



")
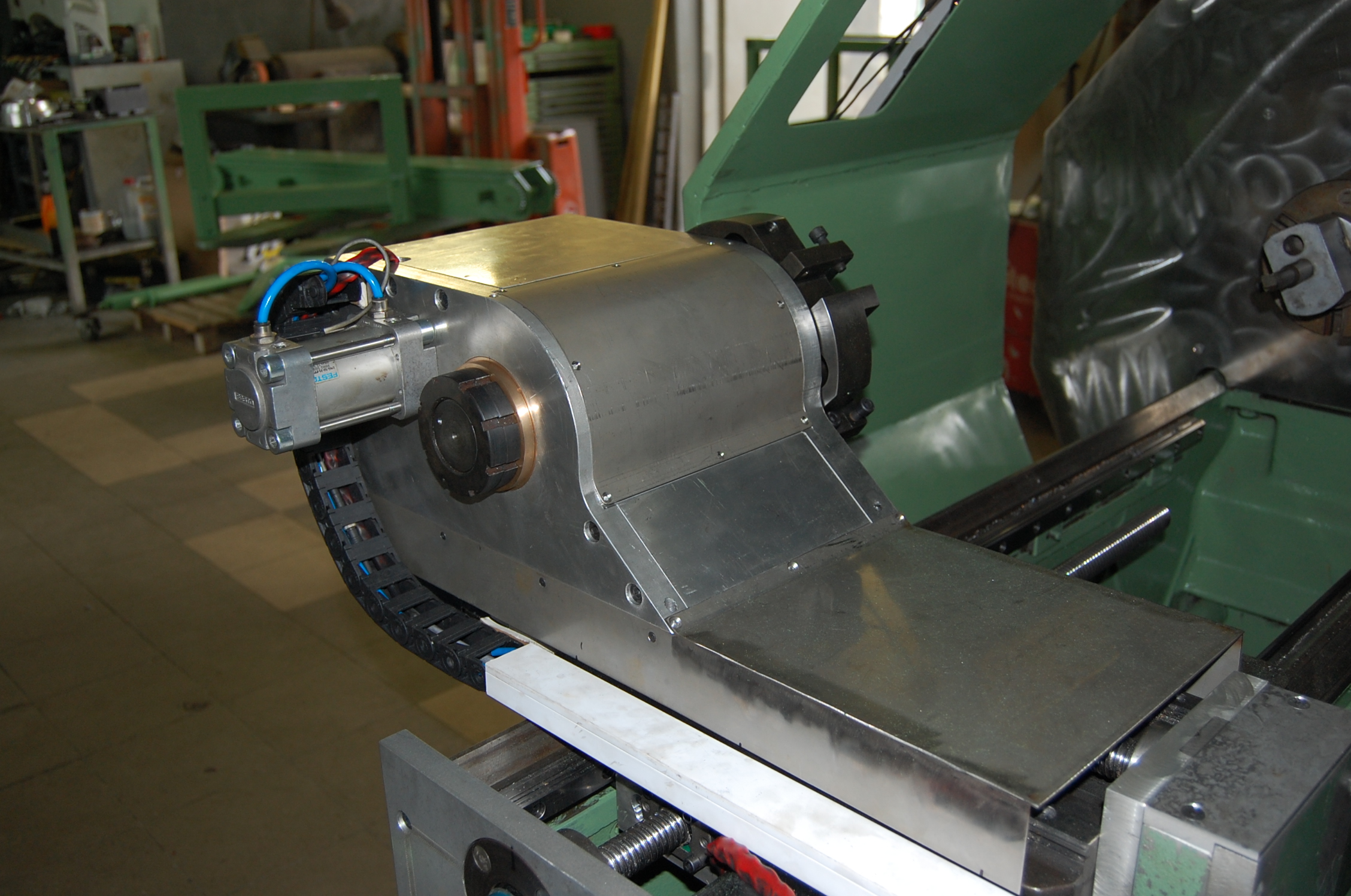
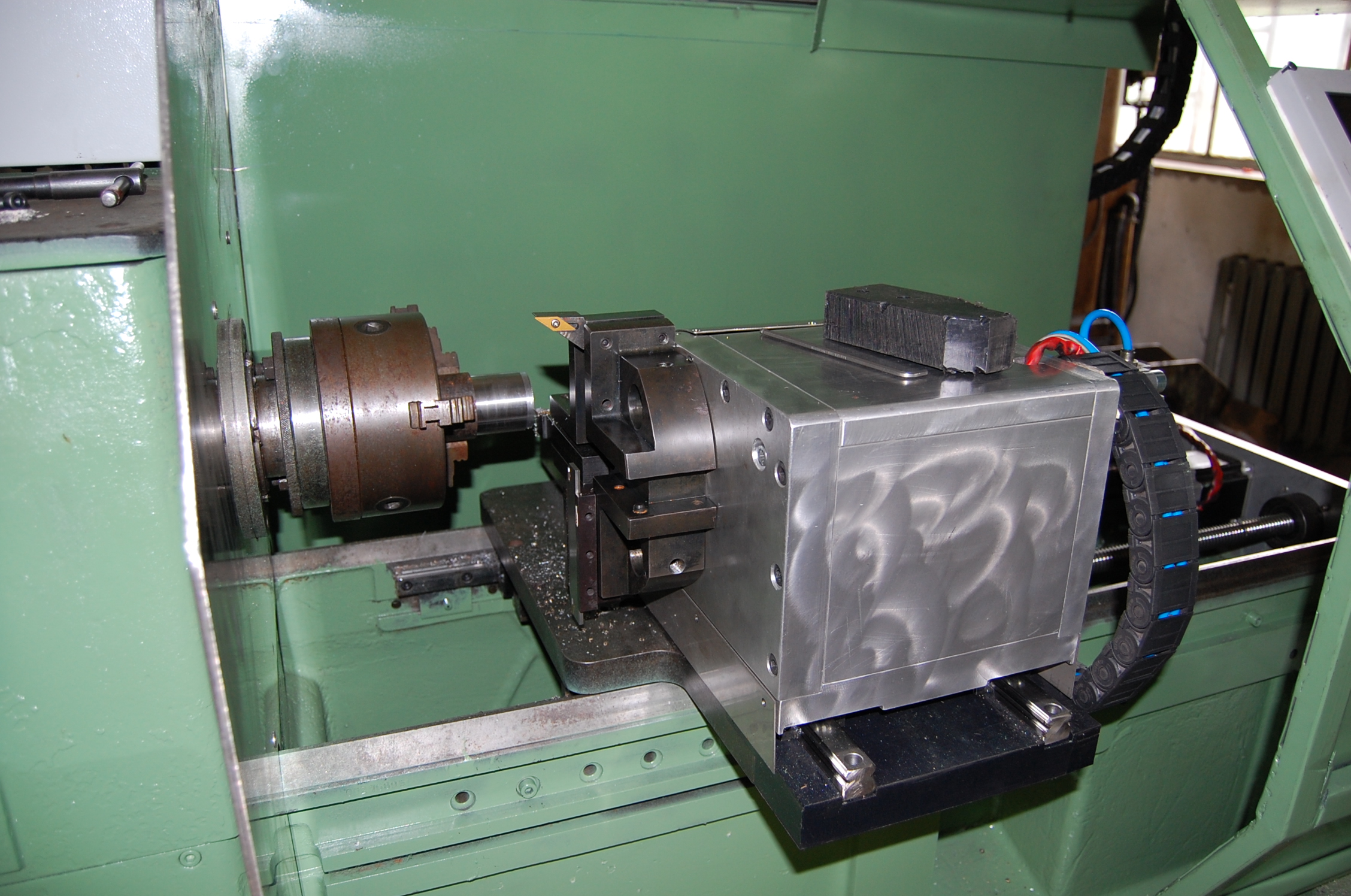
Było wcześniej, dojazd siłownikiem i zaciski pnematyczne na szynie.Tomciowoj pisze:[i później tylko dociska poprzez wysuw pinoli pneumatycznie lub za pomocą powyższego silnika z nastawnym momentem kręcącym śrubą
[ Dodano: 2013-06-10, 16:00 ]
Przeszkadza niewiele a blokowanie poprawiło się zdecydowaniekamar pisze: a większy muszę wywalić na zewnątrz.
[ Dodano: 2013-06-10, 17:42 ]
Czekając na halla do przerzutu, przymierzam sie do ułożenia tabeli narzędzi. Ponieważ nie mam bladego pojęcia jak to powinno wyglądać
Oczywiście przy zalozeniu że nie wiadomo co i kiedy maszyna bedzie robić.
Gniazda zaplanowałem tak :
1. stale - zderzak materiału
2. stałe - nóż prosty zewn. traktowany jako bazowy z zerowymi offsetami w tabeli
3. stałe - nawiertak do nakielków
4. stałe - nóż prosty do czoła
5. wynienne - wiertło
6. wymienne - wytaczaki, noże kątowe, noze do gwintów
7. wymienne - wiertło, wytaczak
8. stałe - ucinak
Ustawienie tabeli wyobrażam sobie tak:
Dojeżdzam nozem bazowym do czoła materiału i zeruję zetkę.
Zataczam kilka mm średnicy i wpisuje zmierzony wymiar X.
Teraz kontakt pozostałymi narzedziami z czołem lub średnicą powiniem pokazać offset do tabeli ?
Ktoś coś doradzi w tym temacie ?


")






