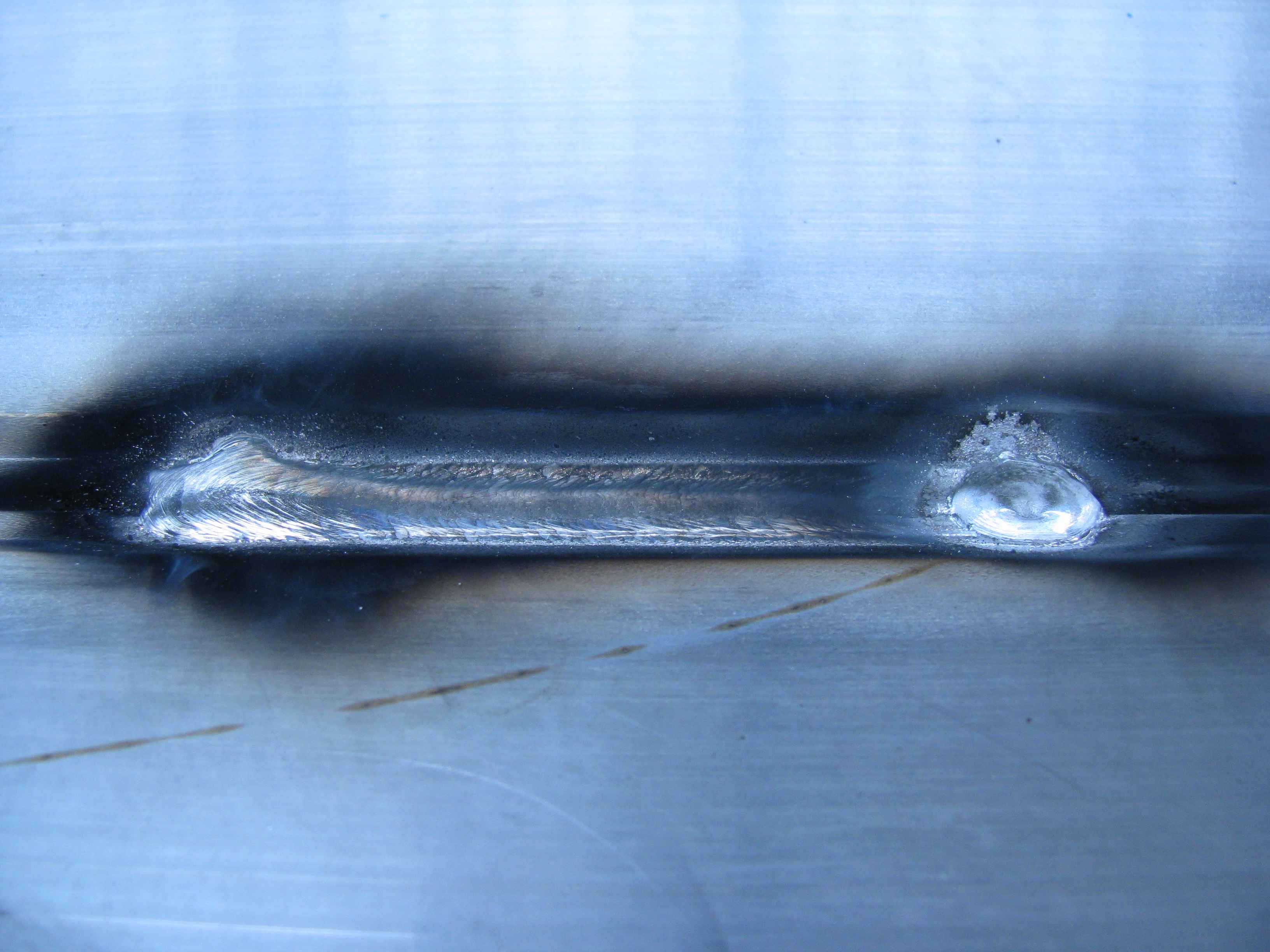
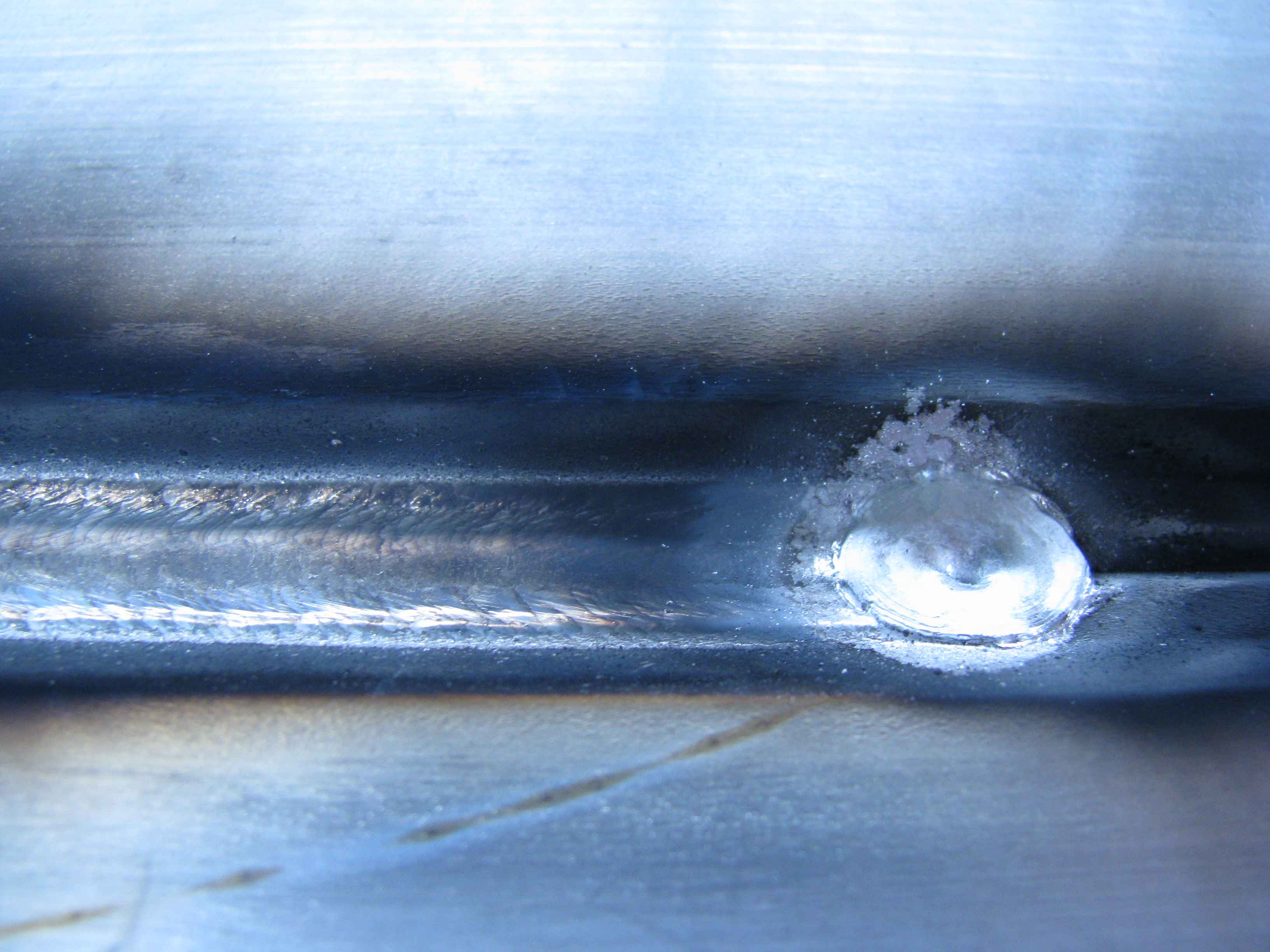
Widok przetopu (widoczne pęknięcie):

Widok przekroju spoiny (trochę niewyraźne zbliżenie samej spoiny, u góry przetopu zaznaczona szczelinka):

Blacha o gr. 4mm, gat. PA4, TIG automat marki OTC, drut 5087 Mg3Zn o śr. 3,2mm, gaz argon, prąd 160A, dł. spoiny 300mm.
Widok spawu:
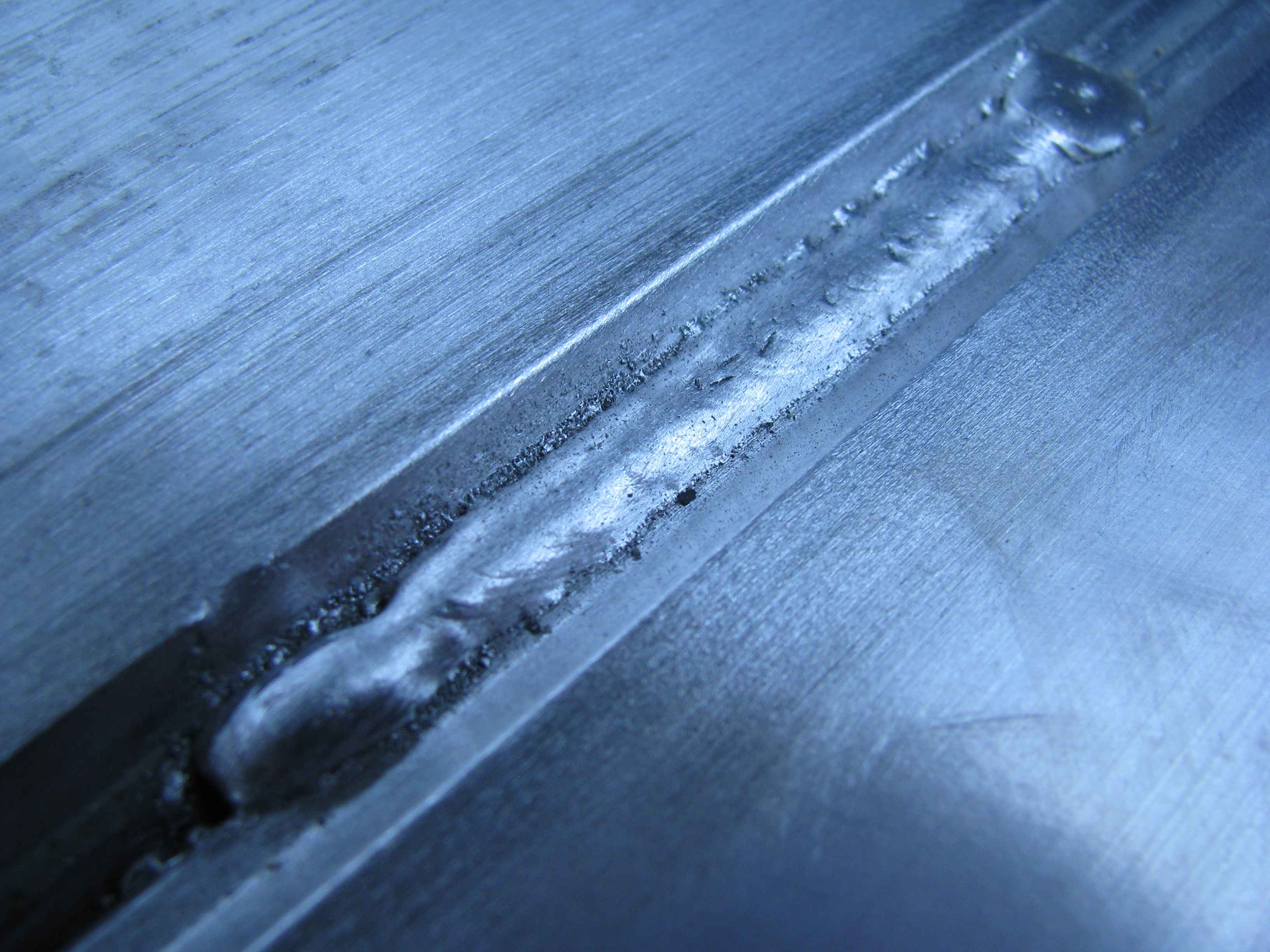
Widok przetopu (widoczne pęknięcie):

W związku z powyższym mam pytania:
1. Jaką technologię spawania dobrać dla danego gatunku aluminium, aby nie pojawiały się pęknięcia w przetopie (drut, prąd, gaz, inne tworzenie spoiny)?
2. Jakie odpuszczanie zastosować (krótsze spoiny chłopaki odpuszczają denaturatem)?
3. Czy na pewno szczelinki w przetopach powodują pęknięcia spoiny (czy może inna właściwość)?
Chciałbym zaznaczyć, że koledzy z innej firmy też nie mogli znaleźć rozwiązania problemu pęknięć spoin, w związku z czym chciałbym się dowiedzieć jak i czym koledzy spawacie, aby wyeliminować powyższe problemy?
Jeśli to nie będzie problemem, to również będę wdzięczny za podrzucenie materiałów odnośnie spawania aluminium


")

")