



")
a zrobiłem to specjalnie wpisując offset w narzędzie które aktualnie jest wywołane w machu
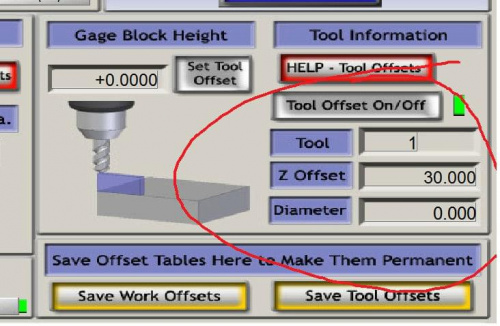
jeśli kolega niema magazynu narzędzi > zmieniarki i zawsze ustawia narzędzie w osi z przy wymianie narzędzia na inne to proszę o wykasowanie wszystkich offsetów z wszystkich narzędzi i tak obojętnie jakie kolega wybierze narzędzie < wywoła w machu > zawsze będzie wszystko ok
pracuje na 2 takich sterownikach a trzeci mam w domu i ani sterownik ani plagin nie ma dostępu do wizualizacji ani nie interpretuje inaczej g codu niż lpt
wszystko pod względem wyżej wymienionych jest tak samo jak na lpt
G90.1 niema tu nic do rzeczy , ten g kod odpowiada za "G90.1 Absolute IJK mode"
lecz proszę albo z lini mdi wywołać G17 lub dopisać do g codu , zmianę tą można także dokonać w Config / General Config

i teraz albo dopisać na stałe w miejscu gdzie od reki dopisałe G17 i zawsze mach przy starcie sam wywoła . lub zaznaczyć oczko tam gdzie jest dopisane drukowanym G17
dodatkowo dla rozjaśnienia opisałem inne nastawy które mogą być wywoływane z g codu . linii mdi lub w pokazanym miejscu < służą głownie do dostosowania macha do postprocesora programu do pisania programów>
opis na tej stronie co oznaczają poszczególne g cody
http://machmotion.com/cnc-info/g-code.html/
proszę przysiąść i skupić się na offsetach
w razie pytań postaram się odpowiedzieć 793 693 779
ps jeśli kolega ma mach z strony cnc akcesoria to pochodzi on z fimy cnc profii i jest spolszczony i ma strasznie dużo błędów , więc proszę się go pozbyć i zainstalować nowego mach z strony arto softu



")




