



Witam.... a to link czy co ? bo nie wiem .
zachęcam do małej lektury TUSM_0911_pl_pl-PL SinuTrain Łatwiejsze frezowanie dzięki ShopMill Materiały szkoleniowe.
ShopMill


 faza 2x45
faza 2x45-
 janale
janale
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 13
- Posty: 100
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Taką fazkę Kolega jest w stanie zrobić jedynie w 5-ciu osiach (na pewno nie w 2.5 osiach - chyba że pętlą warstwami w Z, ale do tego trzeba mieć też warstwicową geometrię w 3D). Shop-y i programGuide mają procesor konturów do 2.5 osi, więc tutaj pozostaje jedynie CAM, który mając wcześniej geometrię, zrobi ścieżkę 3D.
Pozdrawiam
Taką fazkę Kolega jest w stanie zrobić jedynie w 5-ciu osiach (na pewno nie w 2.5 osiach - chyba że pętlą warstwami w Z, ale do tego trzeba mieć też warstwicową geometrię w 3D). Shop-y i programGuide mają procesor konturów do 2.5 osi, więc tutaj pozostaje jedynie CAM, który mając wcześniej geometrię, zrobi ścieżkę 3D.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 100
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam
Płaszczyzna obróbki jest bez znaczenia, dwa obszary rozważań to: geometria (musi być w 3D - czyli CAD lub CAM z gemoetrią 3D) i obrabiarka, którą ją wykona (przykład wykonania 3D na obrabiarce 2.5 osi w symulatorze SINUMERIK-a Operate ). W przykładzie widać frez w G17 we frezarce 2.5 osi, pracuje w osi Z, natomiast co on robi w tej osi, to już inna sprawa...
Pozdrawiam
Płaszczyzna obróbki jest bez znaczenia, dwa obszary rozważań to: geometria (musi być w 3D - czyli CAD lub CAM z gemoetrią 3D) i obrabiarka, którą ją wykona (przykład wykonania 3D na obrabiarce 2.5 osi w symulatorze SINUMERIK-a Operate ). W przykładzie widać frez w G17 we frezarce 2.5 osi, pracuje w osi Z, natomiast co on robi w tej osi, to już inna sprawa...
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
janale
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 13
- Posty: 100
- Rejestracja: 25 lis 2004, 13:22
- Lokalizacja: Bialystok
Witam,
Rzeczywiście, da się tak zrobić, jak Kolega opisał, przy czym pierwszy okrąg musi mieć dodatkową składową Y0,
N50 G00 X0 Y0 Z0
N60 G18 G03 X150 Y0 Z0 CR=200 F500
N70 G19 G02 Y100 Z0 X150 CR=200
N80 M30
ponieważ przy przejściu na inną płaszczyznę, zmienia się też oś narzędzia, w tym przypadku mamy przejście punktowe (bez wpływu promienia freza). Jest to przypadek szczególny (kiedy zarysy fazek są okręgami w płaszczyznach ZX i ZY), kiedy można zastosować tę metodę.
Pozdrawiam
Rzeczywiście, da się tak zrobić, jak Kolega opisał, przy czym pierwszy okrąg musi mieć dodatkową składową Y0,
N50 G00 X0 Y0 Z0
N60 G18 G03 X150 Y0 Z0 CR=200 F500
N70 G19 G02 Y100 Z0 X150 CR=200
N80 M30
ponieważ przy przejściu na inną płaszczyznę, zmienia się też oś narzędzia, w tym przypadku mamy przejście punktowe (bez wpływu promienia freza). Jest to przypadek szczególny (kiedy zarysy fazek są okręgami w płaszczyznach ZX i ZY), kiedy można zastosować tę metodę.
Pozdrawiam
Technologia CNC od 1979r.
Programowanie technologiczne
SINUMERIK Operate
Programowanie technologiczne
SINUMERIK Operate
-
 DRAGOO
DRAGOO
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 11
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
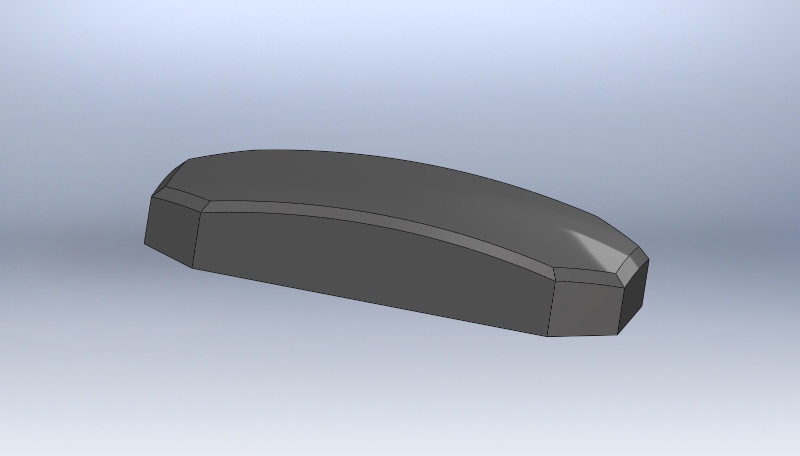
U mnie dokładnie wygląda to tak ..... 
T="FAZOWNIK D12"
M3 S2000
G90 G00 G54
G00 X-50 Y-45 Z-9.75
G01 X-45 Y-31.5 F500
G18 G03 X45 Z-9.75 CR=195.5 F500
G19 G02 X60 Y-16.5 Z-11.95 CR=190.55
G19 G02 Y16.25 Z-11.95 CR=188.79
G19 G02 X45 Y31.5 Z-9.75 CR=190.55
G18 G02 X-45 Z-9.75 CR=195.5
G19 G03 X-60 Y16.5 Z-11.95 CR=190.55
G19 G03 Y-16.5 Z-11.95 CR=188.79
G19 G02 X-45 Y-31.5 Z-9.75 CR=190.55
G17 G40 G00 Z300
M30
A fizycznie tak.....

T="FAZOWNIK D12"
M3 S2000
G90 G00 G54
G00 X-50 Y-45 Z-9.75
G01 X-45 Y-31.5 F500
G18 G03 X45 Z-9.75 CR=195.5 F500
G19 G02 X60 Y-16.5 Z-11.95 CR=190.55
G19 G02 Y16.25 Z-11.95 CR=188.79
G19 G02 X45 Y31.5 Z-9.75 CR=190.55
G18 G02 X-45 Z-9.75 CR=195.5
G19 G03 X-60 Y16.5 Z-11.95 CR=190.55
G19 G03 Y-16.5 Z-11.95 CR=188.79
G19 G02 X-45 Y-31.5 Z-9.75 CR=190.55
G17 G40 G00 Z300
M30
A fizycznie tak.....
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Przepraszam za wtrącenie swoich 3 groszy, nie znam Sinumerika, pracuję na HH, ale dla mnie Janale ma rację. Jest to typowy przypadek na byle jakiego Cama 3 osie, generowanie programu na fazownik to 2-3 minuty, (lub na frez kulowy jak ktoś nie ma fazownika o zadanym kącie). Przecież ktoś wykonując dokumentację i tak musiał to wcześniej zamodelować w jakimś Cadzie. Z pulpitu męczyłbym się jedynie jak bym nie miał Cama, wraz z przemyśleniami trwa to o wiele dłużej...(czytaj o wiele drożej)






